Изобретение предназначено для формирования толстостенных изделий из полимерных композиционных материалов (ПКМ) и может быть использовано для формирования конструкций панельного типа, например панелей крыла, стабилизатора, киля, панелей размеростабильных конструкций, строительных и других панелей.
Известны различные способы изготовления панелей из ПКМ, которые заключаются в том, что препрег (волокнистый наполнитель в виде тканей, лент, нитей и жгутов, пропитанных смолами) сматывается с рулона, разрезается на заготовки, которые наслаиваются одна на другую в пакет в определенном порядке. Полученный пакет помещается на формовочную оснастку и формуется в автоклаве или прессе при определенных температуре и давлении с использованием дренажных и впитывающих слоев. (Справочник по композиционным материалам: в 2-х кн. Кн.2 (под ред. Д.Ж.Любина; пер. с англ. А.Б.Геллера и др.; под ред. Б.Э.Геллера. - М.: Машиностроение, 1988, с.257-262).
Недостатком этого способа является то, что он пригоден только для изготовления тонкостенных изделий.
Наиболее близким техническим решением к заявляемому является способ изготовления пластины толщиной 55 мм из тканых препрегов (Углеродные волокна и углекомпозиты: Пер. с англ. Под ред. Э.Фитцера. - М: Мир, 1988, с.185-187).
Известный способ включает следующие операции: изготовление 136 одиночных слоев большого размера из препрега ПКМ, отверждение по 8 слоев толщиной 3,2 мм под давлением при температуре 85°С в течение 3 часов, обрезание частично отвержденных восьмислойных препрегов с помощью стального ленточного резака до размера, который на 0,3 мм меньше окончательного размера детали, укладывание в форму 17 частично отвержденных заготовок в закрытой стальной форме под давлением 5-8 бар. Разборка формы производится в горячем виде для того, чтобы при охлаждении сокращение ее размеров не привело к повреждению детали.
Недостатком известного способа является то, что при частичном отверждении каждого из 17 пакетов, набранных из восьми слоев препрега, при воздействии давления и температуры происходит неконтролируемый отжим связующего из препрега, что приводит к изменению общего содержания связующего в едином пакете, а цикл отверждения его в закрытой форме при температуре 135°С не учитывает это уменьшение связующего в едином пакете, что ведет к удлинению цикла отверждения единого пакета и его перегреву в середине пакета.
Задачей данного изобретения является уменьшение цикла отверждения единого пакета и снижение перегрева в середине пакета.
Для достижения технического результата в способе изготовления слоистых толстостенных изделий из ПКМ, включающем формирование из расчетного количества листов препрега промежуточных технологических пакетов, подформовку их путем уплотнения и частичного отверждения, последующую сборку на оснастке для формования в единый пакет, отверждение его по заданному режиму, согласно предлагаемому изобретению, после формирования промежуточных технологических пакетов их взвешивают, подформовывают, снова взвешивают и вычисляют общее количество отжатого при подформовке связующего и содержание связующего в подформованном едином пакете по формулам:

где m2 - масса отжатого связующего, г;
m0 - масса исходных технологических пакетов, г;
m1 - масса технологических пакетов после подформовки, г;
c0 - содержание связующего в исходном препреге, м.ч.;
c2 - содержание связующего в подформованном едином пакете, %.
Отверждение единого пакета проводят с максимально допустимой для вычисленного содержания связующего скоростью подъема температуры в пределах допустимого перегрева центральной части пакета.
Подформовку промежуточных технологических пакетов и отверждение единого пакета можно осуществлять в автоклаве или в прессе, а перед подформовкой промежуточных технологических пакетов и отверждением единого пакета снизу и сверху пакетов целесообразно помещать дренажно-впитывающие слои из непропитанной связующим ткани, которые после подформовки и/или отверждения удаляют.
