Изобретение относится к способу непрерывной разливки блюмов, слябов или тонких слябов в установке непрерывной разливки, которая под кристаллизатором содержит регулируемые на взаимном расстоянии секции линейной проводки с роликовыми парами, нагружаемыми, например, регулируемыми по перемещению или положению гидроцилиндрами, причем заготовку за счет конической установки, по меньшей мере, одной из ее секций линейной проводки на доходящем до нижнего конца жидкой фазы участке мягкого обжатия уменьшают по толщине, а в зоне ее жидкого ядра между кристаллизатором и участком мягкого обжатия (SR-участок) подвергают посредством, по меньшей мере, одной роликовой пары уменьшению толщины формата.
У установок непрерывной разливки слябов для уменьшения пористости и зейгерования ядра применяют, в том числе, способ мягкого обжатия (SR-способ).
У блюмовых установок мягкое обжатие происходит преимущественно в зоне правильно-тянущего устройства. Предпосылкой улучшения качества внутренней структуры является окончательное затвердевание заготовки на конически установленном участке мягкого обжатия. Окончательное затвердевание перед или за участком мягкого обжатия не только не приводит к улучшению внутреннего качества, но и иногда вызывает его ухудшение.
Коническая установка роликов секций роликовой проводки происходит либо за счет постоянной настройки посредством гидроцилиндров и дистанционных элементов или посредством гибкой установки, например, через регулируемые по положению гидроцилиндры.
Так называемое эксплуатационное окно установки непрерывной разливки, например согласование скорости разливки, а также других параметров разливки, таких, как интенсивность струйного охлаждения или марка стали, задано числом пар роликов мягкого обжатия и видом установки. По мере возрастания числа роликов эксплуатационное окно может быть увеличено. Это увеличение не находится ни в каком отношении с вызванными этим дополнительными расходами. Кроме того, влияние струйного охлаждения на положение нижнего конца жидкой фазы возможно лишь ограниченно.
У известного способа по DE 4138740 А1 заготовка проходит участок мягкого обжатия, при входе на который она еще не полностью затвердела, а в конце, однако, должна быть полностью затвердевшей, для чего, в том числе, скорость разливки представляет собой существенный эксплуатационный параметр. В области окончательного затвердевания осуществляют при этом уменьшение толщины, например, для тонких слябов, в диапазоне 0,5-3 мм на метр длины заготовки. Для этого на участке мягкого обжатия роликовые пары отдельных секций устанавливают теснее за пределы усадочной характеристики заготовки, с тем чтобы в области остаточного затвердевания за счет уплотнения структуры достичь улучшения внутреннего качества заготовки.
В ЕР 0834364 А1 описаны способ и устройство для высокоскоростных установок непрерывной разливки с уменьшением толщины заготовки во время затвердевания, причем в соответствии с так называемой бесслитковой прокаткой сечение заготовки линейно уменьшают на минимальной длине линейной проводки непосредственно под кристаллизатором с последующим дальнейшим обжатием заготовки по остальной линейной проводке («мягкое обжатие») вплоть непосредственно до окончательного затвердевания или нижнего конца жидкой фазы. За счет этой технологической меры уменьшение сечения заготовки задают так, что критическая деформация оболочки заготовки с учетом высокой скорости разливки и марки стали не превышается.
В ЕР 0177796 В1 раскрыт способ ведения и правки заготовки в правильно-выходной зоне криволинейной установки непрерывной разливки, причем расположенные против друг друга ролики удерживаются усилием пружины против ферростатического давления заготовки на соответствующем способу разливки расстоянии. При этом следят за перемещением зоны заготовки с повышенной прочностью и при ее прохождении между двумя противоположными друг другу роликами соответствующее усилие пружины уменьшают посредством небольшого ответного усилия.
Слябы или блюмы, изготовленные в установках непрерывной разливки, согласно приведенным публикациям служат исходным материалом для получения продукции прокатного производства - листов или лент.
В основе изобретения лежит задача согласования эксплуатационного окна установки непрерывной разливки с изменяющимися параметрами разливки или его увеличения и за счет влияния на положение нижнего конца жидкой фазы получения сравнительно постоянной оптимальной структуры заготовки.
Для решения этой задачи у способа, названного в ограничительной части п.1 формулы, рода изобретение предлагает, чтобы за счет числа роликовых пар и их более или менее тесной взаимной установки в зоне жидкого ядра заготовки осуществлялось гибкое согласование процесса разливки со скоростью разливки и при этом уменьшение толщины формата заготовки с жидким ядром регулировалось так, чтобы независимо от марки стали, интенсивности струйного охлаждения и скорости разливки положение нижнего конца жидкой фазы на участке мягкого обжатия поддерживалось приблизительно постоянным.
