I
Изобретение относится к черной металлургии, в частности к машинам непрерывного литья. . .
Наиболее близкой по технической сущности к изобретению является машина непрерывного литья, кристаллизатор которой выполнен с выступом в виде арки на большей части широких стенок, в результате чего на выходе из кристаллизатора заготовки получают по широким граням арочную вогнутую форму ГП. Такая фдрма поперечного сечения заготовки способна совместно с давлением опорных роликов, расположенных по узким гра ням заготовки, удержать корочку от выпучивания по широким граням под действием ферростатического давления жидкой стали, причем ролики к заготовке прижимают с силой, достаточной для предотвращения выпучивания широких граней. Ролики, установленные по широким граням заготовки, контактируют с ней по углам
И служат только для центрирования заготовки.
Недостатками конструкции зоны вторичного охлаждения известной конструкции машины является то, что при арке, расположенной на большей части широких граней заготовки, давлением боковых роликов невозможно обеспечить заданную в кристаллизаторе стрелу прогиба арки. Поэтому
10 под действием ферростатического давления затвердевакяцая корочка заготовки по широким граням начинает выпучиваться, что приводит к ухудшению качества металла. Кроме того,
15 очень сложно конструктивно выполнить опорные роошки, усилие прижатия которых к заготовке изменялось бы с изменением скорости литья, температуры поверхности, марки