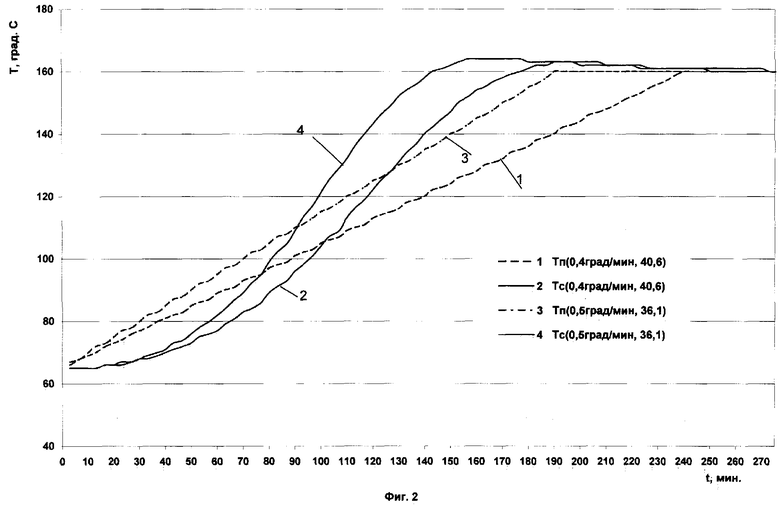
На фиг.1 представлена зависимость изменения температуры на поверхности (Тп) и в центре (Tc) образца от времени t при автоклавном формовании по заданному режиму. На фиг.2 представлена зависимость изменения температуры на поверхности (Тп) и центре (Tc) образца от времени t при отверждении в прессе по заданному режиму.
Пример 1
Изготавливали плоскую панель толщиной 40 мм автоклавным способом. В качестве препрега использовали ленту из углеродного волокна ЛУП-0,1, пропитанную связующим эпоксидного типа ЭНФБ, содержание связующего в препреге составляло 37,7%.
Толщина пакета обеспечивается укладкой 352 слоев размером 500×390 мм, которые были разбиты на 5 пакетов, два из которых содержали по 80 слоев, 3 пакета - по 64 слоя. После формирования пакеты взвешивались. Масса всех неподформованных пакетов - 47,5 кг. Каждый из пакетов укладывался на оснастку, покрытую двумя слоями лавсановой ткани. Сверху пакетов помещали дренажно-впитывающие слои (два слоя лавсановой ткани и два слоя стеклоткани), пакеты упаковывали в герметичный вакуумный мешок и проводили подформовку пакетов путем их нагрева в автоклаве до температуры 70-80°С с приложением давления до 6 кгс/см2 и выдержкой при этих условиях в течение 60 минут. После охлаждения и распрессовки пакеты освобождали от дренажно-впитывающих слоев, затем их взвешивали. Масса всех подформованных пакетов - 44,1 кг. По формулам (1) и (2) вычисляли оставшееся суммарное содержание связующего во всех подформормованных пакетах, которое составило 32,9%. Подформованные пакеты собирали в единый пакет для окончательного отверждения. При сборке единого пакета устанавливали две термопары: одну на поверхность единого пакета, другую - в середину единого пакета. Формование проводили в автоклаве по стандартному режиму формования ПКМ на основе связующего эпоксидного типа ЭНФБ с замером температуры на поверхности и в середине единого пакета в режиме реального времени. Результаты отверждения представлены на фиг.1.
На кривых 1 и 2 фиг.1 показано изменение температуры соответственно на поверхности (Тп) и в центре (Tc) образца, изготовленного из исходного препрега с содержанием связующего 37,7% при скорости подъема температуры 0,9 град/мин. Из графика видно, что температура отверждения 160°С на поверхности пакета достигнута через 107 минут, а в середине пакета - через 90 минут, перегрев в середине пакета (на кривой 2) составляет 6°С.
На кривых 3 и 4 видно, что после подформовки, когда содержание связующего в едином пакете в результате отжима снизилось до 32,9%, скорость подъема температуры нагрева можно поднять до 1,1 град/мин, при этом перегрев в середине пакета остается в пределах допустимого (6°С), но время достижения температуры отверждения (160°С) на поверхности пакета составляет 87 минут, а в середине - 77 минут.