При этом, несмотря на возрастание скорости разливки и/или изменение струйного охлаждения, толщину формата уменьшают, например, таким образом, чтобы положение нижнего конца жидкой фазы на участке мягкого обжатия поддерживалось постоянным. Таким образом, в широком диапазоне скорости разливки при небольших машинно-технических затратах обеспечивается постоянное хорошее внутреннее качество заготовки.
Тем самым, несмотря на изменяющиеся эксплуатационные параметры в процессе разливки достигается постоянная оптимальная структура отлитой заготовки и предотвращается ненужным образом повышенная нагрузка на ролики и их опоры внутри линейной проводки.
В одном выполнении способа предусмотрено, что расположение и/или установка роликовых пар для уменьшения толщины формата в зоне жидкого ядра заготовки определяют в зависимости от сечения заготовки или сечения формата заготовки.
Наконец, способ согласно изобретению предусматривает, что уменьшение толщины осуществляют непосредственно перед участком мягкого обжатия.
Тем самым достигается с малыми затратами согласование эксплуатационного окна установки непрерывной разливки с изменяющимися параметрами разливки или его увеличение и, в частности, влияние на положение нижнего конца жидкой фазы обеспечивается в значительной степени независимо от параметров разливки таким образом, что нижний конец жидкой фазы всегда лежит на отрезке участка мягкого обжатия, который приводит к требуемому улучшению внутреннего качества заготовки. Таким образом, в широком диапазоне скорости разливки при небольших машинно-технических затратах обеспечивается постоянная хорошая структура заготовки.
Подробности, признаки и преимущества изобретения приведены в нижеследующем пояснении примера выполнения, схематично изображенного на чертеже.
Чертеж изображает в чисто схематичном виде линейную проводку под кристаллизатором в выполнении, согласно изобретению, а также с участком SR мягкого обжатия.
На чертеже под кристаллизатором находится первая секция 2.1 линейной проводки для параллельного ведения заготовки.
Схематичное изображение заготовки 5 под входом 6 расплава в кристаллизатор 1 показывает первое появление образующейся оболочки 8 заготовки.
Согласно изобретению заготовку 5 в зоне ее жидкого ядра 7 подвергают между кристаллизатором 1 и участком SR мягкого обжатия посредством, по меньшей мере, одной роликовой пары 4,4' уменьшению формата. За уменьшением формата роликовыми парами 4,4' следует секция 2.2 линейной проводки для параллельного ведения заготовки 5. Роликовые пары 4,4' нагружены регулируемыми по перемещению или положению гидроцилиндрами (не показаны), так что они преодолевают гидростатические давления расплава 8 и за счет этого вызывают локальное уменьшение формата или уменьшение толщины заготовки 5, например 10 мм/мин, в направлении разливки перед участком SR мягкого обжатия. В направлении разливки под участком мягкого обжатия расположена другая секция 2.3 роликовой проводки для параллельного ведения заготовки.
Число и установка роликовых пар 4,4' в зоне жидкого ядра 7 заготовки 5 обеспечивают гибкое согласование процесса разливки со скоростью разливки или ее изменение.
За счет уменьшения толщины заготовки 5 с жидким ядром в зависимости от параметров разливки, таких как скорость разливки, марка стали, температура разливки, размеры формата всегда устанавливают так, что нижний конец 9 жидкой фазы в значительной степени независимо от вышеназванных параметров разливки лежит на отрезке участка мягкого обжатия, который приводит к требуемому улучшению внутреннего качества заготовки. При повышении скорости разливки или уменьшении струйного охлаждения толщина формата уменьшается, например, так, что положение нижнего конца 9 жидкой фазы на участке мягкого обжатия поддерживается практически постоянным. Таким образом, в широком диапазоне скорости разливки при небольших машинно-технических затратах обеспечивается постоянное хорошее внутреннее качество отлитого продукта.
