Изобретение относится к производству многослойных строительных изделий, в том числе теплоизоляционных и конструкционно-теплоизоляционных, с улучшенными теплотехническими, физико-механическими и эксплуатационными свойствами.
Известен способ изготовления многослойного строительного изделия (см. патент РФ №2130107, МПК6 Е 04 С 2/26, 1999 г.), включающий укладку и уплотнение наружного конструкционного слоя бетона заданной толщины, на который укладывают слой пористого утеплителя в виде пенополистирольной плиты, затем размещают паронепроницаемый теплоотражающий экран из фольги, укладывают на него второй слой пористого утеплителя в виде пенополистирольной плиты требуемой толщины, после чего полученную слоистую конструкцию закрывают внутренним конструкционным слоем бетона, который также уплотняют.
Недостатком данного способа является то, что в изготавливаемых строительных изделиях в виде панелей не обеспечивается плотное сцепление между уплотненным бетоном наружного и внутреннего слоев и уложенными между ними пенополистирольными плитами. При эксплуатации панелей в зазорах между слоями может скапливаться влага с образованием "мостиков холода". Изготовление наружных слоев из уплотненного бетона приводит к утяжелению панели и увеличению ее теплопроводности. Кроме того, фольга теплоотражающего экрана не обеспечивает надежное сцепление между плитами пенополистирола, так как ни фольга, ни пенополистирол не содержат клеящих веществ. К тому же фольга является весьма дорогостоящим материалом.
Известен также способ изготовления многослойного строительного изделия (см. заявку РФ №96123547, МПК6 В 28 В 5/00, В 32 В 5/18, БИ №9, 1999 г.), включающий приготовление смеси мелкозернистого бетона путем перемешивания компонентов смеси с водой, заливку смеси в форму с образованием конструкционного слоя изделия и виброуплотнение смеси. На слой уплотненной смеси насыпают необходимое количество бисерного полистирола с образованием теплоизоляционного слоя, затем форму закрывают крышкой, образующей свободное пространство, соответствующее требуемой толщине теплоизоляционного слоя изделия, и нагревают компоненты изделия до температуры около 90°C с вспениванием полистирола и твердением бетонной смеси. Пар, образующийся при испарении воды из бетонной смеси, способствует вспениванию полистирола, который, увеличиваясь в объеме, занимает пространство под крышкой формы и создает избыточное давление, направленное в сторону конструкционного слоя изделия.
Получаемые известным способом изделия характеризуются пониженными теплоизоляционными свойствами вследствие использования в их составе тяжелого виброуплотненного бетона. Способ не обеспечивает хорошего сцепления полистирола с уплотненным бетоном, несмотря на создание внутри формы избыточного давления, поскольку вспененный полистирол взаимодействует с виброуплотненным полутвердым бетоном, что понижает эффективность адгезионного процесса. Кроме того, получаемые изделия характеризуются недостаточно высоким коэффициентом конструктивного качества и пониженными теплоизоляционными свойствами вследствие использования в их составе тяжелого виброуплотненного бетона, практически не имеющего пор.
Техническим результатом способа согласно изобретению является улучшение теплофизических характеристик получаемых многослойных изделий при обеспечении надежного сцепления между слоями, а также повышение коэффициента конструктивного качества изделия.
Технический результат достигается тем, что в способе изготовления многослойного строительного изделия, включающем перемешивание компонентов мелкозернистой бетонной смеси с водой, укладку смеси в форму с образованием первого конструкционного слоя изделия, размещение слоя гранулированного полистирола на поверхности первого конструкционного слоя с образованием теплоизоляционного слоя, закрытие формы крышкой и тепловую обработку изделия с вспениванием полистирола и твердением бетона, согласно изобретению в состав бетонной смеси вводят газообразующую добавку, при перемешивании компонентов используют холодную воду, пенополистирол берут в виде частично вспененных гранул, на теплоизоляционном слое располагают пароизоляционный слой из гидроизоляционного материала на основе органического вяжущего, на который укладывают мелкозернистую бетонную смесь с газообразующей добавкой с образованием второго конструкционного слоя изделия, причем тепловую обработку изделия ведут вначале при пониженной температуре, обеспечивающей вспучивание бетонной смеси первого и второго конструкционных слоев, а затем при повышенной температуре, обеспечивающей довспенивание гранул полистирола теплоизоляционного слоя и твердение бетона.
