Изобретение относится к области механообработки и может применяться при фрезеровании криволинейных контурных поверхностей с постоянным радиусом на универсальных фрезерных станках.
Известно устройство, предназначенное для фрезерования по контуру криволинейных поверхностей, имеющее стол, установленный с возможностью поворота и перемещения; планку, закрепленную на неподвижной части станка с возможностью поворота и связанную со столом посредством тяги. При движении стола тяга перемещается по планке, установленной под углом, и отклоняет стол от прямолинейного движения, благодаря чему фреза воспроизводит на поверхности изделия криволинейный контур [2].
Недостаток: устройство не обеспечивает фрезерования криволинейных поверхностей по полному замкнутому контуру, а также обладает сложностью в наладке.
Известна также конструкция круглого поворотного стола, состоящего из корпуса, привода и планшайбы, на которой устанавливается заготовка так, что центр дуги фрезеруемой поверхности совпадает с осью вращения планшайбы. При вращении планшайбы происходит фрезерование криволинейного контура с постоянным радиусом [1, с.73, рис.101].
Недостаток: известная конструкция характеризуется трудоемкостью и невысокой точностью совмещения центра дуги фрезеруемой поверхности с осью вращения планшайбы.
Данное изобретение направлено на повышение производительности технологического процесса механической обработки заготовок путем сокращения времени на приведение центра дуги фрезеруемой поверхности к оси вращения планшайбы.
Сущность изобретения заключается в следующем: устройство содержит вращающуюся планшайбу, на которой находится перемещающаяся в радиальном направлении каретка со шкалой, на каретке находится стол со шкалой, перемещающийся перпендикулярно каретке. На столе устанавливается заготовка. Путем перемещения стола и каретки с отсчетом по шкалам центр дуги фрезеруемой поверхности приводится к оси вращения планшайбы.
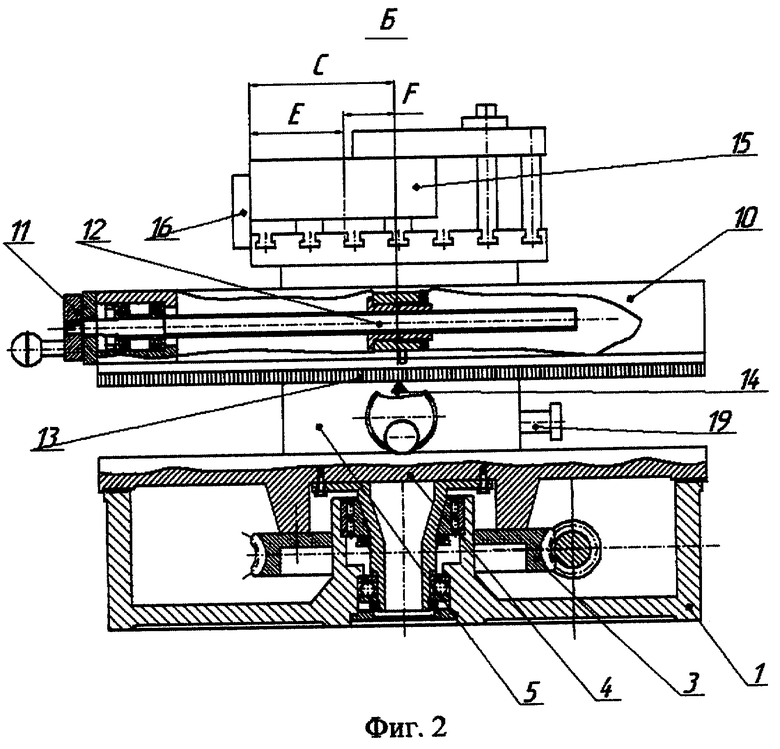
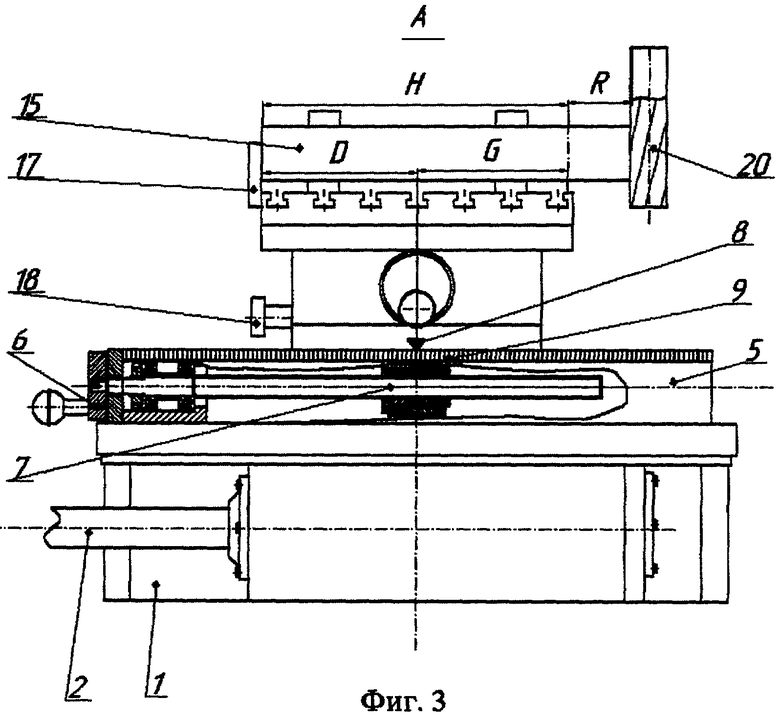
На фиг.1 показано устройство, вид сверху, на фиг.2 - вид справа с местными разрезами по червячной передаче и механизму перемещения стола, на фиг.3 - вид спереди с местным разрезом по механизму перемещения каретки.
