Настоящее изобретение относится к области упаковки предметов, в частности упаковки, посредством оболочки, образованной из рукавной заготовки, состоящей из термоусадочной пластмассы и предназначенной для усадки на соответствующем предмете или предметах.
На протяжении тридцати лет применяется техника упаковки предмета или предметов посредством термоусадочной рукавной заготовки, надеваемой на упаковываемый предмет или предметы с последующей ее термоусадкой на этом предмете или предметах. В настоящее время освоена техника термоусадки с применением теплового поля с наружной стороны рукавной заготовки для обеспечения равномерной усадки этой заготовки на предмете даже в случае резких колебаний его сечения. Для сведения: в настоящее время уже применяются коэффициенты усадки от 70 до 80% по сечению. Также хорошо освоены приемы анаморфозы, позволяющие сохранить тиснения на рукавной заготовке таким образом, что они остаются читабельными после усадки рукавной заготовки на предмете, что особенно важно в фармацевтике и косметике.
До настоящего времени приемы тиснения оставались классическими, согласно им наносится узор, анаморфоз которого контролируется при усадке рукавной заготовки на упаковываемом предмете или предметах.
Технологический фон изобретения описан в материалах ЕР-А-0537455 и US-A-6020823, которые кратко будут пояснены ниже.
В материалах ЕР-А-0537455 описывается идентифицирующая маркировка упругой упаковочной пленки для получения узора (в частности, растра), который сохраняется после вытяжки пленки. Следовательно, речь идет о термопластичных пленках, закрепляемых на поддонах, а не о термоусадочных рукавных заготовках.
В материалах US-A-6020823 описывается закрепление звуковых или световых предметов на бутылке с использованием термоусадочной заготовки. Рукавная заготовка может иметь одинарную толщину, в этом случае предметы приклеиваются к внутренней поверхности рукавной заготовки перед размещением на бутылке и термоусадкой, или двойную толщину, в таком случае предметы располагаются в форме сэндвича между двумя (термоусадочными или не термоусадочными) листами пленки. Следует отметить, что присутствующая на наружной стороне выпуклость является всего лишь очертанием упакованного предмета, как это отчетливо видно на фиг.6.
Задача изобретения состоит в создании нового способа получения тисненых узоров, которые не только могут наблюдаться визуально с внешней стороны рукавной заготовки после ее усадки на упакованном предмете, но и могут определяться на ощупь.
Получение выпуклостей на ленточном материале практикуется в некоторых областях техники, однако оно ограничивается инертными материалами, такими как бумага или пластичный металл. При этом не предпринималось никаких попыток для получения выпуклостей на термоусадочных пластмассах, очевидно из-за сильного предубеждения среди специалистов, в силу которого они считают, что полученная перед усадкой выпуклость смягчит очертания, даже полностью исчезнет после усадки рукавной заготовки на предмете. Действительно усадка стенки рукавной заготовки вызывает напряжение в направлении к окружности, которое стремится растянуть каждую зону стенки рукавной заготовки, таким образом, логично отказаться от образования выпуклостей на таких рукавных заготовках из термоусадочной пластмассы.
Настоящее изобретение исходит из идеи, противоположной изложенному предубеждению, и предлагает упаковочную оболочку для предмета (предметов), образованную рукавной заготовкой из термоусадочной пластмассы, предназначенной для усадки на упаковываемом предмете или предметах, причем эту рукавную заготовку получают из сложенной вокруг самой себя пленки, соответствующие концевые участки которой скрепляются между собой, при этом указанная оболочка примечательна тем, что стенка рукавной заготовки, по меньшей мере, частично имеет тиснение в соответствии с заданным узором и что этот узор присутствует в виде выпуклости на наружной и/или внутренней поверхности рукавной заготовки и сохраняется после ее усадки на упакованном предмете или предметах.
Таким образом, тиснение заданного узора позволяет получать выпуклость, которая двояко проявляет себя на наружной поверхности рукавной заготовки: визуально и на ощупь.
Предпочтительно, чтобы пленка для формирования рукавной заготовки была полужесткой и содержала в своем составе эластомерную фазу.
В том случае, когда форма соответствующих предметов имеет слабо меняющееся сечение, то после усадки рукавной заготовки стенка натягивается по наружной поверхности предмета, существенно не деформируя тисненый узор. Однако, если величина усадки существенно возрастает, то стенка натягивается в такой степени, что возникает риск существенного нарушения тисненого узора. Поэтому согласно отдельному варианту выполнения изобретения предусмотрено, чтобы внутренняя и/или наружная поверхность рукавной заготовки имела, по меньшей мере, частично на участке тисненого узора покрытие из позиционированного и размеченного технического средства, способствующего сохранению выпуклости при усадке рукавной заготовки. В частности, внутренняя и/или наружная поверхность рукавной заготовки может иметь покрытие на участках тиснения, которые испытывают повышенную деформацию при усадке рукавной заготовки на упаковываемом предмете или предметах, в частности, величина этой деформации составляет более около 10-15%.
Техническое средство может быть нанесено на внутреннюю/внешнюю поверхность, причем этим средством может служить термоотверждающийся лак или его аналог, локально блокирующий усадку стенки рукавной заготовки на участке расположения тисненого узора, или, в качестве варианта, термовспучивающийся лак или его аналог, локально смещающий участок стенки рукавной заготовки на участок тисненого узора во время усадки этой заготовки.
Целесообразно, чтобы технический термоотверждающийся или термовспучивающийся лак выбирался с возможностью соответствия температуры его реактивности с температурным диапазоном термоусадки пленки рукавной заготовки.
