Изобретение относится к керамической промышленности и может быть применено в производстве изделий из кварцевой керамики и других керамических материалов методом водного шликерного литья в гипсовых формах.
Известны устройства для формования керамических изделий сложной конфигурации с точными фиксированными размерами из водных шликеров путем набора твердой фазы шликера на поверхности всасывающих воду гипсовых форм (а.с. СССР №1570900, В 28 В 1/26, 1988 г.; патент РФ №2123928, В 28 В 1/26, 1997 г.). Они состоят из гипсовой формы (матрицы), воспроизводящей наружный профиль изделия, пассивного сердечника из влагонепроницаемого материала, формирующего профиль внутренней поверхности изделия, центрирующих элементов, фиксирующих соосное расположение сердечника в полости гипсовой формы, подпиточных емкостей и заливочного штуцера, расположенного в нижней части формы.
Заполнение формы шликером осуществляется, как правило, самотеком из загрузочного бака по схеме сообщающих сосудов через резиновый шланг и заливочный штуцер. После заполнения формы и подпиточных емкостей шликером подача шликера перекрывается в зоне заливочного штуцера, нижнее выходное отверстие формы герметизируется и происходит набор заготовки с подпиткой шликера сверху из прибыльных емкостей.
Недостатком такого технического решения является значительный расход шликера особенно при формовании крупногабаритных изделий, сложность очистки системы подачи шликера от затвердевшей керамической массы, повышенный брак изделий в зоне подачи шликера в форму и особенно при формовании изделий с большим радиусом закругления.
Наиболее близким по техническому решению (прототип) является устройство для формования керамических оболочек антенных обтекателей по патенту РФ №2137599, В 28 В 1/26, 1999 г. Устройство включает влагопоглощающую матрицу, пассивный сердечник с опорным фланцем и формообразующим стержнем, центровочные элементы, обеспечивающие соосную установку формы и сердечника, систему заполнения и подпитки формы шликером. Сердечник снабжен разъемным опорным фланцем и центрирующим штоком, на котором закреплен формообразующий стержень, проходящий на всю высоту сердечника, что повышает жесткость конструкции, точность изготовления сложнопрофильного сердечника и обеспечивает равнотолщинность отформованной заготовки.
Недостатками технических решений, как по прототипу, так и аналогам, является то, что они обеспечивают получение только изделий конической формы с малым радиусом закругления при вершине.
Заливочный штуцер, расположенный в нижней части формы и проходящий через влагопоглощающую поверхность гипсовой формы, создает пассивную зону по набору керамической заготовки.
При формовании изделий с большим радиусом при вершине набор заготовки в зоне заливочного штуцера не происходит, на изделиях возникают раковины, сквозные отверстия.
Формование изделий по прототипу, особенно оболочек с большой сферической поверхностью при вершине, вызывает скопление на поверхности сердечника воздушных пузырей, полостей, которые формируют на внутренней поверхности заготовки раковины, открытые или закрытые поры, что приводит к браку изделий.
Существующие аналоги и прототип предназначены для формования равнотолщинных по высоте оболочек или изделий с небольшим увеличением толщины стенки к прибыльной емкости (емкостям). Однако в ряде случаев возникает необходимость увеличения толщины стенки в носовой части изделия.
Целью настоящего изобретения является получение изделий с большим радиусом закругления при вершине, улучшение качества изделий из кварцевой керамики и других материалов, формуемых методом водного шликерного литья в гипсовых формах, снижение технологических припусков для изделий, подвергающихся мех. обработке.
Поставленная цель достигается тем, что в предложенном устройстве, включающем влагопоглощающую матрицу, пассивный сердечник с опорным фланцем и формообразующим стержнем, центровочные элементы, обеспечивающие соосную установку формы и сердечника, систему заполнения и подпитки формы шликером, сердечник выполнен со сквозным центральным каналом, в котором размещена съемная трубчатая вставка, на одном конце которой имеется литниковая емкость, а на другом конце закреплена заглушка со сквозными отверстиями диаметром 1-5 мм на торце и кольцевым уплотнением на боковой поверхности, причем внешний профиль заглушки соответствует профилю внутренней поверхности формуемого изделия.
Предложенная конструкция в отличие от прототипа и аналогов имеет следующие преимущества.
1. Применение формы без заливочного отверстия в нижней части упрощает получение керамических заготовок с замкнутым контуром при вершине, позволяет формовать изделия сложной формы с большим радиусом при вершине. При этом уменьшаются технологические припуска, исключается отрыв заготовки в зоне заливочного штуцера (отверстия).
2. Съемный литник с подпиточной емкостью обеспечивает заливку шликера в полость формы и прибыльные емкости с вершины заготовки без применения заливочных шлангов, штуцера, зажимов или кранов, что упрощает технологию получения изделий.