Технический результат достигается также тем, что в качестве газообразующей добавки бетонной смеси используют алюминиевую пудру, а холодную воду берут с температурой 5-25°С.
Технический результат достигается также и тем, что при формировании теплоизоляционного слоя используют частично вспененный полистирол с коэффициентом вспенивания 4-11.
На достижение технического результата направлено то, что гидроизоляционный материал на основе органического вяжущего представляет собой толь, рубероид или пергамин.
На достижение технического результата направлено то, что тепловую обработку изделия ведут в предварительно разогретой до 40-45°С пропарочной камере путем выдержки изделия при этой температуре в течение 20-30 мин, повышения температуры до 70-95°С в течение 40-50 мин, выдержки изделия в течение 6-8 ч и снижения температуры в пропарочной камере до 35-40°С в течение 3-4 ч.
На достижение технического результата направлено также то, что перед укладкой мелкозернистой бетонной смеси с газообразующей добавкой для образования первого конструкционного слоя изделия на дно формы вначале укладывают нижний защитный слой мелкозернистой бетонной смеси без газообразующей добавки.
На достижение технического результата направлено также и то, что нижний защитный слой мелкозернистой бетонной смеси без газообразующей добавки содержит минеральную красящую добавку.
Достижению технического результата способствует то, что после укладки мелкозернистой бетонной смеси с газообразующей добавкой для образования второго конструкционного слоя изделия на него укладывают верхний защитный слой мелкозернистой бетонной смеси без газообразующей добавки.
Достижению технического результата способствует и то, что суммарная начальная толщина hнач слоев изделия до тепловой обработки и конечная толщина hкон слоев изделия после тепловой обработки связаны соотношением:
hнач=(0,93-0,95)hкон.
Сущность предлагаемого изобретения заключается в том, что слои, составляющие конструкцию многослойного строительного изделия, а именно первый и второй конструкционные слои из бетонной смеси с газообразующей добавкой и размещенные между ними пароизоляционный слой из гидроизоляционного материала на основе органического вяжущего и теплоизоляционный слой из пенополистирола, образуются в процессе тепловлажностной обработки изделия в закрытой форме в пропарочной камере. Изделие формируют, как минимум, из трех материалов, два из которых - бетонная смесь с газообразующей добавкой и частично вспененные гранулы полистирола - последовательно увеличиваются в объеме в процессе нагревания. При этом происходит вдавливание образовавшегося пенополистирольного слоя в контактирующий с ним еще не затвердевший первый конструкционный слой, с одной стороны, и размягченный пароизоляционный слой из материала на основе органического вяжущего, с другой стороны. В свою очередь, пароизоляционный слой подпрессовывается ко второму еще не затвердевшему конструкционному слою. Вследствие расширения материалов изделия в замкнутом пространстве закрытой формы происходит взаимное прессование слоев с обеспечением прочного сцепления взаимодействующих слоев изделия без образования "мостиков холода", что улучшает теплофизические и физико-механические свойства многослойного изделия. Получаемые изделия имеют повышенный коэффициент конструктивного качества изделий, представляющий собой отношение прочности бетона к квадрату его плотности, а также улучшенные теплоизоляционные и эксплуатационные характеристики.
Введение в состав мелкозернистой бетонной смеси газообразующей добавки позволяет получить бетонную смесь, которая в результате вспучивания обеспечивает более надежное сцепление между конструкционным и теплоизоляционным слоями, а после затвердевания обладает пониженной теплопроводностью. Получаемое при этом изделие обладает повышенным коэффициентом конструктивного качества.
Перемешивание полученной бетонной смеси с холодной (неподогретой) водой позволяет затормозить газообразование и вспучивание бетонной смеси, так как эти процессы напрямую зависят от температуры, которая является оптимальной в диапазоне 40-45°С. Замедление этих процессов необходимо для размещения в форме остальных слоев изделия до начала активного вспучивания бетонной смеси с газообразующей добавкой.
Формирование теплоизоляционного слоя из частично вспененных гранул полистирола позволяет ограничить расширение этого слоя по высоте при дальнейшем вспенивании полистирола. Это позволяет исключить разрушение укладываемого на него второго конструкционного слоя изделия.
