Настоящее изобретение прежде всего касается способа изготовления моноблочного лопаточного колеса ротора, а также колес соответствующей формы, изготовленных согласно этому способу.
Изобретение касается более конкретно обработки лопаток колеса из цельнометаллической болванки, отлитой в виде заготовки колеса. Предварительная обработка колеса фрезой большого радиуса позволяет осуществить грубую обработку колеса, при этом на колесе остаются заготовки лопаток, которые впоследствии подвергают более тонкой обработке для придания им окончательной формы. Обычно применяют специальное фрезерование, в частности, посредством фрез специальной формы, конической формы, которые сужаются к закругленному концу, что позволяет осуществлять обработку с большой точностью.
Известен способ фрезерования торцовой фрезой, при котором ось вращения фрезы направлена радиально к колесу и вращается вокруг каждой из лопаток, постепенно углубляясь по направлению к ободу колеса, обрабатывая лопатку по червячной траектории. Ось вращения фрезы в действительности слегка наклонена таким образом, что фреза удалена от обрабатываемой лопатки, и обработку осуществляют в основном закругленным концом фрезы. Высота прохода, то есть шаг витка, примерно равна 1/2 мм, поэтому для обработки лопатки требуется несколько сот проходов. Данный способ является достаточно длительным, что ограничивает высоту лопаток, для обработки которых он может применяться.
Известен также способ фрезерования концевой фрезой или тангенциального фрезерования посредством фрезы, имеющей такую же коническую форму и закругленную на конце, но со своей конической частью, являющейся более длинной. Как и в предыдущем случае, фрезу располагают радиально, но в данном случае конец лопатки фрезеруют одним широким проходом при помощи конической части, тогда как ножку лопатки фрезеруют, как и в предыдущем случае, концом фрезы мелкими проходами. Широкий проход позволяет получить выигрыш во времени по отношению к предыдущему способу, даже если скорость подачи фрезы должна быть пониженной; однако более быстрое фрезерование сопровождается вибрацией и сгибанием лопатки, при которых способ невозможно применять для обработки достаточно высоких лопаток. Кроме того, этот способ является достаточно сложным в выполнении с учетом опасности возникновения углубления в лопатке из-за непроизвольной избыточной обработки конической частью на уже обработанном участке.
Из SU 1754347, В 23 С 3/18, 1992, 3 с. /1/ известен способ изготовления моноблочного лопаточного колеса ротора, при котором после черновой обработки заготовки колеса для формирования заготовок лопаток их обрабатывают фрезерованием посредством инструмента, совершающего последовательные проходы. Данный способ выбран в качестве ближайшего аналога заявленного способа. Из публикации /1/ также известно моноблочное лопаточное колесо, содержащее лопатки со сторонами, образованными строками, которое выбрано в качестве ближайшего аналога заявленного колеса.
Задачей настоящего изобретения является создание более удобного способа изготовления фрезерованием моноблочного лопаточного колеса. Предложенный способ является быстрым и применим к лопаткам любой высоты. Его недостатком является получение более грубой поверхности лопатки с фасками, что отражается на качестве потока, но одновременно отмечено, что при определенных умеренных допусках соответствующие потери производительности можно свести к допустимому минимуму.
Поставленная задача достигается за счет того, что в способе изготовления моноблочного лопаточного колеса ротора, при котором после черновой обработки заготовки колеса для формирования заготовок лопаток их обрабатывают фрезерованием посредством инструмента, совершающего последовательные проходы, согласно изобретению лопатки обрабатывают путем тангенциального фрезерования, причем проходы инструмента расположены, по существу, радиально по отношению к колесу и после каждого прохода инструмент поворачивают на угол строки в тангенциальной плоскости по отношению к колесу.
Целесообразно, чтобы инструмент содержал коническую центральную часть, закругленную концевую часть и закругленную соединительную часть для соединения с осью вращения закругленную и сужающуюся к оси вращения часть и чтобы центральная часть имела сужение в направлении концевой части и к соединительной части без образования с ними ребер.
Целесообразно также, чтобы проходы осуществлялись от обода колеса к внешнему усилительному кольцу, соединяющему заготовки лопаток, а кольцо отделялось от лопаток после завершения их фрезерования.