Пример конкретного выполнения. Устройство устанавливается на столе универсального фрезерного станка и имеет корпус 1, в котором размещены приводной вал 2, червячная передача 3 и вращающаяся планшайба 4 (фиг.2). По планшайбе перемещается каретка 5. Для перемещения каретки служит маховичок 6, соединенный с передачей винт-гайка 7. На каретке установлен указатель 8, а на планшайбе - шкала 9. По каретке перемещается стол 10. Для перемещения стола служит маховичок 11, соединенный с передачей винт-гайка 12. На столе 10 закреплена шкала 13, а на каретке 5 - указатель 14. На столе 10 устанавливается заготовка 15. Для выверки заготовки на столе имеются упор 16 с точным размером С относительно нулевого штриха шкалы 13 и упор 17, точно выставленный по размеру D относительно указателя 8. Для стопорения стола и каретки во время фрезерования служат винты 18 и 19 соответственно.
Первоначально каретка 5 и стол 10 находятся в таком положении, что нулевые отметки шкал 9, 13 стола и каретки находятся напротив указателей 8 и 14 соответственно. Из этого положения для приведения центра дуги О1 фрезеруемой поверхности к оси вращения планшайбы О стол 10 при вращении маховичка 11 перемещается на величину F=С-Е, отсчитываемую по шкале 13; а каретка 5 при вращении маховичка 6 - на величину G=Н-D, отсчитываемую по шкале 9. Размеры Е и Н берутся из чертежа детали. После приведения центра дуги О1 к оси О планшайбы стол 10 закрепляется винтом 18, а каретка 5 - винтом 19. Путем перемещения стола и салазок фрезерного станка заготовка 15 выставляется на заданную глубину резания относительно фрезы 20. От приводного вала 2 вращение передается на червячную передачу 3, которая вращает планшайбу 4, при этом происходит фрезерование радиусной поверхности 21 с радиусом R.
Технико-экономическая или иная эффективность. Приведение центра дуги радиусной поверхности к оси вращения стола путем перемещения стола и каретки в двух взаимно перпендикулярных направлениях с отчетом по шкалам позволяет быстро произвести наладку на обрабатываемую деталь и отказаться от применения шаблонов, разметки и копирных устройств, что повышает производительность и точность механической обработки радиусных поверхностей.
Источники информации
1. Барбашов Ф.А. Фрезерное дело: Учебное пособие для средних профессионально-технических училищ. - М., Высшая школа, 1975. - 216 л. - рис.101, с.73.
2. Патент №1301578 СССР по кл. В 23 С 3/00. Устройство к фрезерному станку для обработки радиусных поверхностей. Публикация 04.07.87. Бюл. №13.
Изобретение относится к области механообработки, фрезерованию криволинейных контурных поверхностей с постоянным радиусом на универсальном фрезерном станке. Устройство содержит вращающуюся планшайбу. Для повышения производительности технологического процесса механической обработки заготовок путем сокращения времени на приведение центра дуги фрезеруемой поверхности к оси вращения планшайбы на последней установлены каретка и стол для закрепления заготовки с возможностью перемещения в горизонтальной плоскости во взаимно перпендикулярных направлениях с отсчетом величины перемещения по шкалам. 3 ил.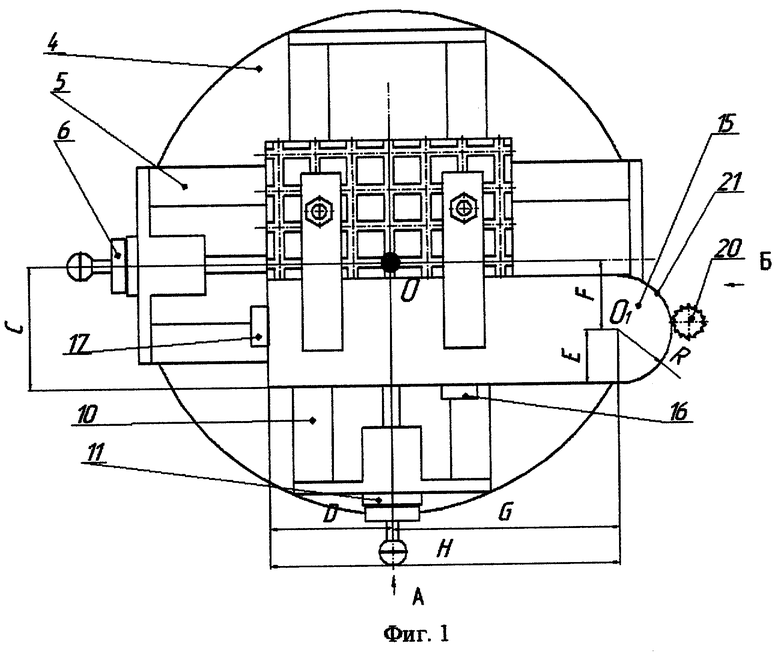
Устройство для фрезерования радиусных поверхностей, содержащее вращающуюся планшайбу, отличающееся тем, что для повышения производительности технологического процесса механической обработки заготовок за счет сокращения времени на приведение центра дуги фрезеруемой поверхности к оси вращения планшайбы на ней установлены каретка и стол для закрепления заготовки с возможностью перемещения в горизонтальной плоскости во взаимно перпендикулярных направлениях с отсчетом величины перемещения по шкалам.
| Устройство к фрезерному станку для обработки радиусных поверхностей | 1984 |
|
SU1301578A1 |
| БИЬЛИСГЕНД_ | 0 |
|
SU367581A1 |
| Уплотнение вала | 1977 |
|
SU857603A1 |
| SU 914198 A, 25.03.1982 | |||
| US 1940012 A, 19.12.1933. | |||