Для предотвращения протекания бетонной смеси второго конструкционного слоя в межзерновое пространство полистирольных гранул, а также улучшения сцепления полистирола с бетоном этого конструкционного слоя на теплоизоляционном слое располагают пароизоляционный слой из гидроизоляционного материала на основе органического вяжущего. Пароизоляционный слой одновременно исключает увлажнение теплоизоляционного слоя вследствие возможной конденсации влаги между газобетоном и пенополистиролом преимущественно со стороны второго конструкционного слоя изделия.
Использование второго конструкционного слоя, выполненного из бетонной смеси с газообразующей добавкой, позволяет повысить несущую способность изделия, а также его долговечность и пожаробезопасность.
Тепловая обработка получаемого изделия осуществляется в первую очередь для ускорения твердения бетона. В процессе тепловой обработки при пониженной температуре происходит первоначальное вспучивание газобетонной смеси первого и второго конструкционных слоев. С последующим повышением температуры происходят довспенивание частично вспененных гранул полистирола теплоизоляционного слоя, расплавление органического вяжущего, содержащегося в гидроизоляционном материале, и приклеивание второго конструкционного слоя к пенополистирольному теплоизоляционному слою.
Совокупность вышеуказанных признаков необходима и достаточна для достижения технического результата изобретения, заключающегося в улучшении теплофизических характеристик получаемых многослойных изделий при обеспечении надежного сцепления между слоями, а также в повышении коэффициента конструктивного качества изделия.
В конкретных частных случаях осуществления изобретения предпочтительно в качестве газообразующей добавки бетонной смеси использовать алюминиевую пудру как наиболее распространенный и эффективный газообразователь.
Желательно, чтобы температура холодной воды составляла 5-25°С. При температуре выше 25°С ускорится вспучивание бетонной смеси, что не позволит заформовать изделие. Температура воды ниже 5 нежелательна из технологических и энергетических соображений.
Предпочтительно использовать частично вспененные гранулы полистирола с коэффициентом вспенивания 4-11. При коэффициенте вспенивания менее 4 будет происходить перепрессовка полистирола в форме, а при коэффициенте вспенивания более 11 будет происходить недопрессовка полистирола с выкрашиванием отдельных его гранул.
Предпочтительно в качестве гидроизоляционного материала на основе органического вяжущего использовать толь, рубероид или пергамин - рулонные материалы, в которых функцию органического вяжущего выполняют деготь или битум. Обычно пароизоляционный слой имеет форму изделия и его располагают на теплоизоляционном слое с зазором 3-5 мм между кромками листа материала и боковыми стенками формы. Во время тепловой обработки изделия гидроизоляционный материал размягчается, и выделяющийся из него деготь или битум пропитывает и склеивает контактирующие слои.
Тепловую обработку изделия в закрытой форме предпочтительно проводить в пропарочной камере, обеспечивающей равномерный разогрев многослойного разнокомпонентного изделия, который получают по заявляемому способу. Пропарочную камеру предварительно разогревают до 40-45°С, чтобы ускорить нагрев бетона от его начальной температуры до температуры 40-45°С, при которой происходят ускоренные процессы газообразования и вспучивания содержащей газообразующую добавку бетонной смеси первого и второго конструкционных слоев изделия. Эта температура недостаточна для вспенивания гранул полистирола, и они остаются без изменений.
Вспучивание бетонной смеси первого и второго конструкционных слоев обеспечивается путем выдержки получаемого изделия при температуре 40-45°С в течение 20-30 мин. При температуре ниже 40°С и выдержке менее 20 мин происходит замедленное газообразование и вспучивание бетонной смеси, что нежелательно. При температуре более 45°С и выдержке более 30 мин газообразование будет происходить излишне интенсивно.
При дальнейшем повышении температуры в пропарочной камере до 70-95°С в течение 40-50 мин с началом изотермической выдержки происходит довспенивание гранул полистирола с впрессовыванием их в теплоизоляционный слой и прижатием последнего к конструкционным слоям вследствие замкнутости объема закрытой формы и невозможности расширения материалов сверх объема формы. Повышение температуры в пропарочной камере менее чем за 40 мин может вызвать образование трещин в газобетоне из-за большого градиента температуры по сечению изделия, а повышение температуры более чем за 50 мин технологически нецелесообразно.
Изотермическая выдержка изделия в течение 6-8 ч повышает прочность бетона до 65-70% марочной прочности. Последующее снижение температуры в пропарочной камере до 35-40°С в течение 3-4 ч исключает трещинообразование в изделии.