Предпочтительно, чтобы кольцо отделялось от лопаток при помощи электроэрозионной обработки проволокой.
Предпочтительно также, чтобы инструмент наклонялся в плоскости, по существу, радиальной по отношению к одному из концов проходов.
Полезно, чтобы заготовки лопаток подвергались полному фрезерованию два раза, при этом в качестве инструмента сначала использовался инструмент для получистовой обработки, а затем - инструмент для чистовой обработки.
Целесообразно, чтобы использовался инструмент для получистовой обработки, имеющий более высокую центральную часть, чем инструмент для чистовой обработки.
Поставленная задача решается также тем, что в лопаточном колесе, содержащем лопатки, со сторонами, образованными строками, согласно изобретению указанные строки расположены, по существу, продольно радиально.
Целесообразно, чтобы строки были отделены друг от друга вогнутыми соединительными участками по меньшей мере со стороны корыта лопаток.
Целесообразно также, чтобы строки были расположены друг к другу под углами меньшими 5°, предпочтительно меньшими 3°, и имели ширину, максимально равную 5 мм.
Значительным преимуществом настоящего изобретения является возможность сохранения внешнего кольца, соединяющего концы лопаток и обеспечивающего их жесткость во время фрезерования, что существенно сокращает вибрацию и сгибание. Кольцо является остаточной частью заготовки колеса и поэтому образует единый блок с лопатками; оно отделяется от лопаток во время чистовой обработки после того, как лопаткам придают их окончательную форму.
Ниже следует описание настоящего изобретения со ссылками на чертежи, на которых представлено:
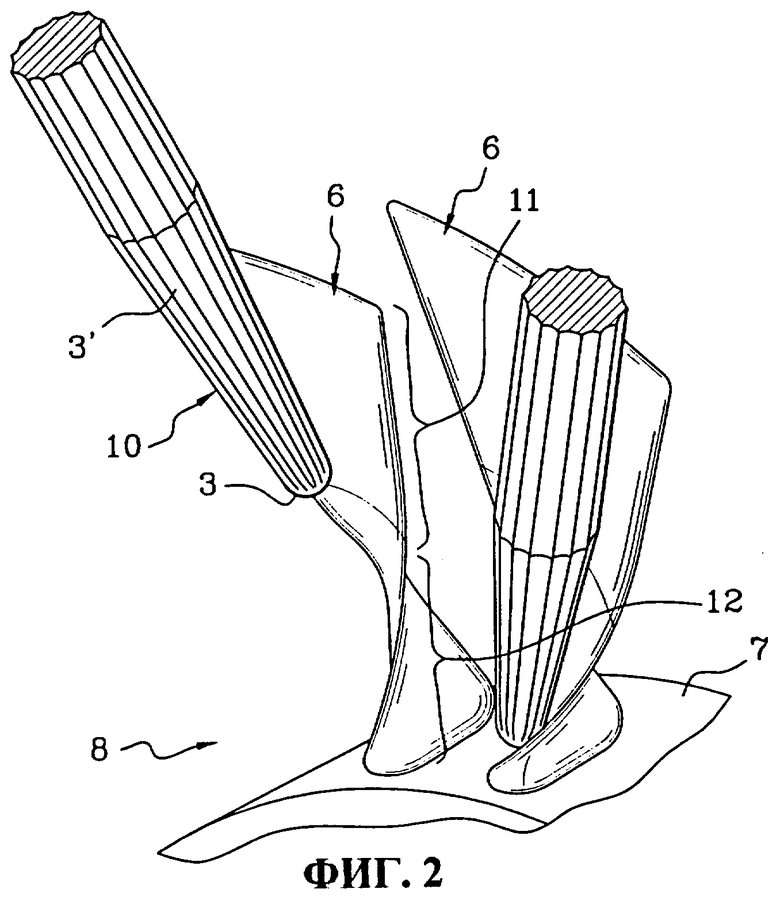
Фиг.1 и 2 - изображение общего вида способов из предшествующего уровня техники.