Технический термоотверждающийся или термовспучивающийся лак может наноситься на участок вокруг тисненого узора и/или на внутреннюю и/или внешнюю поверхность рукавной заготовки, в частности, в углубления тисненого узора.
В качестве варианта можно предусмотреть, чтобы техническое средство наносилось в углубления тисненого узора на внутренней или наружной поверхности рукавной заготовки, причем этим техническим средством служит жесткая или полужесткая вставная пластинка. В частности, эта пластинка может иметь на своей свободной поверхности тонкий растр, например, растр с множественной дифракцией типа линзового.
Наконец можно предусмотреть, чтобы внутренняя и/или наружная поверхность рукавной заготовки содержала растр или его аналог, расположенный, по меньшей мере, на некоторых из выпуклостей, образованных тисненым узором.
Изобретение касается также способа изготовления упаковочной оболочки для предмета (предметов), отличающейся, по меньшей мере, одним из перечисленных выше признаков.
Согласно изобретению способ отличается тем, что пленка, предназначенная для изготовления термоусадочной рукавной заготовки, подвергается тиснению в плоском виде в соответствии с заданным узором, причем тисненую пленку затем складывают вокруг самой себя таким образом, чтобы узор присутствовал в виде выпуклости на внешней выпуклой стороне и/или внутренней вогнутой стороне этой пленки, затем соответствующие концевые участки закрепляют между собой.
Для осуществления этого способа предпочтительно использовать полужесткую пленку, содержащую в своем составе эластомерную фазу.
В соответствии с особо предпочтительным вариантом пленка имеет покрытие на участке узора, подлежащего тиснению или уже тисненого, на поверхности пленки, соответствующей полой стороне тиснения, и/или на противоположной поверхности, выполненное из позиционированного и размеченного технического средства, способствующего сохранению выпуклости во время усадки стенки пленки.
Согласно первому варианту выполнения на соответствующую поверхность пленки наносится техническое средство в виде термоотверждающегося лака или его аналога или термовспучивающегося лака или его аналога.