Укладка на дно формы нижнего слоя мелкозернистой бетонной смеси без газообразующей добавки перед укладкой мелкозернистой бетонной смеси с газообразующей добавкой позволяет повысить поверхностную твердость изделия, уменьшить его сорбционную влажность, водопоглощение и капиллярный подсос, что повышает эксплуатационные характеристики готового изделия. Толщина такого защитного слоя составляет 0,01-0,10 суммарной начальной толщины hнач слоев изделия до тепловой обработки.
Введение минеральной красящей добавки в нижний защитный слой мелкозернистой бетонной смеси, не содержащей газообразующую добавку, позволяет повысить декоративность изготовляемых строительных изделий. В качестве минеральной красящей добавки могут использоваться пигменты, обладающие термо-, влаго- и щелочестойкостью, в частности охра, сурик и т.п., при этом количество добавки зависит от требуемой цветности поверхности изделия и свойств пигмента.
Укладка верхнего слоя мелкозернистой бетонной смеси без газообразующей добавки на второй конструкционный слой изделия с газообразующей добавкой позволяет дополнительно повысить его эксплуатационные характеристики. Толщина верхнего защитного слоя, так же как и нижнего, составляет 0,01-0,10 суммарной начальной толщины hнач слоев изделия до тепловой обработки.
Желательно, чтобы суммарная начальная толщина hнач слоев изделия до тепловой обработки и конечная толщина hкон слоев изделия после тепловой обработки были связаны соотношением: hнач=(0,93-0,95)hкон. Это обусловлено необходимостью создания свободного объема в форме для вспучивания бетонной смеси с газообразующей добавкой и довспенивания полистирола при тепловой обработке изделия. При суммарной толщине слоев изделия до тепловой обработки менее 0,93 hкон будет иметь место недопрессовка полистирола, а при толщине слоев изделия более 0,95 hкон конструкционные слои изделия будут переуплотнены, что ухудшит его теплоизоляционные свойства.
Вышеуказанные частные признаки изобретения позволяют осуществить способ в оптимальном режиме с точки зрения теплофизических характеристик получаемых многослойных изделий, обеспечения надежного сцепления между слоями, а также повышения коэффициента конструктивного качества изделия.
Способ согласно изобретению осуществляют следующим образом. Вначале взвешивают расчетное количество твердых компонентов бетонной смеси: вяжущего вещества в виде цемента, извести или их смеси, а также кремнеземистого заполнителя в виде молотого песка или золошлаковых отходов. Взвешенные компоненты загружают в бетоносмеситель, в который предварительно заливают требуемое количество холодной (неподогретой) воды с температурой 5-25°С, и перемешивают в течение 2-3 мин. Затем в бетонную смесь вводят газообразующую добавку в виде водной суспензии алюминиевой пудры и компоненты перемешивают в течение 45-60 секунд.
Приготовленную таким образом бетонную смесь заливают на дно формы, имеющей конфигурацию изделия, с образованием первого конструкционного слоя изделия. Форма снабжена крышкой с прижимными болтами для жесткой ее фиксации после окончания формования изделия. Толщина слоя бетонной смеси должна быть такой, чтобы после ее тепловой обработки получился бетонный слой требуемой прочности. На открытую поверхность залитой бетонной смеси засыпают слой частично вспененного полистирола, толщина которого равна высоте теплоизоляционного слоя готового изделия. Затем на слой частично вспененного полистирола укладывают лист, вырезанный из гидроизоляционного рулонного материала на основе органического вяжущего, и на него заливают слой бетонной смеси требуемой толщины с образованием второго конструкционного слоя изделия. Толщину слоев изделия выбирают с учетом того, чтобы суммарная начальная толщина слоев изделия до тепловой обработки и конечная толщина слоев изделия после тепловой обработки были связаны соотношением hнач=(0,93-0,95)hкон.
После заливки второго слоя бетонной смеси форму закрывают фиксируемой крышкой, помещают в пропарочную камеру, предварительно разогретую 40-45°С, и начинают тепловую обработку изделия. Вначале изделие выдерживают при этой температуре в течение 20-30 мин, в результате чего компоненты изделия разогреваются до 40-45°С и начинаются газообразование и вспучивание бетонной смеси. Затем температуру в камере повышают до 70-95°С в течение 40-50 мин и подвергают выдержке при этой температуре в течение 6-8 ч. В начальной стадии выдержки в течение 3-5 мин происходит интенсивное довспенивание частично вспененного полистирола с образованием однородного пористого теплоизоляционного слоя, подпрессованного к первому и второму конструкционным слоям изделия. После окончания выдержки проводят плавное снижение температуры в пропарочной камере до 35-40°С в течение 3-4 ч. По окончании охлаждения форму выгружают из пропарочной камеры, разбирают и извлекают из нее изделие, которое подвергают сушке при температуре 50-60°С.