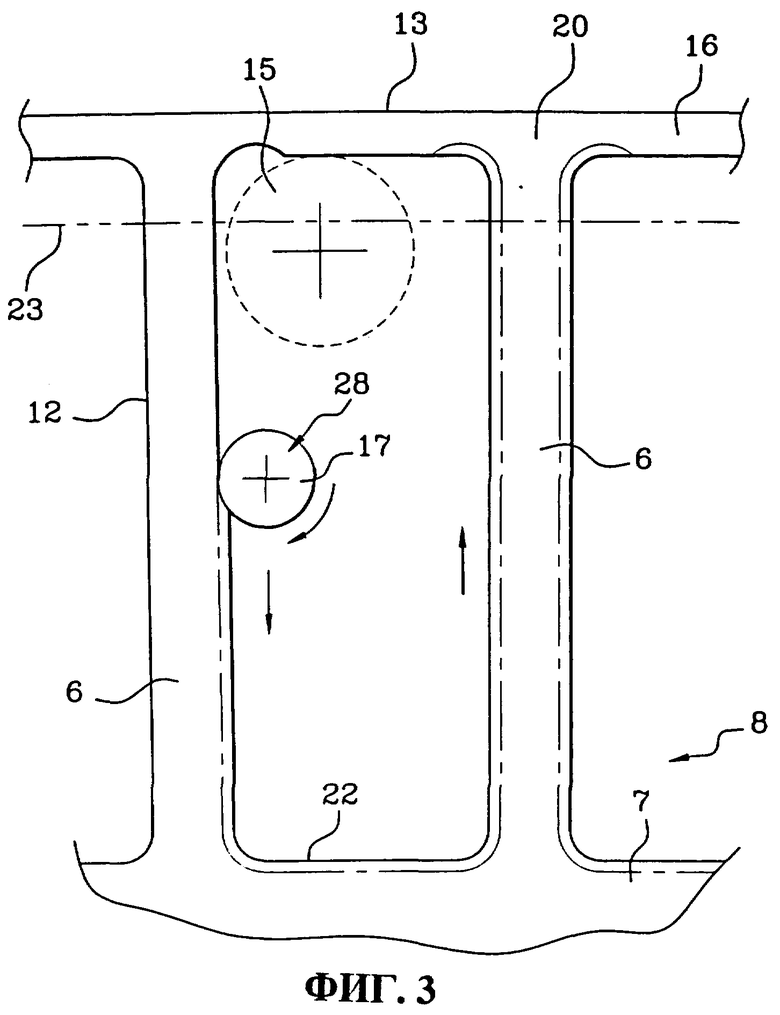
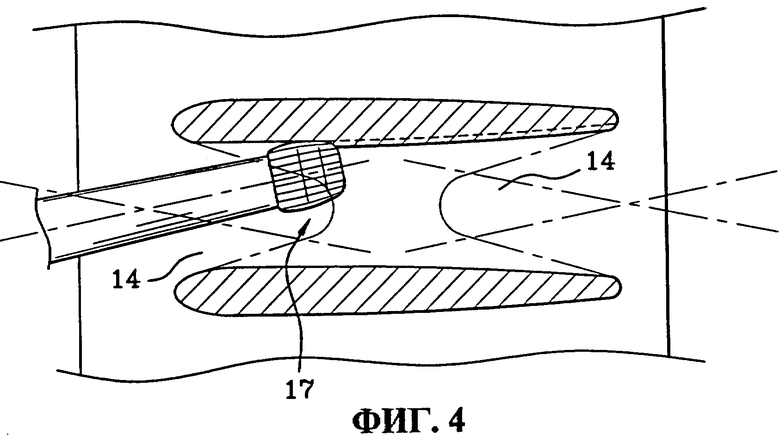
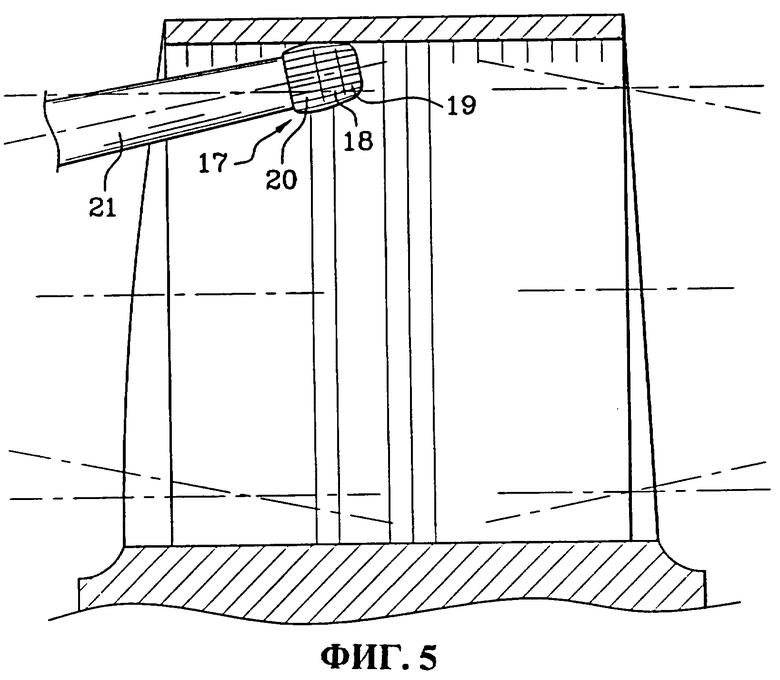
Фиг.3, 4 и 5 - иллюстрация способа в соответствии с