Предпочтительно, чтобы стадии тиснения и вероятного нанесения локального покрытия из технического средства проводились непрерывно при движущейся плоской пленке до начала формирования из нее сплошной трубки, сохраняемой в сложенном и намотанном на катушке виде, при этом рукавные заготовки, используемые для упаковки предметов, получают отрезанием от сплошной трубки.
Согласно другому варианту выполнения в углубления тисненого узора на соответствующей стороне пленки наносится покрытие из технического средства в виде жесткой или полужесткой вставной пластинки. Можно также предусмотреть, чтобы свободная сторона этой пластинки была обработана для образования тонкого растра, в частности, растра с множественной дифракцией типа линзового.
Предпочтительно, чтобы стадии по тиснению и размещению вставной пластинки (пластинок), а также по возможной обработке этой вставной пластинки или пластинок проводились непрерывно при движущейся плоской пленке до начала формирования из нее непрерывной трубки, сохраняемой в сплющенном, намотанном на катушку виде, при этом применяемые для упаковки предмета (предметов) рукавные заготовки получают отрезанием их от сплошной трубки.
Наконец можно предусмотреть, чтобы при движущейся плоской пленке на участке, по меньшей мере, некоторых из тисненых выпуклостей наносился растр или его аналог.
Другие признаки и преимущества изобретения подробнее поясняются ниже со ссылкой на приложенные чертежи, на которых представлены предпочтительные варианты выполнения.
Изображено на:
фиг.1 - упаковочная оболочка для предмета (предметов), содержащая тисненую стенку согласно изобретению и предназначенная для укладки на предмет, которым в данном случае является пульверизатор с духами;
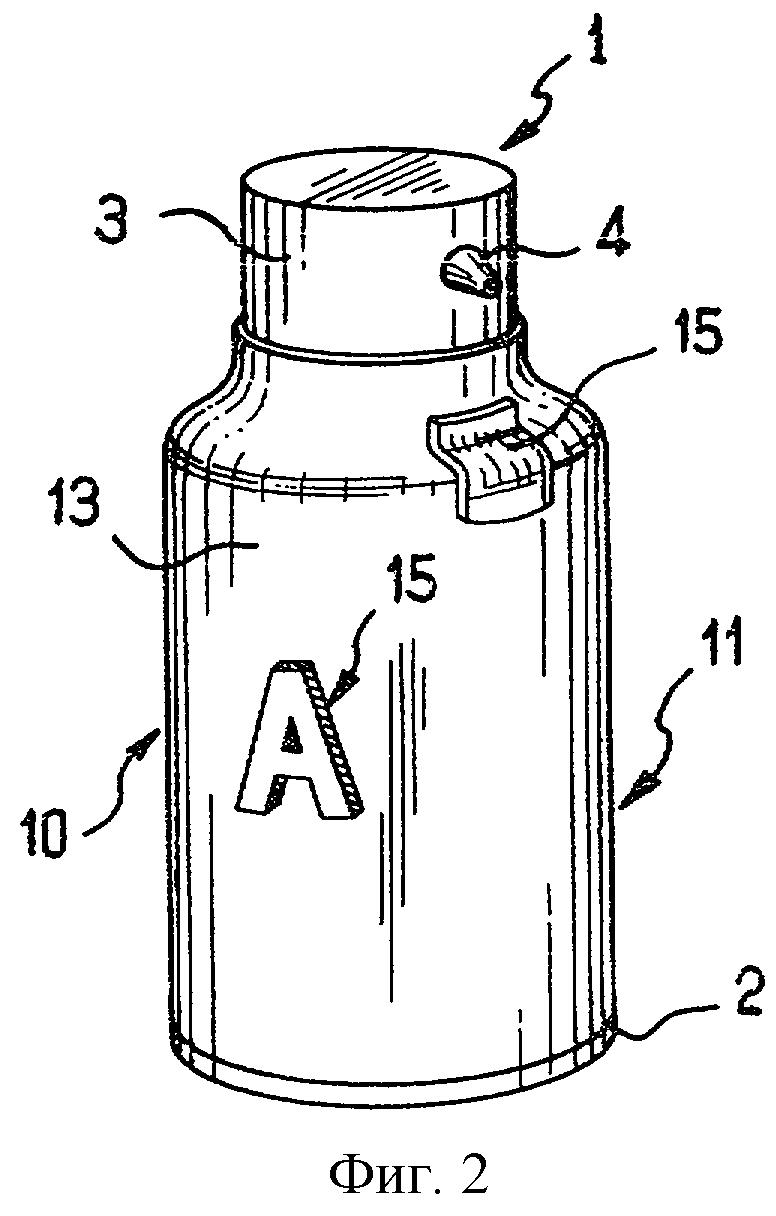
фиг.2 - упомянутая оболочка на предмете после усадки с наличием тисненых узоров (здесь это: буква "А" и квадрат) на наружной поверхности оболочки;
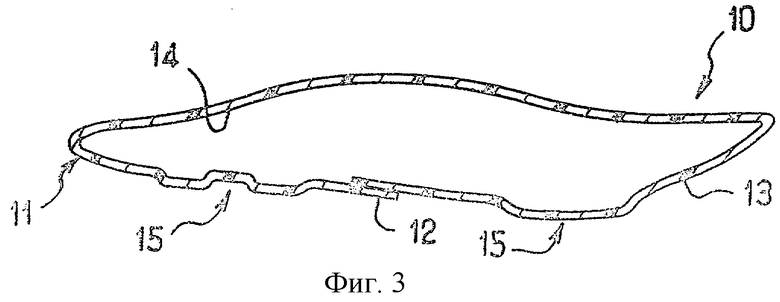
фиг.3 - оболочка на фиг.1 с поперечным сечением по III-III, выполненным на уровне тисненых зон стенки пленки, образующей рукавную заготовку;
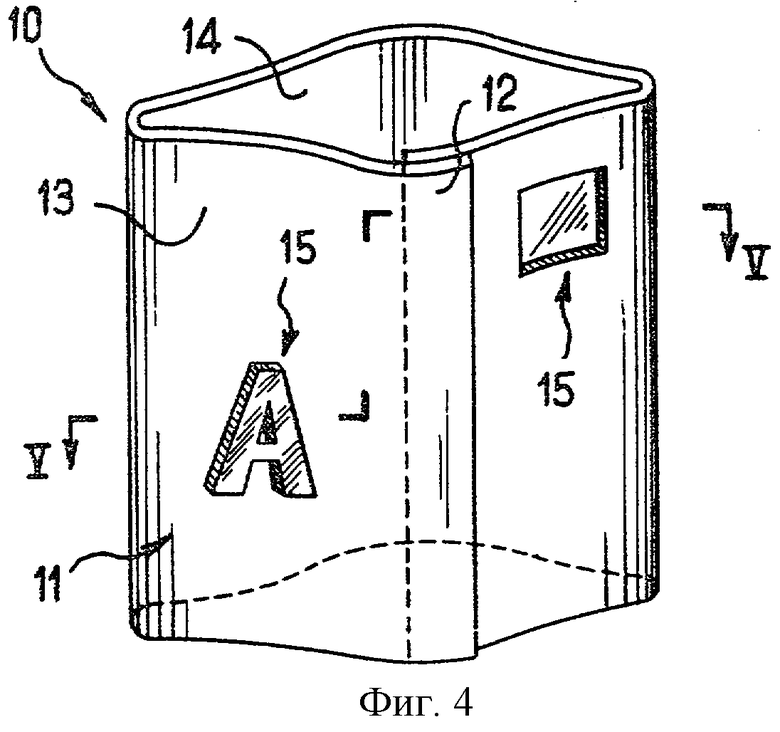
фиг.4 - другой вариант выполнения, в котором тисненый узор квадратной формы присутствует в виде выпуклости на внутренней стороне рукавной заготовки;
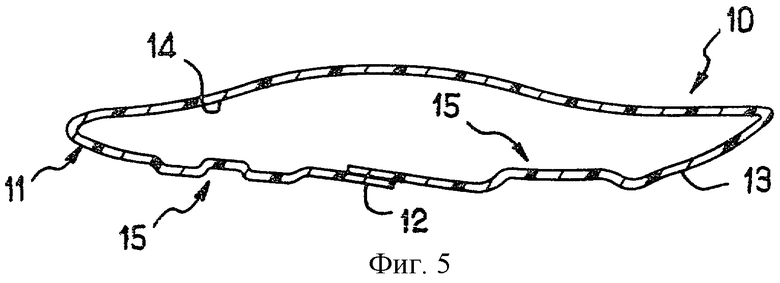
фиг.5 - сечение по V-V, выполненное по изображению на фиг.4;
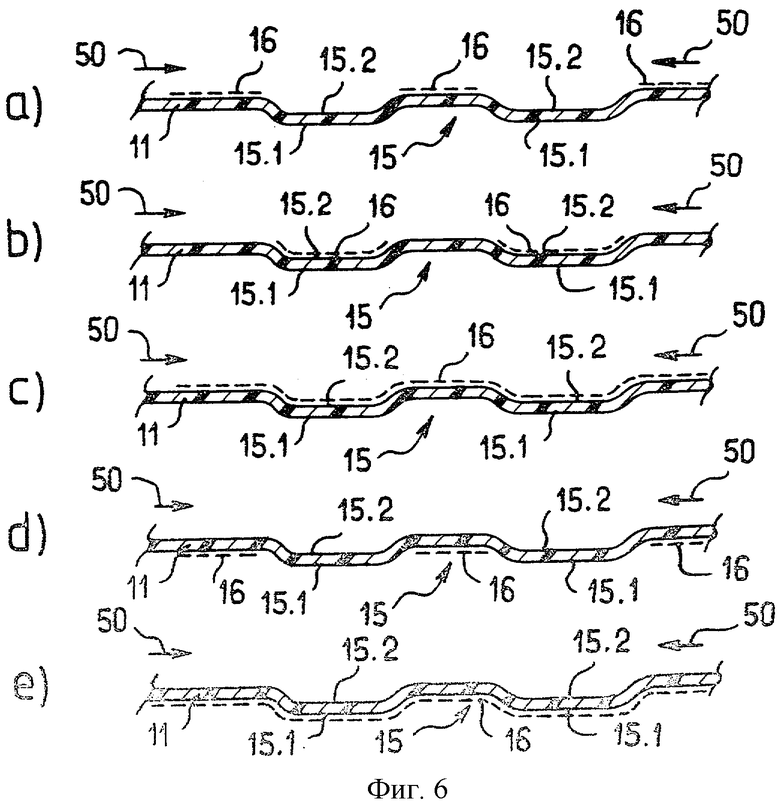