3. Перфорированная заглушка литниковой вставки со сквозными отверстиями диаметром 1÷5 мм формирует заданный профиль внутренней поверхности изделия без раковин и пузырей.
4. Съемная вставка позволяет применять для установки, монтажа и извлечения сердечника известные в прототипе механизмы и приспособления с использованием кранов или специальных подъемников.
5. Съемный литник, выполненный из коррозионно-стойкого материала, позволяет обеспечить технологические требования по чистоте заливаемого шликера, исключает попадание в шликер посторонних примесей.
Указанные технические преимущества заявляемого устройства позволяют получать изделия из кварцевой керамики и других керамических материалов методом водного шликерного литья различной формы (полусфера, парабола и др.). Упрощается технология формования заготовок. Улучшается качество изделий.
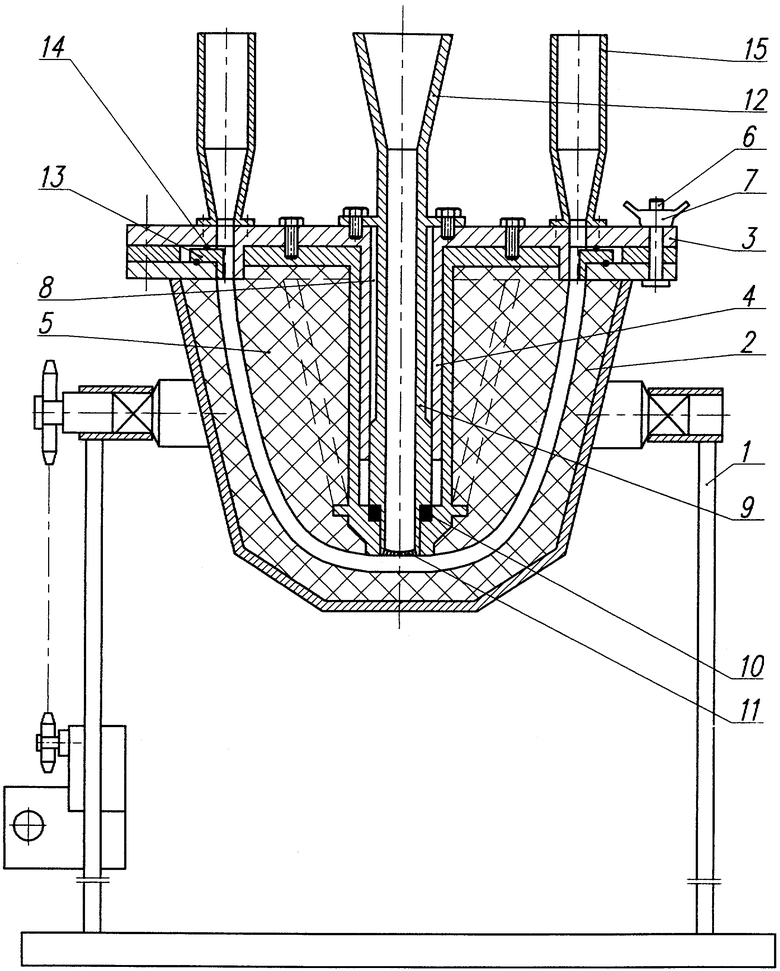
На чертеже изображен общий вид устройства для формования керамических изделий из водных шликеров в гипсовой форме. Конструкция устройства включает кантователь 1 с приводом, на котором установлена матрица 2, состоящая из перфорированного каркаса, заполненного влагопоглощающим материалом, например гипсом, с отформованным на внутренней поверхности профилем наружного контура формуемого изделия. Разъемный сердечник состоит из фланца 3 с центрирующим штоком 4 и соединенного с фланцем формующего пуансона 5. Сердечник установлен соосно в форме и закреплен в ней посредством соединительных осей 6 и крепежных гаек 7. Центровочный шток выполнен со сквозным каналом 8, где размещается съемный трубчатый литник 9, герметично уплотненный в носке пуансона посредством прокладки 10. На нижнем конце литника предусмотрена заглушка 11 со сквозными отверстиями для прохода шликера, а ее внешняя поверхность повторяет внутренний контур носовой части формуемого изделия.
К верхнему концу литника подсоединена литниковая подпиточная емкость 12. Между фланцами сердечника и матрицы установлено промежуточное литниковое кольцо 13 с кольцевой канавкой и сквозными вырезами по внутреннему периметру для прохода шликера из прибыльных емкостей в полость формы.