настоящим изобретением при помощи изображения части обрабатываемого колеса по трем основным осям.
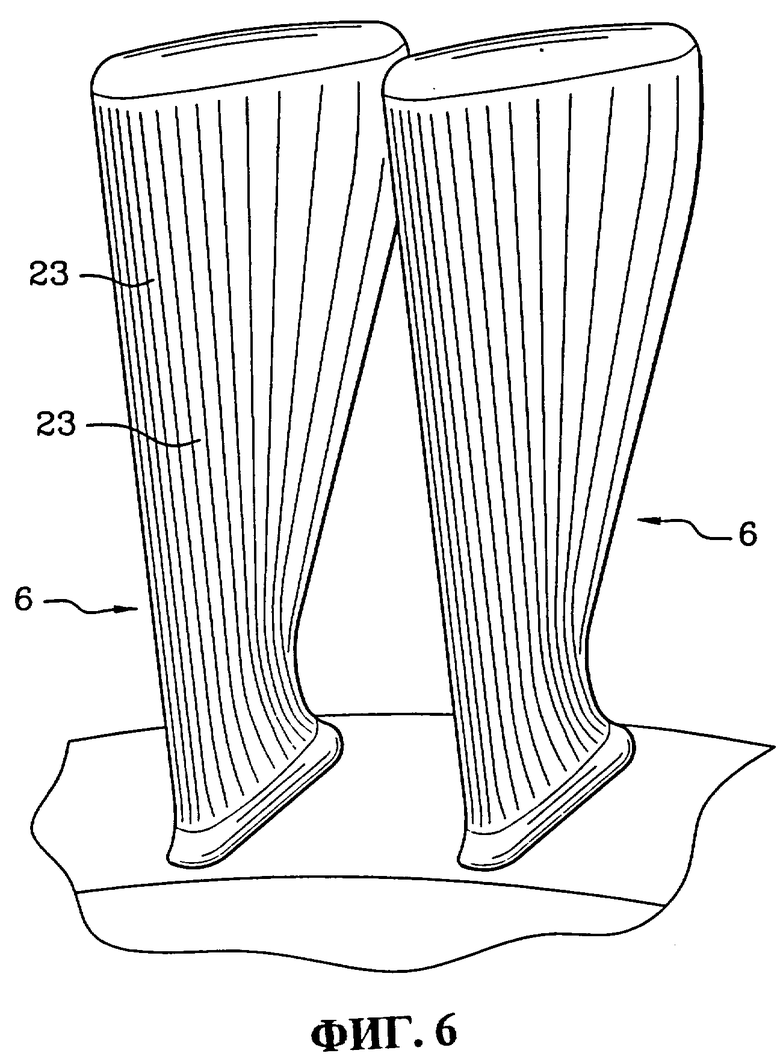
Фиг.6 - изображение готовых лопаток.