Для повышения эксплуатационных характеристик изделия на дно формы вначале может быть уложена мелкозернистая бетонная смесь, используемая для образования первого и второго конструкционных слоев, но без газообразующей добавки. Возможна также укладка верхнего защитного слоя мелкозернистой бетонной смеси без газообразующей добавки на второй конструкционный слой изделия с газообразующей добавкой. При этом толщина как нижнего, так и верхнего защитных слоев находится в пределах 0,01-0,10 суммарной начальной толщины hнач слоев изделия до тепловой обработки.
Получаемые многослойные изделия наряду с улучшенными теплофизическими характеристиками обладают повышенной пожарной безопасностью и долговечностью, так как горючий материал в виде полистирола закрыт со всех сторон негорючим материалом - газобетоном. Кроме того, получаемые изделия имеют повышенный коэффициент конструктивного качества. Физико-механические и теплотехнические свойства изделий относительно легко и в широких пределах регулируются свойствами и толщиной газобетонного и пенополистирольного слоев. Варьируя плотностью и толщиной конструкционных слоев, можно изготавливать изделия широкой номенклатуры: от особо легких теплоизоляционных со средней плотностью 150-300 кг/м3 до конструкционно-теплоизоляционных - плотностью 500-1000 кг/м3.
Сущность и преимущества заявленного способа могут быть пояснены следующими Примерами конкретного выполнения.
В Примерах при приготовлении бетонной смеси были использованы следующие материалы: 25-40 мас.% портландцемента марки 400, 10-15 мас.% известково-песчаного вяжущего с общим содержанием СаО и MgO 26-32%, 45-60 мас.% золошлаковой смеси из золоотвала ТЭЦ с насыпной плотностью 1000 кг/м3 и удельной поверхностью 220 м2/кг, 0,01-0,05 мас.% алюминиевой пудры марки ПАП-1 и 48-55 мас.% воды сверх 100% сухой смеси при температуре воды 5-25°С.
Для определения свойств многослойного строительного изделия, таких как средняя плотность, прочность при сжатии, водопоглощение, морозостойкость, изготавливали стандартные образцы-кубы с размерами граней 7,07 см, для определения капиллярного подсоса - призмы 7,07×7,07×21 см, для определения теплопроводности - плитки 25×25×5 см.
В расчете на плотность газобетона в сухом состоянии 800 кг/м3 приготовляют бетонную смесь в лабораторном лопастном смесителе. Затем в форму, смазанную сульфанолом, заливают приготовленную смесь слоем различной толщины в зависимости от заданной плотности и прочности изделия для образования первого конструкционного слоя. На поверхность залитой бетонной смеси засыпают частично вспененный полистирол для образования теплоизоляционного слоя. Толщину слоя полистирола выбирают с учетом требуемой теплопроводности и средней плотности изделия. Частичное вспенивание полистирола производят путем обработки бисерного (невспененного) полистирола водяным паром в течение 1,5-3,0 мин до обеспечения коэффициента вспенивания 4-11. На засыпанный частично вспененный полистирол укладывают лист, вырезанный из гидроизоляционного рулонного материала на основе органического вяжущего: толи, рубероида или пергамина, с образованием пароизоляционного слоя. На него заливают слой бетонной смеси требуемой толщины для образования второго конструкционного слоя. Суммарную толщину всех слоев изделия до тепловой обработки выбирают в зависимости от его требуемой прочности с учетом того, чтобы начальная толщина слоев изделия hнач перед тепловой обработкой и конечная толщина hкон слоев изделия после тепловой обработки были связаны соотношением: hнач=(0,93-0,95)hкон. Затем форму закрывают крышкой и жестко фиксируют ее прижимными болтами. Закрытую таким образом форму помещают в пропарочную камеру, предварительно разогретую до 40-45°С, и начинают тепловую обработку образцов изделия. В начале тепловой обработки в течение 20-30 мин образцы разогревают до 40-45°С для вспучивания и стабилизации бетонной смеси. Затем в течение 40-50 мин поднимают температуру в пропарочной камере до 70-95°С и выдерживают эту температуру 6-8 ч. По окончании выдержки проводят плавное снижение температуры в пропарочной камере до 35-40°С в течение 3-4 ч. По завершении охлаждения форму выгружают из пропарочной камеры, разбирают и извлекают из нее образцы, которые сушат в сушильном шкафу при температуре 50-60°С до достижения ими постоянной массы.