20 разливаемой стали и размеров поперечного сечения заготовки.Целью изобретения является улучшение качества непрерывнолитых за3
готовок за счет устранения выпучивания широких граней и увеличение стойкости роликов зоны вторичного охлаяодения.
Поставленная цель достигается созданием зонь вторичного охлаждения в машинах непрерывного литья, включающей опорные и тянущие ролики, установленнь1е под кристаллизатором с выcтyпa lи на широких гранях ролики по ширине заготовки в верхней части вторичного охлаждения на длине, равной 0,35-0,7 ее протяженности, выполнены ступенчатыми, причем в месте выступа на кристаллизаторе диаметр роликов больше на две высоты выступа, ширина ступени большего диаметра составляет 0,2-0,9 ширины выступа, а на остальной длине зоны, вторичного охлая дения ролики выполнены постоянного диаметра
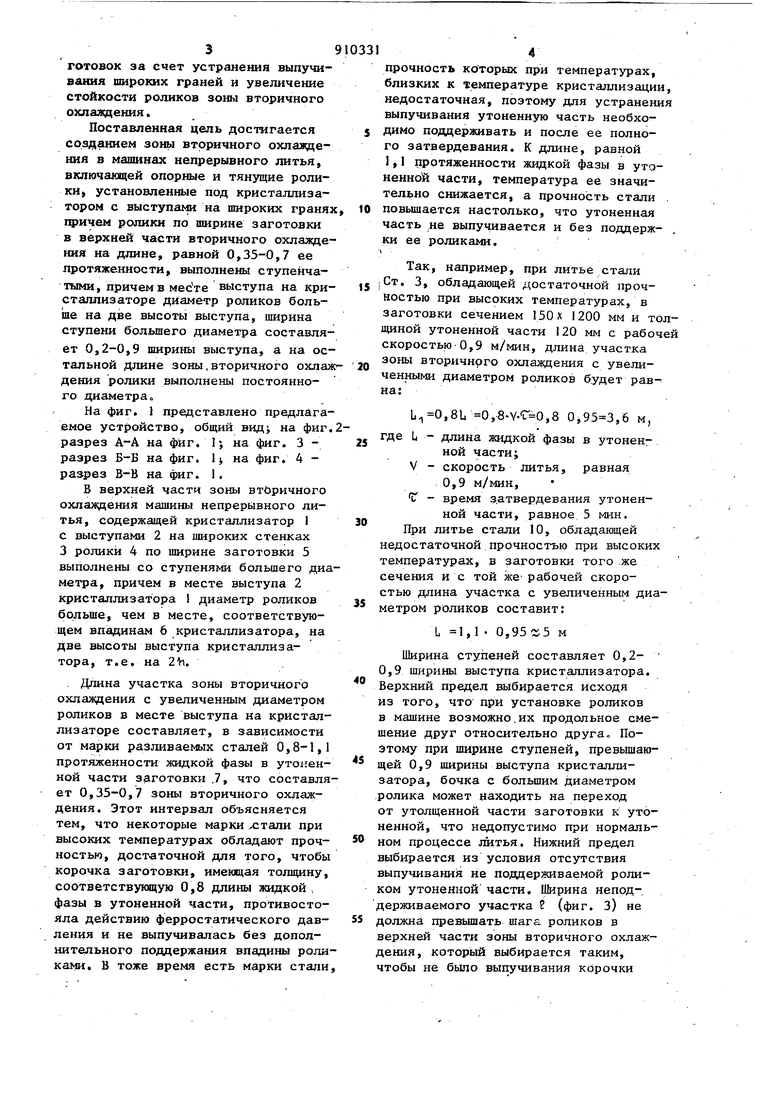
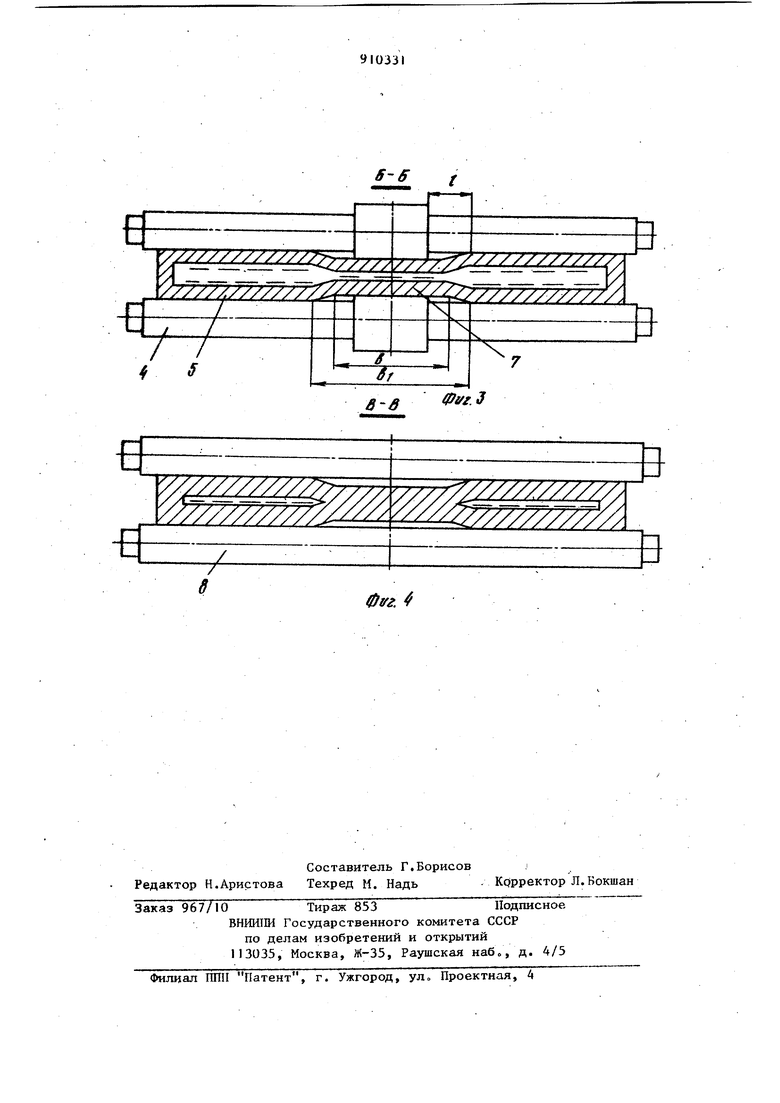
На фиг, 1 представлено предлагаемое устройство, общий вид; на фиг,разрез А-А на фиг. , на фиг. 3 разрез В-Б на фиг. Ij на фиг. 4 разрез В-В на фиг. 1.
В верхней части somi вторичного охлаждения машины непрерывного литья, содержащей кристаллизатор I с выступами 2 на широких стенках 3 ролики 4 по ширине заготовки 5 выполнены со ступенями большего диаметра, причем в месте выступа 2 кристаллизатора I диаметр роликов больше, чем в месте, соответствующем впадинам 6 кристаллизатора, на две высоты выступа кристаллизатора, т.е. на 2Vi.