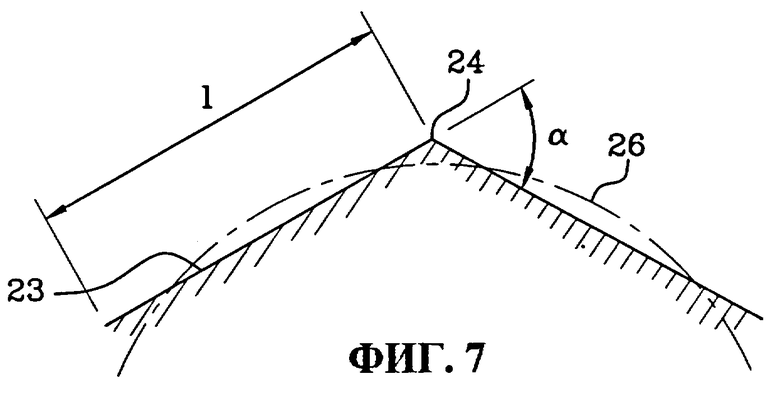
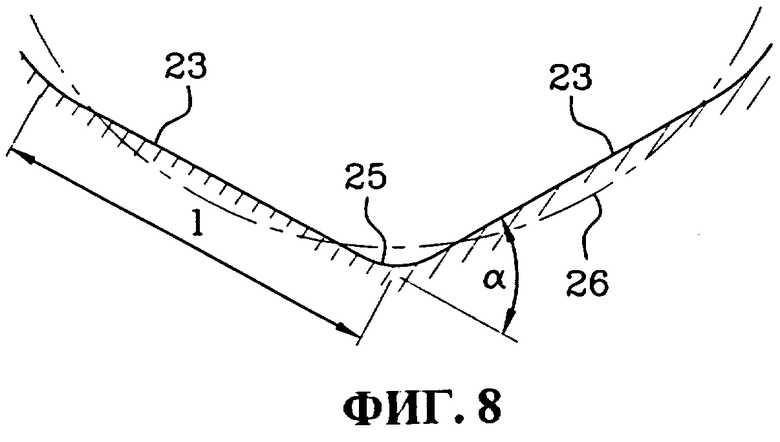
Фиг.7 и 8 - изображение деталей профилей лопаток.
Для обработки лопаток традиционно используются фрезы, среди которых показанная на фиг.1 фреза под обозначением 1, содержащая основную коническую часть 2, заканчивающуюся закругленным, а точнее полукруглым концом 3; участки 2 и 3 содержат режущие зубья, а фреза 1 вращается вокруг оси 4 вращения, приводимой в движение при помощи механизма 5 с цифровым управлением, не показанным подробно на фигуре. При концевом фрезеровании при помощи инструмента, указанного первым, конец 3 накладывают на лопатку 6, образующую с другими подобными лопатками и ободом 7 обрабатываемое моноблочное лопаточное колесо 8. Ось 4 и фреза 1 имеют, по существу, радиальное направление с небольшим тангенциальным наклоном (по отношению к основным направлениям колеса 8). Фреза 1 перемещается перпендикулярно листу, осуществляя последовательные проходы на соответствующих высотах лопатки 6, разделенных высотами, такими как h, при этом позицией 9 обозначено сечение стружек, которые будут сняты во время следующего прохода.
Фреза, показанная на фиг.2, обозначена позицией 10 и содержит между полукруглым концом 3 и осью 4 вращения, уже описанными во фрезе 1, основную коническую часть 2', более длинную, чем предыдущая часть 2. Лопатка 6 содержит также участок 11, обрабатываемый непосредственно основной частью 2', дополнительную часть 12 лопатки 6, находящуюся вблизи обода 7, которая обрабатывается последовательными проходами конца 3 фрезы 10. В данном случае ось 4 также находится в, по существу, радиальном положении с небольшим наклоном.
Ниже описан способ в соответствии с настоящим изобретением со ссылками на фиг.3, 4 и 5. Лопатки в виде заготовок, обод и колесо обозначены теми же позициями 6, 7 и 8. Болванка колеса вписана в окружность 13, слегка превышающую внешний радиус лопаток 6 в законченном виде.
На первом этапе производят черновую обработку заготовки колеса для отделения заготовок лопаток 6. Количество снимаемого промежуточного материала может варьироваться.