В Примере 7 перед укладкой мелкозернистой бетонной смеси с газообразующей добавкой для образования первого конструкционного слоя изделия на дно формы вначале укладывают нижний защитный слой мелкозернистой бетонной смеси без газообразующей добавки.
В Примере 8 процесс ведут в соответствии с условиями Примера 7 с добавлением в нижний защитный слой железного сурика в количестве 2,5% от массы цемента бетонной смеси без газообразующей добавки.
В Примере 9 помимо создания нижнего защитного слоя после укладки мелкозернистой бетонной смеси с газообразующей добавкой для образования второго конструкционного слоя изделия на него укладывают верхний защитный слой мелкозернистой бетонной смеси без газообразующей добавки.
При испытании полученных образцов-кубов на прочность при сжатии было зафиксировано плотное сцепление в стыке между газобетоном и пенополистиролом. Разрушение образца происходило, как правило, по газобетону, а не по стыку.
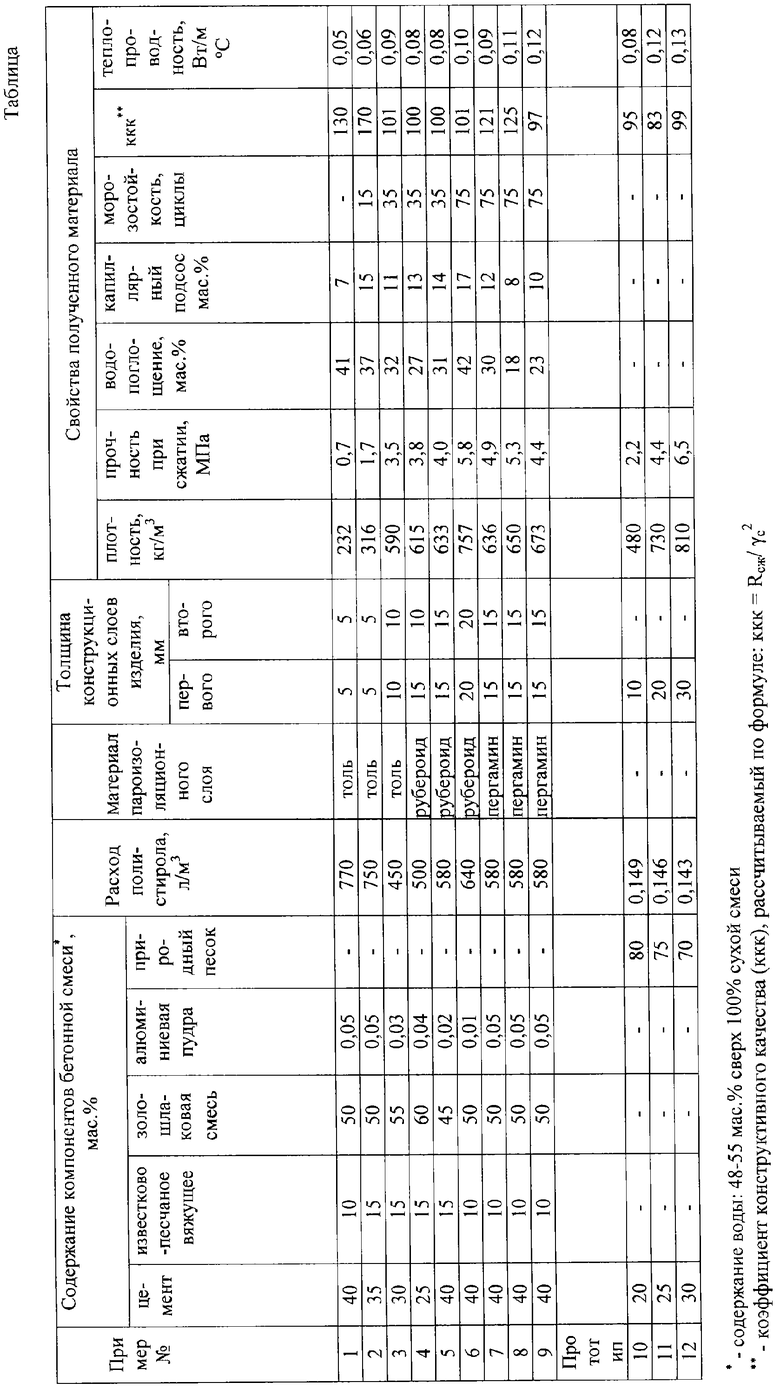
Расход исходных материалов и результаты испытания образцов изделий по Примерам 1-9 согласно изобретению, а также данные Примеров 10-12 по прототипу представлены в Таблице. В Примерах 10-12 в составах бетонной смеси вместо золошлаковой смеси используют природный песок, а в качестве теплоизоляционного слоя - невспененный бисерный полистирол.