, Длина участка зоны вторичного охлаждения с увеличенным диаметром роликов в месте выступа на кристаллизаторе составляет, в зависимости от марки разливаемых сталей 0,8-1,1 протяженности жидкой фазы в утоненной части заготовки .7, что составляет 0,35-0,7 зоны вторичного охлаждения. Этот интервал объясняется тем, что некоторые марки лтали при высоких температурах обладают прочностью, достаточной для того, чтобы корочка заготовки, имеющая толщину, соответствукнцую 0,8 длины жидкой , фазы в утоненной части, противостояла действию ферростатического давления и не выпучивалась без дополнительного поддержания впадины роликами, В тоже время есть марки стали
прочность которых при температурах, близких к температуре кристаллизации недостаточная, позтому для устранени выпучивания утоненную часть необходимо поддерживать и после ее полного затвердевания. К длине, равной 1,1 протяженности жидкой фазы в утоненной части, температура ее значительно снижается, а прочность стали повьш1ается настолько, что утоненная часть не выпучивается и без поддержки ее роликами,
Так, например, при литье стали Ст, 3, обладающей достаточной прочностью при высоких температурах, в заготовки сечением 150 X 1200 мм и тощиной утоненной части 120 мм с рабоч скоростью 0,9 м/мин, длина участка зоны вторичнрго охлаждения с увеличенными диаметром роликов будет равна:
,8b 0,8-V.,8 0,,6 м,
где L - длина жидкой фазы в утоненной части;
V - скорость литья, равная 0,9 м/мин.
(ГГ время затвердевания утоненной части, равное 5 мин. При литье стали 10, обладающей недостаточной прочностью при высоких температурах, в заготовки того же сечения и с той жерабочей скоростью длина участка с увеличенным диаметром роликов составит:
L 1,1 0,95г5 м
Ширина ступеней составляет 0,20,9 ширины выступа кристаллизатора. Верхний предел выбирается исходя из того, что при установке роликов в машине возможно.их продольное смешение друг относительно друга. Поэтому при ширине ступеней, превьш1ающей 0,9 ширины выступа кристаллизатора, бочка с большим диаметром ролика может находить на переход от утолщенной части заготовки к утоненной, что недопустимо при нормальном процессе жтья. Нижний предел выбирается из условия отсутствия выпучивания не поддерживаемой роликом утоненной части. Ширина неподдерживаемого участка 2 (фиг. З) не должна превышать шага роликов в верхней части зоны вторичного охлаждения, который выбирается таким, чтобы не было выпучивания корочки
. между роликами. Шаг роликов в нулевой секции зоны вторичного охлажде-. ния действующих МНЛЗ не превышает 180 мм. Так, например, при общей ширине утоненной части и переходов s мм и ширине утоненной части Ь 200 ,мм, ширина ступеней составит 200X0, мм, а каждый неподдерясиваемый участок будет равен 180 мм, Тое. не превышает шага роликов. Ю
Ниже участка роликов с разными диаметрами располагают участок гладких роликов 8 (фиг. 4), продолжающийся до конца технологической длины МНЛЗ и в котором заканчивается 15 полное затвердевание заготовки при максимальной скорости литья.
Такая конструкция зоны вторичного охлаждения обеспечивается не только удержание корочек утоненной ча- 20 сти заготовки от выпучивания, но и повышает стойкость роликов.
Применение в верхней части зоны вторичного охлаждения роликрв со ступенями большего диаметра в сред- 25 ней части дает возможность увеличить в самом опасном сечении ролика момент сопротивления. Если, например, ролик в месте, соответствующем выступу кристаллизатора, имеет диаметр 30 180 мм, а на остальной части диаметр 150. мм (высота выступа 15 мм), то при увеличении диаметра в 1,2 раза момент сопротивления в опасном сечении увеличивается в 1,73 раза при 35 той же действующей на ролик нагрузке. Это способствует уменьшению пригиба ролика и снижению в нем напряжений.
Известно, что время затвердевания 40 непрерывнолитых заготовок пропорцио. нально квадрату ее толщины. Поэтому утоненная часть заготовки будет за.твердевать значительно быстрее, чем края, и протяженность жидкой фазы 45 в ней будет меньше, чем по краям. Уменьшение толщины заготовки в пережиме на 20% позволяет уменьшить
в ней длину жидкой фазы в 1,56 раза. После затвердевания утоненной части значительно уменьшаются усилия на ролики зоны вторичного охлаящения. Так, при литье на вертикальной МНЛЗ заготовки сечением 50 1200 мм со скоростью 0,9 м/мин усилие на ролик на расстоянии от мениска 8,4 м составляет 15,5 т, а при литье заготовки с толщиной утоненной средней части 120 мм уси-гше на ролик после затвердевания утоненной части при том же райстоянии 8,4 м от мениска составляет 9,8 т, т.е. усилие уменьшается в 1,58 раза. Такое уменьшение усилий на ролики позволяет значительно повысить их стойкость.