В соответствии с предпочтительным вариантом выполнения настоящего изобретения первичную обработку ведут обдирочной цилиндрической или конической фрезой, делая полукруглые выемки 14 умеренной глубины, затем выполняют эксцентричное отверстие 15, проходящее недалеко от конечной формы одной из лопаток 6, при этом на внешней стороне колеса оставляют кольцо 16, предназначенное для соединения концов лопаток 6 и придания блоку большей жесткости.
Затем применяют инструмент 17 в соответствии с настоящим изобретением. Этим инструментом тоже является фреза, на которой различают три части: центральную часть 18 конической формы, кромка которой образует угол примерно 10° с осью, закругленную концевую часть 19, соединительную часть 20 для сопряжения с осью вращения 21, тоже закругленную и сужающуюся к оси 21. Части 18 и 19 сходны с частями 2 и 3 известных инструментов, но имеют некоторые отличия: основная часть 18 выполнена более короткой и имеет высоту 10 мм, если инструмент служит для получистовой обработки, и только 5 мм, если это инструмент для чистовой обработки; а концевая часть 19 не обязательно выполнена полукруглой, а уплощенной. Радиусы закругления концевой части 19 и соединительной части 20 могут составлять 10 мм в месте сопряжения с основной частью 18 и быть меньшими в других местах; образующая фрезы 17 должна быть плавной, то есть в местах сопряжения между различными частями не должно быть стыков. Максимальный диаметр фрезы 17 может составлять 20 мм.
Ось вращения 21 в данном случае направлена в сторону оси колеса 8 с небольшим тангенциальным наклоном, как показано на фиг.4, или радиальным наклоном, как показано на фиг.5. Эти наклоны, по существу, предназначены для корректировки коничности основной части 18 и для получения обработанных в нужном направлении поверхностей. Преимуществом коничности является то, что фрезерование осуществляется при удалении оси вращения от фрезеруемой поверхности; тангенциальный наклон соблюдают для фрезерования собственно лопаток 6, а фрезу 17 наклоняют в, по существу, радиальной плоскости для обработки обода 7 или кольца 16 в конце проходов 22. Проходы осуществляют параллельно и вертикально вдоль лопаток 6; на фиг.3 показано, что они начинаются перед отверстием 15 и могут осуществляться по замкнутому контуру вокруг одного межлопаточного просвета, опускаясь вдоль одной из лопаток 6, затем поднимаясь вдоль противоположной стороны соседней лопатки 6 после прохождения обода 6 и заканчиваясь на кольце 16. На фиг.3 и 5 обработанные полосы обозначены позициями 22; их ширина, по существу, соответствует высоте основной части 18, осуществляющей наибольшую часть обработки и, по существу, придающей окончательную формы лопатке 6. Таким образом, в данном случае мы имеет дело, по существу, с чисто тангенциальным фрезерованием в отличие от предшествующего уровня. Сначала фрезерование осуществляют инструментом для получистовой обработки, затем инструментом для чистовой обработки, которые оба соответствуют описанию фрезы 17, за исключением того, основная часть второго инструмента является более низкой.
Фреза 17 последовательно осуществляет проходы 22, каждый раз все больше углубляясь в полукруглые выемки 14. После каждого прохода 22 ее поворачивают на угол строк, максимально равный 5°, в тангенциальной плоскости колеса 8. После обработки всех лопаток 6 колеса 8 кольцо 16 можно удалить: для этого концы заготовок лопаток 6 обрезают при помощи проволоки 23 электроэрозонного станка. После обработки передних и задних кромок лопаток 6 способом, описание которого опускается, так как в данном случае изобретение не вносит в него никакого усовершенствования, получают окончательную форму лопаток 6.
На фиг.6 показан внешний вид поверхностей лопаток 6: каждый из проходов оставляет после себя продольную строку 23, как показано на фиг.7, смежные строки 23 на стороне спинки лопаток 6 разделены видимым углом 24, тогда как строки на поверхности корытца сопрягаются по вогнутости 25, полученной фрезерованием концевой частью 19. В обоих случаях рекомендуется, чтобы изменения направления соседних строк 23 были ниже 3°, что позволяет избежать аэродинамических потерь производительности, превышающих примерно 0,01%, и тем более перегрева воздуха в лопаточном колесе 8 более 0,1°; на практике допустимы изменения угла примерно до 5°. Расстояние между гладким профилем, проектируемым для лопатки 6, и реальным профилем в этом случае не превышает незначительной величины 0,02 мм для строк 23 шириной 5 мм. Можно еще уменьшить потери при еще более узких строках 23, полученных при помощи более короткой фрезы, но с большим числом проходов.