фиг.6 - частичное сечение по плоской стенке рукавной заготовки на участке тисненого узора на наружной или внутренней стороне рукавной заготовки, с применением, по меньшей мере, частичного покрытия на внутренней и/или наружной поверхности рукавной заготовки, выполненного из технического позиционированного и размеченного средства, такого, как лак, способствующего сохранению тисненой выпуклости во время усадки рукавной заготовки;
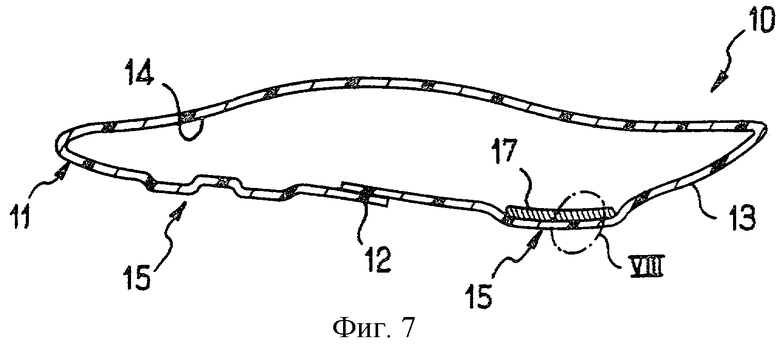
фиг.7 - другой вариант выполнения с сечением, аналогичным сечению на фиг.3, в котором на участке углубления, образованного тисненым квадратным узором, техническим средством служит жесткая или полужесткая вставная пластинка;
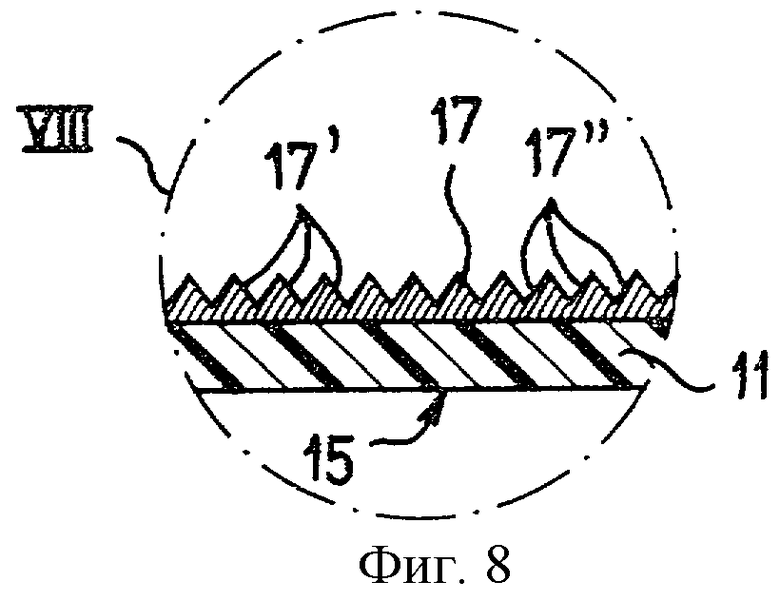
фиг.8 - в очень увеличенном виде деталь VIII на фиг.7, изображающая возможный растр на свободной стороне пластинки, в частности линзовый растр;
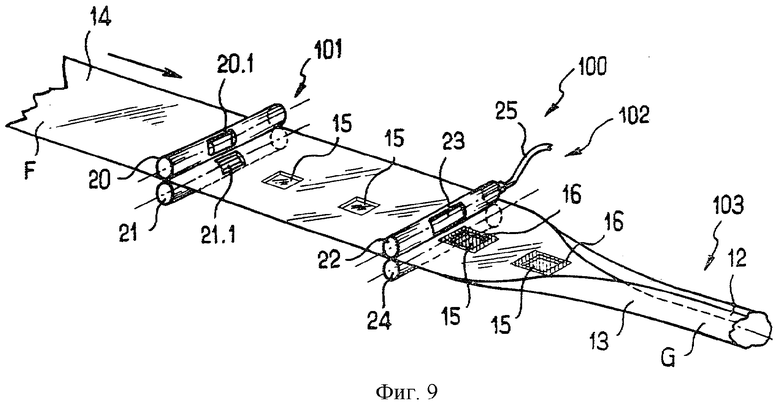
фиг.9 - общий вид непрерывного способа изготовления упаковочной оболочки согласно изобретению из перемещающейся плоской пленки из термоусадочной пластмассы;
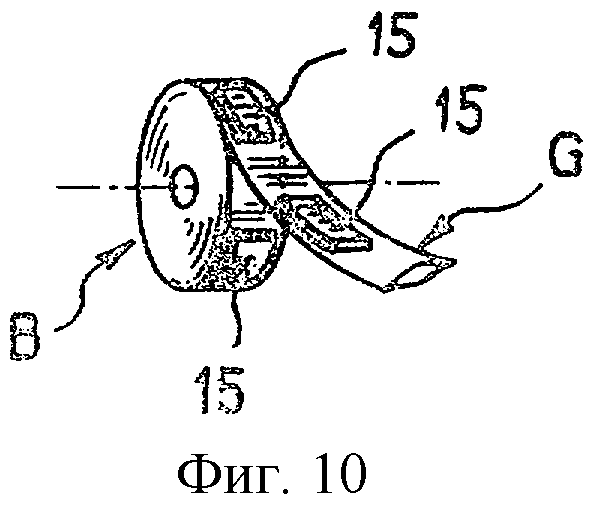
фиг.10 - хранение полученной сплошной трубки в сплющенном виде.
На фиг.1 изображена оболочка для упаковки предмета (предметов) согласно изобретению, в данном случае для упаковки предмета 1, которым является пульверизатор с духами, содержащий корпус 2 с расположенным на нем колпачком, образующим толкатель 3 с распылительным наконечником 4, круговую зону сопряжения 5, в которой существенно изменяется сечение между корпусом 2 и колпачком 3. Упаковочная оболочка 10 образована из рукавной заготовки 11, состоящей из термоусадочной пластмассы, открытой с обоих концов, причем рукавная заготовка изображена не строго цилиндрической формы, а в виде открытой трубки с двумя складками на концах для того, чтобы показать, что рукавная заготовка получена отрезкой от сплющенной трубки, намотанной на катушку. Традиционно рукавную заготовку 11 получают из сплошной трубки, которую, в свою очередь, изготавливают из пленки путем ее складывания вокруг самой себя и расположения кромок встык или внахлестку с последующей сваркой на участке соединения с образованием отбортовки 12. Полученная таким образом рукавная заготовка имеет наружную 13 и внутреннюю поверхность 14. Следовательно, рукавная заготовка 11 изготавливается из пленки, сложенной вокруг самой себя, соответствующие концевые участки которой закрепляются между собой хорошо известным из уровня техники способом.