Изобретение относится к металлургии, а именно к непрерывной разливке блюмов, слябов или тонких слябов. Заготовку (5) при образующейся оболочке (8) за счет конусной установки, по меньшей мере, одной из секций (2.1-2.n) линейной проводки на доходящем до нижнего конца (9) жидкой фазы участке SR мягкого обжатия уменьшают по толщине, а в зоне ее жидкого ядра (7) между кристаллизатором (1) и участком SR мягкого обжатия подвергают посредством, по меньшей мере, одной роликовой пары (4,4') уменьшению толщины формата. За счет числа роликовых пар (4,4') и их более или менее тесной взаимной установки в зоне жидкого ядра (7) заготовки (5) осуществляют гибкое согласование процесса разливки со скоростью разливки и при этом уменьшение толщины формата заготовки (5) с жидким ядром (7) регулируют так, что независимо от марки стали, интенсивности струйного охлаждения и скорости разливки положение нижнего конца (9) жидкой фазы на участке SR мягкого обжатия поддерживают приблизительно постоянным. Изобретение обеспечивает в широком диапазоне скорости разливки при небольших технических затратах постоянную хорошую структуру заготовки. 4 з.п. ф-лы, 1 ил.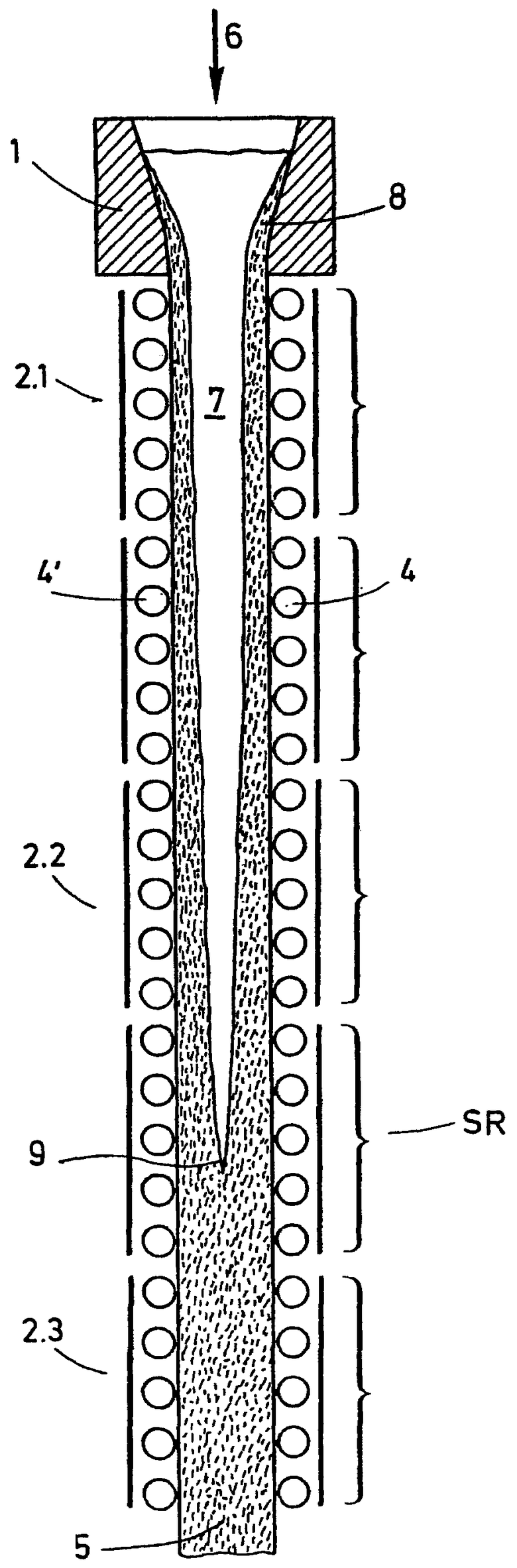
| DE 4138740 А, 27.05.1993 | |||
| DE 19903928 А, 11.05.2000 | |||
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ ТОНКОГО СЛЯБА, СПОСОБ РЕГУЛИРОВАНИЯ ПРЕДВАРИТЕЛЬНОГО ОБЖАТИЯ ТОНКОГО СЛЯБА ПОСЛЕ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ, УЗЕЛ ДЛЯ РЕГУЛИРУЕМОГО ПРЕДВАРИТЕЛЬНОГО ОБЖАТИЯ ТОНКОГО СЛЯБА ПОСЛЕ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ, УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ПРЕДВАРИТЕЛЬНОГО ОБЖАТИЯ ТОНКОГО СЛЯБА ПОСЛЕ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1994 |
|
RU2111083C1 |
| Зона вторичного охлаждения машины непрерывного литья | 1979 |
|
SU910331A1 |
| Устройство для поддержания слитка в зоне вторичного охлаждения машины непрерывного литья заготовок | 1987 |
|
SU1629149A1 |

