Изобретение относится к способу литья с последующей прокаткой и к устройству для поддержания, направления и деформирования металлической, в частности стальной, заготовки в установке для непрерывной разливки фасонных профилей с мягким обжатием, причем под кристаллизатором с обеих сторон заготовки противоположно друг другу расположены роликодержатели, ролики которых находятся в транспортной и/или деформирующей связи с заготовкой.
Требование к высокопрочным балкам подразумевает наличие центральных структур в стенке и полке двутаврового балочного профиля, обладающих небольшими ликвационными включениями, или отсутствие ликвационных включений и пористости. Для выполнения этих требований можно в зоне нижнего конца жидкой фазы и/или в зоне затвердевания применить так называемое мягкое обжатие. Этот способ применялся до сих пор лишь в установках для непрерывной разливки блюмов. В установках для непрерывной разливки фасонных профилей можно уже в кристаллизаторе придать заготовке предварительную форму на полках, а позднее в опорной клети - также на перемычках.
Известно устройство для поддержания металлической заготовки, в частности для мягкого обжатия в установке непрерывной разливки в тонкие слябы (ЕР 0450391 В1), причем под кристаллизатором по обеим сторонам заготовки предусмотрены расположенные зеркально-симметрично друг против друга роликодержатели, ролики которых взаимодействуют с заготовкой. Каждый роликодержатель расположен в неподвижной раме и разделен на несколько несущих ролики секций, связанных с механизмами перемещения, причем несущие ролики секции шарнирно соединены между собой таким образом, что каждая секция имеет возможность перемещения и расположения под любым углом к заготовке, а для общего перемещения роликодержателя служит верхний механизм перемещения. Такое устройство из шарнирно соединенных между собой роликодержателей требует, однако, для поддержания усилий проходящую по всей длине неподвижную раму, которая имеет сложную конструкцию и требуется по всей системе опорных роликов.
В основе изобретения лежит задача создания фасонного литого профиля, в частности двутаврового профиля из стали, в процессе прокатки на участке мягкого обжатия, причем соответствующее устройство содержит роликодержатель в минимальном пространстве при высоких опорных усилиях, с помощью которого мягкое обжатие фасонных литых профилей можно осуществлять таким образом, чтобы не возникали упомянутые ликвация и пористость или не возникали в той же степени, что и прежде.
Поставленная задача решается посредством способа непрерывного литья с последующей прокаткой для получения металлических фасонных профилей с полками и перемычкой в частности двутавровых профилей из стали, включающего предварительное формирование фасонного профиля в кристаллизаторе и деформирование в системе опорных роликов на участке мягкого обжатия установки непрерывного литья с последующей прокаткой, в котором фасонный профиль предварительно разливают с выпуклостями на полках и на перемычке, при этом фасонный профиль на участке мягкого обжатия плющат на выпуклостях полок и перемычки таким образом, что наружные поверхности полок и поверхности перемычки приобретают в основном плоскую форму. При этом возникает существенное противодействие образованию ликваций и пористости в полках и перемычке, благодаря чему они почти не возникают.
При этом, что касается способа, предпочтительно, что предварительно профилированные выпуклости поверхностей перемычки и/или наружных поверхностей полок выполняют соответственно в виде слегка выгнутых наружу, дугообразных выпуклостей.
Поставленная задача решается посредством установки непрерывного литья с последующей прокаткой для получения металлических фасонных профилей с полками и перемычкой, в частности двутавровых профилей из стали, содержащей кристаллизатор для непрерывного литья заготовки и участок мягкого обжатия под кристаллизатором в виде с обеих сторон заготовки противоположно друг другу расположенных роликодержателей, ролики которых находятся в транспортной и/или деформирующей связи с заготовкой, в которой внутри проводки в зоне затвердевания для мягкого обжатия установлено несколько расположенных друг за другом опорно-деформирующих плющащих роликов, которые на отдельных отрезках расположены наклонно к предварительно профилированным выпуклостям перемычки и/или наружных поверхностей полок, за счет чего возрастает в направлении движения заготовки деформирующее усилие. За счет этого на участке мягкого обжатия происходит такая деформация полок и перемычки, что ликвации, по меньшей мере, значительно уменьшаются. Кроме того, устраняется пористость.
В одном выполнении предусмотрено, что полученные в кристаллизаторе предварительно профилированные выпуклости стенки и/или наружных поверхностей полок в зоне затвердевания могут быть деформированы для мягкого обжатия посредством наклонной установки одного или нескольких роликодержателей до готового фасонного профиля. Желаемому уплотнению материала с устранением центральных ликваций и пористости способствует высокое уплотнение.
Деформация в готовый фасонный профиль достигается, согласно другим признакам, за счет того, что один отрезок из нескольких расположенных друг за другом опорно-деформирующих роликов образует устанавливаемую под углом роликовую раму. За счет этого при перемещении роликовой рамы все ролики устанавливаются в соответствии с углом установки.