Согласно существенному признаку изобретения стенка рукавной заготовки 11 имеет, по меньшей мере, частично тиснение, выполненное по заданному узору 15 таким образом, что узор проявляется в виде выпуклости на наружной поверхности 13 и/или внутренней поверхности 14 рукавной заготовки 11 и сохраняется после ее усадки на упакованном предмете или предметах.
В порядке исключительно иллюстрации здесь схематически изображен тисненый узор 15 в виде буквы А и расположенного выше этой буквы квадрата, при этом узор выполнен выступающим над наружной поверхностью 13 рукавной заготовки. Таким образом полученный тисненый узор 15 превосходно воспринимается как визуально, так и на ощупь. Сечение на фиг.3 позволяет лучше воспринять расположение тисненого узора 15, полученного, как это будет показано ниже, например, пропуском движущейся пленки между валками или формами для тиснения, содержащими соответствующие требуемому узору гравирования, которые могут либо выступать над поверхностью, либо быть утопленными в зависимости от обстоятельств.
Как показано на фиг.4 и 5, тисненый узор 15 может быть получен таким образом, что он будет полностью или частично иметь вид выпуклости на внутренней поверхности 14 рукавной заготовки 11. Таким образом, часть тисненого узора 15, схематически показанного в виде квадрата, проявляется в виде выпуклости на внутренней поверхности 14, а другая часть, схематически показанная в виде "А", в виде выпуклости на наружной поверхности 13.
Рукавная заготовка 11 выполнена таким образом, что ее тисненый узор 15 выступает в виде выпуклости на наружной поверхности 13 и/или внутренней поверхности 14 этой заготовки. Затем рукавную заготовку 11 надевают на предмет 1, после чего весь комплекс направляют в усадочный туннель (не показан), в котором стенка рукавной заготовки в результате усадки принимает форму наружной поверхности предмета, конечный результат представлен на фиг.2. Как видно на этой фигуре, тисненый узор 15 остался видимым в качестве выпуклости, в данном случае на наружной поверхности рукавной заготовки, сохранившись, несмотря на ее усадку, и это несмотря на высокий коэффициент усадки на участке сопряжения 5, где именно и располагается тисненый узор в виде квадрата, причем узор "А" во время усадки оказался менее нагруженным.