Пример 2
Изготавливали в прессе плоскую панель толщиной 50 мм. В качестве препрега использовали ленту из углеродного волокна ЛУП-0,1, пропитанную связующим эпоксидного типа ЭНФБ, содержание связующего в препреге составляло 40,6%.
Толщина пакета обеспечивается укладкой 440 слоев размером 250×200 мм, которые были разбиты на 5 пакетов, содержащих по 88 слоев каждый. После формирования пакеты взвешивались. Масса всех неподформованных пакетов - 29,7 кг. Каждый из пакетов укладывался на оснастку, покрытую двумя слоями лавсановой ткани, сверху пакетов помещали также два слоя лавсановой ткани. Подформовку пакетов проводили в прессе путем их нагрева до температуры 70-80°С с приложением давления до 6 кгс/см2 и выдержкой при этих условиях в течение 60 минут. После охлаждения и распрессовки пакеты освобождали от лавсановой ткани и взвешивали, масса всех подформованных пакетов - 27,6 кг. По формулам (1) и (2) вычисляли оставшееся суммарное содержание связующего во всех подформованных пакетах, которое составило 36,1%. Подформованные пакеты собирали в единый пакет для окончательного отверждения. При сборке единого пакета устанавливали две термопары: одну на поверхность единого пакета, другую - в середину единого пакета. Формование проводили в прессе по стандартному режиму формования ПКМ на основе связующего эпоксидного типа ЭНФБ с замером температуры на поверхности и в середине единого пакета в режиме реального времени. Результаты отверждения представлены на фиг.2.
На кривых 1 и 2 фиг.2 показано изменение температуры соответственно на поверхности (Тп) и в центре (Tc) образца, изготовленного из исходного препрега с содержанием связующего 40,6% при скорости подъема температуры 0,4 град/мин. Из графика видно, что температура отверждения 160°С на поверхности пакета достигнута через 240 минут, а в середине пакета - через 190 минут, перегрев в середине пакета (на кривой 2) составляет 3°С.
На кривых 3 и 4 видно: после подформовки, когда содержание связующего в едином пакете в результате отжима снизилось до 36,1%, скорость подъема температуры нагрева можно поднять до 0,5 град/мин, при этом перегрев в середине пакета остается в пределах допустимого (3°С), но время достижения температуры отверждения (160°С) на поверхности пакета составляет 177 минут, а в середине - 143 минуты.
Известно, что при формовании толстостенных изделий существенное значение имеет тепловыделение, которое образуется, когда начинаются экзотермические реакции отверждения, и величина которого напрямую зависит от содержания связующего в препреге. Такое интенсивное тепловыделение может привести к перегреву в середине изделия выше допустимого и тогда скорость подъема температуры приходится снижать, что ведет к удлинению процесса отверждения. Из фиг.1 видно, что снижение содержания связующего в препреге в результате отжима связующего при подформовке с 37,7% до 32,9% позволяет повысить скорость подъема температуры при отверждении в автоклаве с 0,9 до 1,1 град/мин, что дает возможность сократить время отверждения на 15-20%, при этом перегрев в середине пакета остается в пределах допуска 6°С. На фиг.2 видно, что снижение содержания связующего в препреге в результате отжима связующего при подформовке в прессе с 40,6% до 36,1% позволяет повысить скорость подъема температуры при отверждении с 0,4 до 0,5 град/мин, при этом перегрев внутри изделия не превышает допустимого значения, а время выхода образца толщиной 50 мм на температуру формования (160°С) сокращается на 25%.
Использование изобретения позволяет без дополнительных затрат и модернизации оборудования при проведении высокотемпературных режимов отверждения изделий из ПКМ сократить время достижения температуры отверждения изделий из ПКМ на 20-25%, разгрузить такое энергоемкое оборудование, как автоклав и пресс, что дает большой экономический эффект.