Из вышеприведенной Таблицы видно, что предлагаемое изобретение позволяет получать многослойные строительные изделия, которые при сопоставимой плотности имеют теплопроводность на 17-30% ниже, чем у изделий по прототипу, при обеспечении более прочного сцепления полистирола с газобетоном в результате взаимного прессования слоев в закрытой форме и клеящих свойств пароизоляционного слоя. Кроме того, коэффициент конструктивного качества получаемых изделий выше в среднем на 26%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полистиролбетонного изделия | 2018 |
|
RU2681036C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО СТРОИТЕЛЬНОГО ИЗДЕЛИЯ | 2011 |
|
RU2472615C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2259272C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЯЧЕИСТОГО БЕТОНА | 2003 |
|
RU2268249C2 |
| КОНСТРУКЦИОННО-ТЕПЛОИЗОЛЯЦИОННЫЙ ЭКОЛОГИЧЕСКИ ЧИСТЫЙ ПОЛИСТИРОЛБЕТОН, СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ИЗДЕЛИЙ И СПОСОБ ВОЗВЕДЕНИЯ ИЗ НИХ ТЕПЛОЭФФЕКТИВНЫХ ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ ЗДАНИЙ ПО СИСТЕМЕ "ЮНИКОН" | 2002 |
|
RU2230717C1 |
| МНОГОСЛОЙНЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2194133C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО ЭЛЕМЕНТА ТРУБОПРОВОДА | 2002 |
|
RU2215233C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ ГАЗОБЕТОНА | 2012 |
|
RU2524361C2 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛЕГКОГО БЕТОНА | 2011 |
|
RU2473518C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСОБО ЛЕГКИХ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2082696C1 |
Изобретение относится к производству многослойных строительных изделий, в том числе теплоизоляционных и конструкционно-теплоизоляционных, с улучшенными теплотехническими, физико-механическими и эксплуатационными свойствами. Способ изготовления многослойного строительного изделия включает перемешивание компонентов бетонной смеси с водой, укладку смеси в форму с образованием первого конструкционного слоя изделия, размещение слоя гранулированного полистирола на поверхности первого конструкционного слоя с образованием теплоизоляционного слоя, размещение на слое гранулированного полистирола пароизоляционного слоя из рулонного материала на основе органического вяжущего, укладку на пароизоляционный слой мелкозернистой бетонной смеси с образованием второго конструкционного слоя изделия, закрытие формы крышкой и тепловую обработку изделия с вспениванием полистирола и твердением бетона. В состав бетонной смеси вводят газообразующую добавку, при перемешивании используют холодную воду, пенополистирол берут в виде частично вспененных гранул, тепловую обработку изделия ведут при температуре, обеспечивающей первоначальное вспучивание бетонной смеси первого и второго конструкционных слоев, с последующим повышением температуры до величины, обеспечивающей довспенивание гранул полистирола теплоизоляционного слоя и твердение бетона. Технический результат: улучшение теплофизических характеристик получаемых многослойных изделий при обеспечении надежного сцепления между слоями, а также повышение коэффициента конструктивного качества получаемых изделий. 8 з.п. ф-лы, 1 табл.
hнач=(0,93÷0,95)hкон.
| RU 96123547 A1, 27.03.1999 | |||
| МНОГОСЛОЙНЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2194133C1 |
| ПЛОСКИЙ ОГРАЖДАЮЩИЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2166590C2 |
| Вентилируемая панель | 1988 |
|
SU1608309A1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1998 |
|
RU2130107C1 |
| DE 3338460 A1, 02.05.1985 | |||
| КЛАПАН СТВОРЧАТЫЙ | 2007 |
|
RU2352843C1 |