В том случае, когда форма упаковываемого предмета характеризуется существенными колебаниями сечения, степень усадки для данной рукавной заготовки может различаться в очень широком диапазоне и составлять иногда 70-80%. Чем выше степень деформации во время усадки рукавной заготовки на предмете, тем больше риск существенного повреждения тисненого узора 15. В таком случае, согласно другому существенному признаку изобретения, на внутреннюю 14 и/или наружную 13 поверхность рукавной оболочки 11, на участке тисненого узора 15, наносится, по меньшей мере, частично покрытие из технического позиционированного и размеченного средства, способствующего сохранению выпуклости во время усадки рукавной заготовки. Такое покрытие из технического средства предусматривается в первую очередь для участков тиснения, подвергнутых повышенной степени деформации во время усадки рукавной заготовки на упаковываемом предмете или предметах, в частности эта степень деформации может составить более около 10-15%. Современные способы тиснения способны обеспечить очень точную разметку (с точностью до около одной десятой миллиметра), что гарантирует очень точное нанесение покрытия на участке тисненого узора.
Согласно первому варианту выполнения техническое средство в виде специального лака наносится на соответствующую поверхность рукавной заготовки.
Такое покрытие показано на фиг.6, примеры а)-е).
На этих фигурах можно различить зоны тисненого узора 15, этот узор имеет участки 15.1, выпуклые в сторону пленки, соответствующей поверхности рукавной заготовки, и полые участки 15.2, связанные с противоположной поверхностью рукавной заготовки. На этих фигурах покрытие, выполненное техническим средством, схематически показано в виде пунктирного слоя 16.
На фиг.а) техническое средство 16 нанесено на участке соответствующей поверхности, расположенном вокруг тисненого узора 15.
На фиг.b) техническое средство 16 нанесено на той же поверхности, но только в углубления, образованные тисненым узором 15.
На фиг.с) покрытие из технического средства 16 нанесено одновременно в углубления, образованные тисненым узором 15, и на участки, окружающие этот тисненый узор.
Само собой разумеется, что покрытие, состоящее из технического средства, может наноситься и на другую поверхность рукавной заготовки, как это показано на фигурах d) и е), и это дополнительно к покрытию на другой стороне или вместо него. Покрытие может быть нанесено также и на внешнюю поверхность и/или внутреннюю поверхность рукавной заготовки. Однако нанесение покрытия на внутреннюю поверхность часто является предпочтительнее, так как рукавную заготовку получают из сплошной трубки, сохраняемой в плоском положении, и нахождение покрытия на внутренней поверхности обеспечивает его превосходную защиту от внешней среды при манипуляциях с трубкой при ее резании на рукавные заготовки и их укладке.
Нанесенным техническим средством 16 может служить термоотверждающийся лак или его аналог, локально блокирующий усадку стенки рукавной заготовки 11 на участке тисненого узора 15. В качестве варианта можно применять в виде технического средства 16 чернила или термовспучивающийся лак или его аналог, который локально сместит стенку рукавной заготовки 11 на участок тисненого узора 15 во время усадки этой заготовки 11.
Предпочтительно, чтобы термоотверждающийся или термовспучивающийся технический лак 16 выбирался с температурой реактивности, совместимой с температурным диапазоном термоусадки пленки, образующей рукавную заготовку 11.
Локальное блокирование усадки стенки рукавной заготовки позволяет сохранить с очень высокой точностью внешний вид и форму тисненого узора во время усадки рукавной заготовки, даже если показатели деформации очень высокие. Применение термоотверждающегося лака или его аналога вызывает эффект своего рода локальной заморозки стенки рукавной заготовки, позволяющей выдерживать напряжения, воздействующие на стенку во время усадки в направлении к окружности.
Применение термовспучивающегося лака или его аналога приводит почти к тому же результату, т.е. к сохранению тисненой выпуклости, но под действием локального вспучивания выпуклых участков для сохранения выпуклости во время усадки. В данном случае, само собой разумеется, что покрытие наносится только на внутреннюю или наружную поверхность, содержащую полые участки тисненого узора.
Применяемые технические лаки, будь то термоотверждающиеся или термовспучивающиеся, могут быть активированы любым наружным средством, таким, как тепло, облучение, ультрафиолетовое излучение (отсюда выражение "или аналог", употребленное выше). В случае активации теплом температуру реактивации предпочтительно выбирать ниже точки размягчения стенки рукавной заготовки с тем, чтобы лак полностью активировался во время усадки рукавной заготовки на предмете.
Согласно другому варианту выполнения техническое средство наносится в углубления тисненого узора на внутренней или наружной поверхности рукавной заготовки, причем это средство состоит из вставной жесткой или полужесткой пластинки. Такой вариант выполнения изображен на фиг.7, на которой можно видеть пластинку 17, собственная жесткость которой достаточна для выполнения механической функции по сохранению тисненого узора во время усадки рукавной заготовки в результате сопротивления усилиям, действующим в направлении к окружности. Пластинка 17 может быть выполнена самоклеющейся и иметь толщину около одного миллиметра.
Как схематически показано на примере детали фиг.8, свободная поверхность вставной пластинки 17 может содержать тонкий растр, в частности, растр с множественной дифракцией типа линзового.
Также можно различить параллельные грани 17', 17", ориентированные в двух разных направлениях и позволяющие получать оптический эффект или эффект движения, создаваемый растром линзового типа.