Для нормальной реализации настоящего изобретения вовсе не обязательно выполнять усилительное кольцо 16, но при этом необходимо принять меры для предотвращения вибрационного и статичного сгибания лопаток во время фрезерования, стараться не подвергать лопатки 6 воздействию резонансных частот и, возможно, корректировать положение инструмента после разгибания лопаток 6, которое варьируют с изменением расстояния до обода 7.
Изобретение относится к области машиностроения, обработке резанием, конструкциям лопаточных колес. Способ заключается в том, что после черновой обработки заготовки колеса для формирования заготовок лопаток их обрабатывают фрезерованием посредством инструмента, совершающего последовательные проходы. Для повышения производительности обработки лопатки обрабатывают путем тангенциального фрезерования, проходы инструмента расположены, по существу, радиально по отношению к колесу. При этом после каждого прохода инструмент поворачивают на угол строки в тангенциальной плоскости по отношению к колесу. Моноблочное лопаточное колесо содержит лопатки со сторонами, образованными строками. Для достижения того же технического результата упомянутые строки расположены, по существу, продольно радиально. 2 н. и 8 з.п. ф-лы, 8 ил.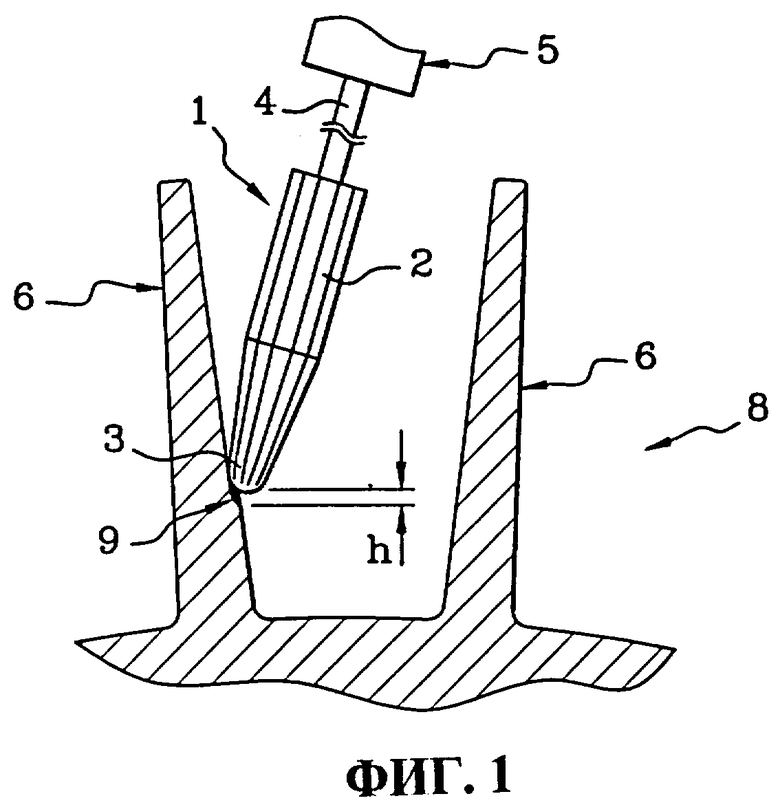
| Способ изготовления крыльчаток | 1990 |
|
SU1754347A1 |
| СПОСОБ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 0 |
|
SU384634A1 |
| SU 1235304 A, 30.10.1984 | |||
| Способ обработки сложных поверхностей | 1988 |
|
SU1604520A1 |
| СПОСОБ ИММУНОТЕРАПИИ ЗЛОКАЧЕСТВЕННЫХ ОПУХОЛЕЙ ГОЛОВНОГО МОЗГА | 2004 |
|
RU2262941C2 |