На обоих торцах литникового кольца размещены уплотнительные прокладки 14, которые обеспечивают герметизацию заливаемой полости. На фланце сердечника установлены через резиновые прокладки подпиточные стаканы 15, соединенные каналами с заливочной полостью. Количество и объем прибыльных емкостей подбирают экспериментально в зависимости от габаритов изделия.
Заявляемое устройство работает следующим образом. На кантователь с приводом 1 устанавливают матрицу 2. Затем собирается составной сердечник, при этом на центровочный шток 4 надевается формующий пуансон, соответствующий наружному профилю изделия, и крепится к фланцу 3.
Составной сердечник устанавливается в матрицу и закрепляется посредством соединительных осей 6 и крепежных гаек 7. Через технологическое отверстие в матрице заливается наборная масса, например раствор гипса, которая после отвердевания образует профиль наружной поверхности отливаемого изделия. После технологической сушки матрица соединяется с сердечником, собранным со сменным формующим пуансоном, профиль которого соответствует внутреннему профилю отливаемого изделия, при этом между матрицей и сердечником устанавливается промежуточное литниковое кольцо 13 с уплотнительными прокладками 14.
Затем в сквозной канал 8 центровочного штока устанавливается съемный литник 9 и крепится на фланце сердечника, при этом происходит герметичное уплотнение его в носке сердечника, где установлена прокладка 10. Далее на фланце сердечника устанавливают через уплотнительные прокладки литниковые стаканы 15.
Заливку шликера производят через литник 9 до полного заполнения формы, подпиточных стаканов и литниковой емкости. После завершения набора производят разборку устройства в обратном порядке, начиная со слива остатков шликера из подпиточных стаканов. Полученное изделие после отделения от гипса извлекают из формы путем поворота формы на 180°С с помощью кантователя.
Заявленное устройство для формования керамических изделий обеспечивает возможность получения качественных изделий сложного профиля с большим радиусом закругления при вершине и изделий с неравномерной толщиной стенки.
Источники информации
1. Авторское свидетельство СССР №1570900, МКИ В 28 В 1/26, 1988 г.
2. Патент РФ №2123928, В 28 В 1/26, 1997 г.
3. Патент РФ №2137599, В 28 В 1/26, 1999 г. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2236938C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2006 |
|
RU2325990C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2010 |
|
RU2452618C1 |
| ФОРМОВОЙ КОМПЛЕКТ | 2005 |
|
RU2285609C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2006 |
|
RU2305627C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2006 |
|
RU2322342C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 1998 |
|
RU2137599C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2008 |
|
RU2366573C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2015 |
|
RU2583799C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ИЗ ВОДНЫХ ШЛИКЕРОВ | 2005 |
|
RU2297322C1 |
Изобретение относится к керамической промышленности и может быть применено в производстве изделий из кварцевой керамики и других керамических материалов методом водного шликерного литья в гипсовых формах. Устройство для формования керамических изделий из водных шликеров включает влагопоглощающую матрицу, пассивный составной сердечник, состоящий из фланца с центровочным штоком и формующего пуансона системы заполнения и подпитки шликеров, привод управления. Центровочный шток сердечника выполнен со сквозным каналом, в котором размещен съемный трубчатый литник с подпиточной емкостью на одном конце и заглушкой на другом конце. Литник одним концом зафиксирован на фланце сердечника, а другим концом герметично уплотнен в носке формующего пуансона. В заглушке предусмотрены литниковые отверстия 1÷5 мм диаметром, а ее внешний контур выполнен по профилю внутреннего контура отливаемого изделия. Технический результат – возможность изготовления керамических изделий сложного профиля с большим радиусом закругления при вершине и изделия с неравномерной толщиной стенки. 1 ил.
Устройство для формования керамических изделий из водных шликеров, включающее влагопоглощаюшую матрицу, пассивный составной сердечник, состоящий из фланца с центровочным штоком и формующего пуансона системы заполнения и подпитки шликером, привод управления, отличающийся тем, что центровочный шток сердечника выполнен со сквозным каналом, в котором размещен трубчатый съемный литник с подпиточной емкостью на одном конце и заглушкой на другом конце, при этом литник одним концом зафиксирован на фланце сердечника, а другим концом герметично уплотнен в носке формующего пуансона, причем в заглушке предусмотрены литниковые отверстия 1-5 мм диаметром, а ее внешний контур выполнен по профилю внутреннего контура отливаемого изделия.
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 1998 |
|
RU2137599C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 1997 |
|
RU2123928C1 |
| Устройство для формования керамических изделий из водных шликеров | 1989 |
|
SU1664560A1 |
| Устройство для литья полых керамических изделий | 1988 |
|
SU1570900A1 |
| ЭНЕРГЕТИЧЕСКАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ТЕПЛА И ЭЛЕКТРОЭНЕРГИИ | 2006 |
|
RU2300664C1 |