В качестве материала для оболочки предпочтительно применять термопластические одно- или двуориентированные пленки из материала с эффектом памяти, из полистирола или полипропилена, т.е. из материалов, обладающих высокой способностью к деформации. Проведенные заявителем испытания показали превосходные результаты при использовании полужесткой пленки, содержащей в своем составе эластомерную фазу. Такой материал оказался действительно чрезвычайно эффективным для сохранения тисненого узора после усадки рукавной заготовки на предмете, причем этот предмет характеризовался значительными колебаниями своего сечения.
Само собой разумеется, что тисненый узор может быть самого разного типа: от образных изображений или текстов до изображений, принятых на кредитных карточках, он может быть также декоративным, занимающим почти всю поверхность рукавной заготовки узором для придания наружной стенке заготовки специального внешнего вида, например, имитация кожаного чехла или зерненной рельефной бумаги.
Наконец можно предусмотреть, чтобы на внутренней 14 и/или наружной поверхности 13 рукавной заготовки 11 присутствовал растр или его аналог (например, линзовый растр), по меньшей мере, на некоторых выпуклостях, образованных тисненым узором 15 (вариант не показан).
Изобретение относится также к способу изготовления упаковочной оболочки для предмета (предметов) описанного выше типа, на фиг.9 можно видеть отдельные этапы этого способа.
Следовательно, на фиг.9 изображена пленка F, непрерывно движущаяся в плоском виде и проходящая через общую позицию 100 обработки. Преимущественно применяется полужесткая пленка, в состав которой входит эластомерная фаза.
Пленка F начинает перемещаться сначала на участке позиции 101 тиснения. Она пропускается, например, между двумя комплементарными валками 20, 21, снабженными в данном случае соответственно углублениями 20.1 и ответными выступами 21.1, с помощью которых происходит локальное тиснение 15 на пленке F при ее пропускании между обоими прижатыми друг к другу валками.
Затем тисненая пленка F движется на участке 102 нанесения покрытия, на котором валок 22 для нанесения покрытия, содержащий активные зоны 23, производит локальное нанесение покрытия из технического позиционированного и размеченного средства 16, способствующего сохранению выпуклости во время последующей усадки. Парный валок 24 обеспечивает надлежащее прилегание валка 22 для нанесения покрытия, на который подается лак по магистрали 25.
После тиснения и нанесения локального покрытия пленка F поступает на участок позиции 103 для формообразования, на котором пленка формируется в виде трубки G путем сближения боковых кромок 12 и их закрепления между собой, например, традиционным термическим способом, при этом тисненый узор 15 присутствует в виде выпуклости на наружной выпуклой или внутренней вогнутой поверхности, смотря по обстоятельствам.
Таким образом, согласно изобретению можно обеспечить непрерывное производство, при котором пленка F, используемая для формирования термоусадочной рукавной заготовки 11, подвергается плоскому тиснению в соответствии с заданным узором 15, затем тисненая пленка F складывается вокруг самой себя таким образом, чтобы узор выпукло присутствовал на наружной выпуклой поверхности 13 и/или на вогнутой внутренней поверхности 14 пленки, при этом соответствующие концевые участки 12 скрепляются между собой.
До начала формирования сплошной трубки на пленку F, при необходимости, может быть нанесено покрытие, предпочтительно на участке уже выполненного тиснением узора 15, в частности, на поверхность 14 пленки F, соответствующую полым сторонам тиснения, и/или на противоположную поверхность, состоящее из технического позиционированного и размеченного средства 16, способствующего сохранению выпуклости во время усадки стенки пленки.
В качестве варианта выполнения можно предусмотреть, чтобы стадия нанесения покрытия (позиция 102) проводилась до стадии тиснения (позиция 101).
Таким образом, стадии тиснения и вероятного нанесения локального покрытия из технического позиционированного и размеченного средства проводятся непрерывно с применением движущейся плоской пленки до начала формирования из нее сплошной трубки G.
Если нанесение покрытия из технического позиционированного и размеченного лака на пленку заменяется покрытием из жесткой или полужесткой вставной пластинки, то предусматривается наличие специального поста для установки пластинки или пластинок (не показан) выше или ниже расположения поста тиснения, а также при необходимости наличие поста для нанесения растра на непрерывно движущиеся пластинки (содержащий, например, валки, наружная поверхность которых имеет лазерную гравировку для выдавливания микробороздок в соответствии с заданной геометрией), в частности, для получения растров с множественной дифракцией типа линзовых растров. Кроме того, способ применяется непрерывно для перемещающейся плоской пленки до формирования из нее сплошной трубки G.
Наконец, можно предусмотреть наличие растров или их аналогов на пленке, на участке, по меньшей мере, некоторых из тисненых выпуклостей. Такой растр, например линзового типа, может быть получен на участке поста тиснения, причем обработка может проводиться на поверхности, противоположной поверхности, с которой взаимодействует инструмент тиснения.
Как показано на фиг.10, сплошная трубка G хранится в сплющенном виде, будучи намотанной на катушку В. Рукавные заготовки 11, используемые для упаковки предметов, получают отрезанием от сплошной трубки.
Таким образом получают упаковочную оболочку с тиснеными узорами, воспринимаемыми одновременно визуально и на ощупь на наружной поверхности оболочки после ее усадки на предмете, причем при очень разных формах, даже при формах предметов, характеризующихся очень значительными изменениями сечения.