Независимая установка к наружным поверхностям полок происходит при этом таким образом, что опорно-деформирующие ролики в роликовой раме образуют устанавливаемые по длине участка мягкого обжатия полок заготовки группы роликов.
В соответствии с этим независимая установка к перемычке фасонного профиля достигается за счет того, что опорно-деформирующие ролики в роликовой раме образуют устанавливаемые по длине участка мягкого обжатия перемычки заготовки группы роликов.
Согласно другим усовершенствованиям изобретения устройство выполнено таким образом, что образована роликовая рама для верхней стороны заготовки, состоящая из расположенных параллельно направлению движения заготовки продольных роликовых рам, которые соединены между собой множеством поперечных раскосов, и что на продольных роликовых рамах в передней и задней частях расположены опорные подшипники для деформирующих приводов. За счет этого возникает компактное устройство, выдерживающее высокие установочные усилия. Кроме того, образуются крепежные поверхности для подшипников вращения опорно-деформирующих роликов с их горизонтально проходящей осью.
Аналогично охарактеризованному выше устройству далее предложено, что образовано по одной роликовой раме для узких сторон заготовки, состоящей из проходящих плоскопараллельно верхней стороне заготовки пар продольных роликовых рам, которые соединены между собой попарно на каждую сторону заготовки посредством множества проходящих перпендикулярно направлению движения заготовки поперечных распорок. За счет этого опорно-деформирующие ролики с их проходящей вертикально осью могут легко устанавливаться к наружным поверхностям полок.
Деформирующие усилия оказывают при этом за счет того, что пары плоскопараллельных роликовых рам для узких сторон заготовки с обеих ее сторон соединены между собой поперек направления движения заготовки посредством расположенных на концах затяжек. Усилие затяжки может быть зафиксировано.
Для этого предусмотрено, что затяжки состоят из регулируемых гидравлических цилиндропоршневых узлов. За счет этого можно оказать согласованное деформирующее усилие.
Конструктивно соединение роликовых рам для верхней и узких сторон заготовки особенно предпочтительно за счет того, что вертикальные деформирующие приводы состоят из регулируемых гидравлических цилиндропоршневых узлов, поршневые штоки которых проходят через шлицеобразные отверстия плоскопараллельных продольных роликовых рам и закреплены на фундаментной раме.
На чертеже изображен пример выполнения изобретения, более подробно поясняемый ниже.
На чертеже изображено устройство согласно изобретению в перспективе.
Устройство для поддержания, направления и деформирования металлической, в частности стальной, заготовки 1 расположено в установке для непрерывной разливки двутавровых профилей с мягким обжатием, причем под кристаллизатором (не показан) с обеих сторон заготовки (левая 1а и правая 1b) противоположно друг другу расположены роликодержатели 2, опорно-деформирующие ролики 3 которых находятся в транспортной и/или деформирующей связи с заготовкой 1 и образуют проводку 4. Внутри этой проводки 4 в зоне 5 затвердевания для мягкого обжатия соответственно несколько расположенных друг за другом опорно-деформирующих роликов 3 на отдельных отрезках наклонно установлены к перемычке 6 и/или полкам 7 с возрастающим в направлении 13 движения заготовки деформирующим усилием. В кристаллизаторе предварительно профилированные выпуклости 6а поверхностей 6b перемычки и/или наружных поверхностей 7а полок в зоне 5 затвердевания для мягкого обжатия деформируют посредством наклонной установки одного или нескольких роликодержателей 2 в готовый фасонный профиль.
Предварительно профилированную выпуклость 6а образуют соответственно из проходящих под тупым углом друг к другу поверхностей 6b перемычки и/или наружных поверхностей 7а полок.
На обеих сторонах 1a, 1b заготовки 1 и на ее верхней стороне 12 несколько расположенных друг за другом опорно-деформирующих роликов 3 образуют устанавливаемую под углом роликовую раму 8. Опорно-деформирующие ролики 3 в роликовой раме 8 по длине участка 9 мягкого обжатия полок 7 заготовки 1 объединены в сообща устанавливаемые группы 10 роликов полок. Так же образованы попарно продольные роликовые рамы 8а и роликовые рамы 8b узких сторон. Точно так же опорно-деформирующие ролики 3 в роликовой раме 8 по длине участка 9 мягкого обжатия перемычки 6 заготовки 1 образуют устанавливаемые группы 11 роликов перемычки.
Роликовые рамы 8 выполнены таким образом, что одна роликовая рама 8 для верхней стороны 12 заготовки, состоящая из проходящих параллельно направлению 13 движения заготовки продольных роликовых рам 8а, соединены между собой посредством множества поперечных распорок 14. На продольных роликовых рамах 8а в передней 15 и задней 16 частях расположены соответствующие опорные подшипники 17 для попарных, проходящих вертикально деформирующих приводов.