Отверждение изделий из ПКМ без перегрева в середине пакета положительно сказывается на качестве изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ СЛОИСТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2424115C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ СЛОИСТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2004 |
|
RU2271928C1 |
| Цулага для формирования деталей из полимерных композиционных материалов | 2022 |
|
RU2787657C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2565180C1 |
| СПОСОБ ОТВЕРЖДЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1999 |
|
RU2170745C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПУСТОТЕЛЫХ КОМПОЗИТНЫХ ДЕТАЛЕЙ С ЗАМКНУТЫМ КОНТУРОМ | 2019 |
|
RU2705964C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1996 |
|
RU2116887C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ ФОРМОВАНИЯ КОМПОЗИТНОЙ КОНСТРУКЦИИ ДВУТАВРОВОГО СЕЧЕНИЯ | 2023 |
|
RU2820650C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2405675C1 |
Изобретение предназначено для формирования толстостенных изделий из полимерных композиционных материалов (ПКМ) и может быть использовано для формирования конструкций панельного типа, например панелей крыла, строительных и других панелей. Техническим результатом данного изобретения является уменьшение цикла отверждения единого пакета и снижение перегрева в середине пакета. Для достижения технического результата в способе изготовления слоистых толстостенных изделий из ПКМ, включающем формирование из расчетного количества листов препрега промежуточных технологических пакетов, подформовку их путем уплотнения и частичного отверждения, последующую сборку на оснастке для формования в единый пакет и отверждение его по заданному режиму. После формирования промежуточных технологических пакетов их взвешивают, подформовывают, снова взвешивают и вычисляют общее количество отжатого при подформовке связующего и содержание связующего в подформованном едином пакете по формуле:
где m2 - масса отжатого связующего, г; m0 - масса исходных технологических пакетов, г; m1 - масса технологических пакетов после подформовки, г; c0 - содержание связующего в исходном препреге, м.ч.; c2 - содержание связующего в подформованном едином пакете, %. Затем проводят отверждение единого пакета с максимально допустимой для вычисленного содержания связующего скоростью подъема температуры в пределах допустимого перегрева центральной части пакета. 2 з.п. ф-лы, 2 ил.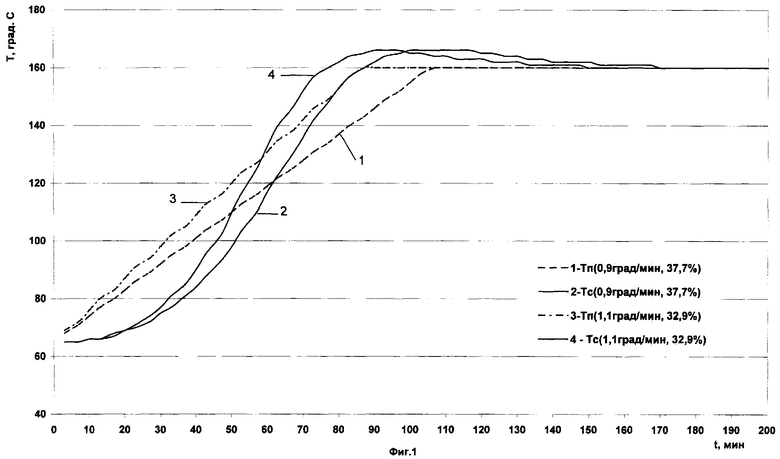
где m2 - масса отжатого связующего, г;
m0 - масса исходных технологических пакетов, г;
m1 - масса технологических пакетов после под формовки, г;
с0 - содержание связующего в исходном препреге, м.ч.;
c2 - содержание связующего в подформованном едином пакете, %,
а отверждение единого пакета ведут с максимально допустимой для вычисленного содержания связующего скоростью подъема температуры в пределах допустимого перегрева центральной части пакета.
| Способ вакуум-автоклавного формования изделий из композиционных материалов | 1989 |
|
SU1766693A1 |
| Углеродные волокна и углекомпозиты | |||
| Пер | |||
| с англ., ред | |||
| Э.Фитцер | |||
| - М.: Мир, 1988, с.185-187 | |||
| Справочник по композиционным материалам | |||
| Кн | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Дж.Любина, пер | |||
| с англ | |||
| А.Б.Геллера и др | |||
| под ред | |||
| Б.Э.Геллера | |||
| - М.: Машиностроение, 1988, с.257-262. | |||