Теперь стало возможным применение превосходно освоенных способов тиснения инертных материалов, таких, как бумага и металл, пропуском между гравированными формами, причем эти способы могут обеспечить разметку с чрезвычайной точностью, достигающей менее одной десятой миллиметра. Таким образом изобретение позволяет выполнять тиснения, являющиеся чрезвычайно точными и разнообразными по своей конфигурации, при этом полностью гарантируется сохранность тисненых узоров на наружной и/или внутренней поверхности оболочки после ее усадки на упаковываемом предмете или предметах.
Изобретение не ограничивается описанными вариантами выполнения, напротив оно включает в себя любой вариант, содержащий наряду с эквивалентными средствами указанные выше существенные признаки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВОЧНАЯ ОБОЛОЧКА ДЛЯ ПРЕДМЕТОВ, ВЫПОЛНЕННАЯ ИЗ ТЕРМОУСАДОЧНОГО МАТЕРИАЛА С ГЛАДКОЙ НАРУЖНОЙ И ВНУТРЕННЕЙ ПОВЕРХНОСТЯМИ | 2003 |
|
RU2294873C2 |
| НОВАЯ МАРКИРОВКА И СПОСОБ ЕЕ ВЫПОЛНЕНИЯ | 2006 |
|
RU2405878C2 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ ДЛЯ ОБОЗНАЧЕНИЯ ИЛИ ИДЕНТИФИКАЦИИ ПРЕДМЕТОВ И ЖИВЫХ СУЩЕСТВ | 2010 |
|
RU2527374C2 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОЙ ОБОЛОЧКИ ДЛЯ ШТАБЕЛЯ ПРЕДМЕТОВ | 2007 |
|
RU2355611C2 |
| ВЫСОКОУСАДОЧНОЕ ВЫСОКОПРОЧНОЕ УПАКОВОЧНОЕ ИЗДЕЛИЕ, ДЕМОНСТРИРУЮЩЕЕ НАПРАВЛЕННЫЙ РАЗРЫВ | 2018 |
|
RU2750235C2 |
| УСТАНОВКА ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОЙ ОБОЛОЧКИ ДЛЯ ШТАБЕЛЯ ПРЕДМЕТОВ | 2003 |
|
RU2247065C1 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2395400C2 |
| ТЕРМОУСАДОЧНОЕ УПАКОВОЧНОЕ ИЗДЕЛИЕ БЕЗ ИСПОЛЬЗОВАНИЯ ПЫЛИ | 2017 |
|
RU2743678C2 |
| ВЫСОКОУСАДОЧНАЯ ВЫСОКОПРОЧНАЯ МНОГОСЛОЙНАЯ ПЛЕНКА | 2018 |
|
RU2742561C1 |
| ТЕКСТУРИРОВАННАЯ НЕПОРИСТАЯ БАРЬЕРНАЯ ПЕРЕНОСЯЩАЯ ОБОЛОЧКА | 2019 |
|
RU2719972C1 |
Изобретение касается упаковочной оболочки для предметов. Упаковочная оболочка для предмета, образованная рукавной заготовкой (11) из термоусадочной пластмассы, предназначенной для усадки на упаковываемом предмете или предметах. Причем рукавную заготовку получают из сложенной вокруг самой себя пленки, соответствующие концевые участки которой закрепляются между собой. На стенке рукавной заготовки (11) выполнено, тиснение в соответствии с заданным узором (15) таким образом, что этот узор присутствует выпуклым на наружной (13) и/или внутренней (14) поверхности рукавной заготовки (11) и сохраняется после усадки рукавной заготовки на упаковываемом предмете или предметах. Предложен также способ изготовления упаковочной оболочки для предметов. Изобретение позволяет получить тисненые узоры, которые не только могут наблюдаться визуально с внешней стороны рукавной заготовки после ее усадки на упакованном предмете, но и могут определяться на ощупь. 2 н. и 19 з.п. ф-лы, 10 ил.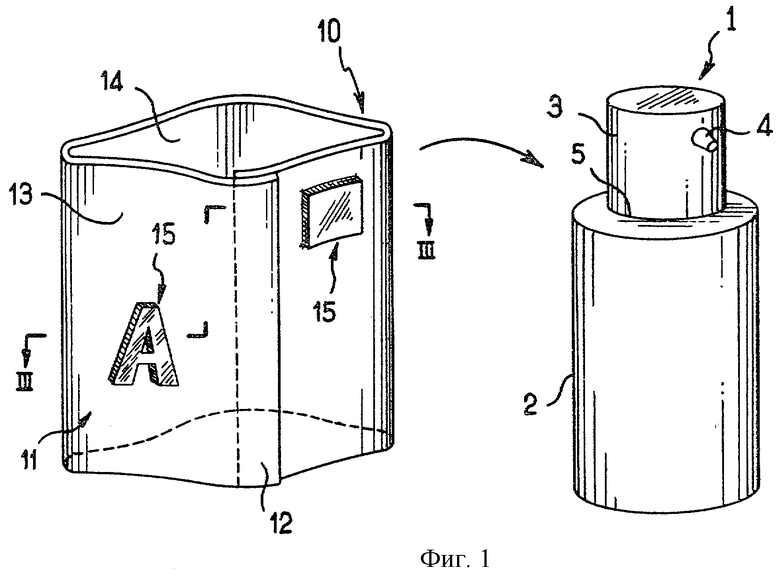
| ЕР 0537544 А, 21.04.1993 | |||
| US 6020823 А, 01.02.2000 | |||
| СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ | 0 |
|
SU287272A1 |
| ОБЕРТОЧНЫЙ УСАДОЧНЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ЗАЩИТЫ ИЗДЕЛИЙ | 1996 |
|
RU2170199C2 |