Формула изобретения
. . Зона вторичного охлаждения машины непрерывного литья заготовок, включающая опорные и тянущие ролики, установленные под кристаллизатором с выступами на широких гранях, отличающаяся тем. Что, с целью улучшения качества непрерывнолитых заготовок за счет устранения выпучивания корочки и увеличения стойкости роликов зоны вторичного охлаждения, ролики по ширине заготовки в верхней части зоны вто зичного охлавдения на длине, равной 0,35-0,7 ее протяженности, выполнены ступенчатыми, причём В месте выступа на кристаллизаторе диаметр роликов больше на две высоты выступа, ширина ступени большего диаметра составляет 0,2-0,9 ширины выступа, а на остальной длине зоны вторичного охлавдения ролики выполнены постоднного диаметра
Источники информации, принятые во внимание при экспертизе
1. Патент ФРГ № 2144082, - . кл. В 22 D П/12, 1968.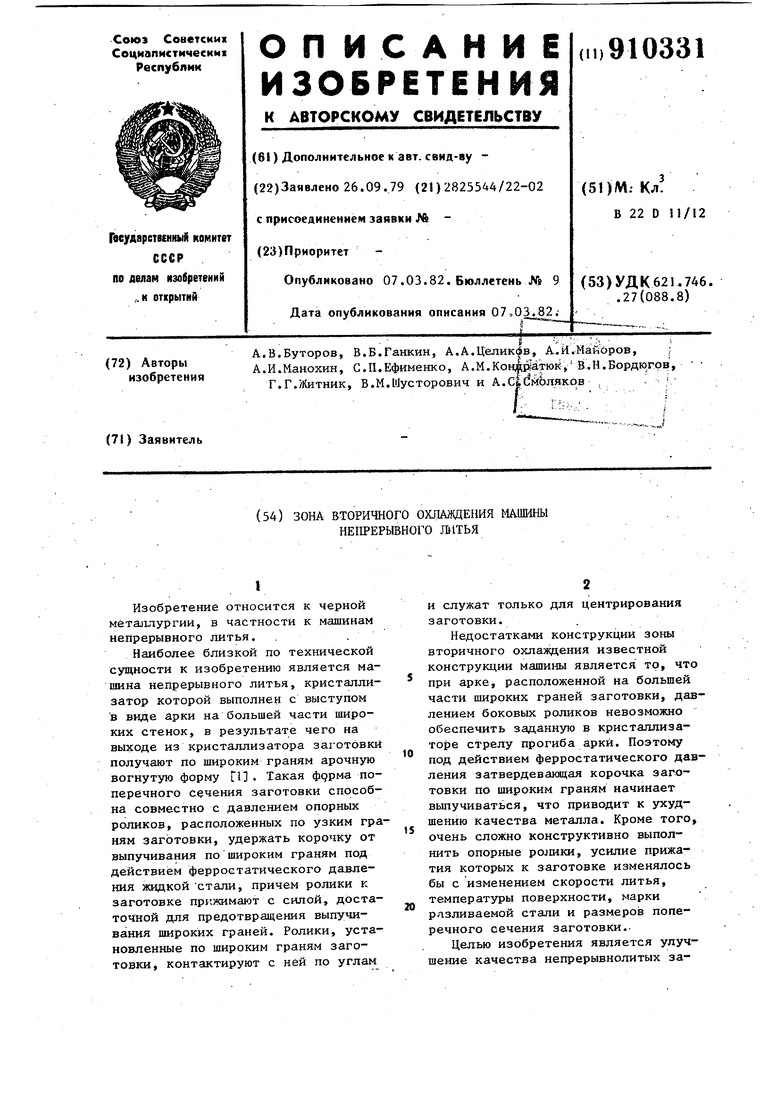
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка непрерывной разливки металлов | 1978 |
|
SU772693A1 |
| Кристаллизатор машины непрерывного литья заготовок | 1982 |
|
SU1091988A1 |
| Способ непрерывного литья заготовок | 1979 |
|
SU865497A1 |
| Машина непрерывного литья прямоугольныхСТАльНыХ зАгОТОВОК | 1978 |
|
SU793704A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1999 |
|
RU2145267C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2007 |
|
RU2325969C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2011 |
|
RU2490083C2 |
| СПОСОБ РАЗЛИВКИ ТРУБНОЙ СТАЛИ НА МАШИНЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2011 |
|
RU2481920C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2012 |
|
RU2494834C1 |
.
3
фуг. Г ///////// y/////////7Z
фуг.З
в-в
0уг. S 2/77777777.