В соответствии с этим образуется каждая роликовая рама 8b для узких сторон 19 заготовки, составленная из проходящих плоскопараллельно верхней стороне 12 заготовки пар 8с продольных роликовых рам 8а. Роликовые рамы 8b для узких сторон заготовки соединены посредством множества расположенных на расстоянии друг от друга, проходящих перпендикулярно направлению 13 движения заготовки поперечных распорок 20. Пары 8с плоскопараллельных роликовых рам 8b для узких сторон заготовки с обеих ее сторон 1а, 1b соединены между собой поперек направления 13 движения заготовки посредством расположенных на концах 22 затяжек 23, причем на конце 21 образован поворотный подшипник 8е для узла из пар 8с с поперечными распорками 20. Узлы выполнены за счет этого с возможностью расхождения и схождения приблизительно в горизонтальной плоскости. Затяжки 23 состоят из регулируемых гидравлических цилиндропоршневых узлов 23а. Затяжки 23 проходят через обе проходящие параллельно направлению 13 движения заготовки продольные роликовые рамы 8а через отверстия 23b. Цилиндропоршневые узлы 23а соединены посредством шарнирных головок 23с с соединительными штангами 8d роликовых рам 8b узких сторон.
Вертикальные деформирующие приводы 18, которые также могут состоять из гидравлических цилиндропоршневых узлов 18а, проходят своими поршневыми штоками 18b через аналогичные шлицеобразные отверстия 24 плоскопараллельных роликовых рам 8b узких сторон и шарнирно закреплены в фундаментной раме 25.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ДВУТАВРОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2794362C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКИХ ПРОФИЛЕЙ С ТОЧНЫМ РАЗМЕРОМ ПОЛОСТИ | 2011 |
|
RU2584095C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК СО ВЗАИМНО ПЕРЕСЕКАЮЩИМСЯ РАСПОЛОЖЕНИЕМ ЭЛЕМЕНТОВ ПРОФИЛЯ | 1989 |
|
RU2096126C1 |
| Способ прокатки двутавровых профилей | 1990 |
|
SU1764722A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ U-ОБРАЗНОГО ПРОФИЛЯ С РАСПОЛОЖЕННЫМИ ПО ДЛИНЕ ПОЛКАМИ ПОД КРЕПЛЕНИЕ РАЗЛИЧНЫХ УСТРОЙСТВ | 2012 |
|
RU2506135C1 |
| СЕКЦИЯ РОЛИКОВАЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК | 2007 |
|
RU2350426C1 |
| Способ формообразования листовых профилей и устройство для его осуществления | 1982 |
|
SU1049138A1 |
| Способ продольного разделения составных прокатных профилей | 1983 |
|
SU1166857A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ СЛЯБОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2280532C2 |
Изобретение относится к способу непрерывного литья с последующей прокаткой и установке для непрерывной разливки фасонных профилей с мягким обжатием. Установка содержит кристаллизатор для непрерывного литья заготовки и участок мягкого обжатия под кристаллизатором в виде с обеих сторон заготовки противоположно друг другу расположенных роликодержателей, ролики которых находятся в транспортной и/или деформирующей связи с заготовкой. Причем внутри проводки в зоне затвердевания для мягкого обжатия установлено несколько расположенных друг за другом опорно-деформирующих плющащих роликов, которые на отдельных отрезках расположены наклонно к предварительно профилированным выпуклостям перемычки и/или наружных поверхностей полок. Изобретение позволяет получать фасонный профиль на участке мягкого обжатия, который плющат на выпуклостях полок и перемычки таким образом, что наружные поверхности полок и поверхности перемычки приобретают в основном плоскую форму. При этом возникает существенное противодействие образованию ликваций и пористости в полках и перемычке. 2 н. и 11 з.п. ф-лы, 1 ил.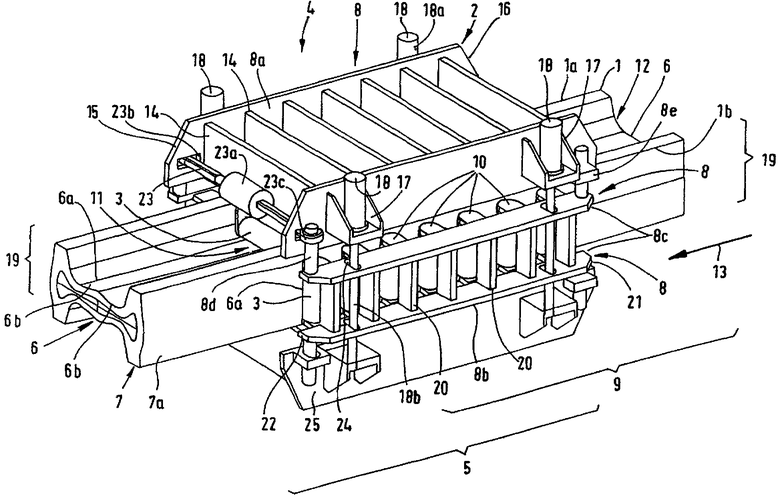
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ФАСОННОГО ПРОФИЛЯ | 1992 |
|
RU2039615C1 |
| US 5238047 A, 24.08.1993. | |||

