Предлагаемое изобретение относится к обработке металлов резанием и может быть использовано при фрезеровании криволинейных поверхностей лопаток моноколес (открытых и полуоткрытых крыльчаток) газотурбинных двигателей (ГТД) на станках с числовым программным управлением.
Известен способ обработки лопаток открытых и полуоткрытых крыльчаток ГТД, включающий в себя следующие этапы:
1. Черновое фрезерование (прорезка впадин между лопатками), осуществляемое за 3... 4 операции различным инструментом на специальных станках.
2. Чистовое фрезерование профиля пера, осуществляемое строчечным методом на копировально-фрезерных станках с горизонтальным или вертикальным расположением шпинделей. [Евстигнеев М.И., Подзей А.В., Сулима А.М. “Технология производства двигателей летательных аппаратов” М: Машиностроение, 1982. 260 с.]
Недостатком данного способа является то, что деталь в процессе обработки многократно устанавливают в различные приспособления, что вносит погрешности при ее изготовлении, обусловленные погрешностью установки. В целом это приводит к снижению точности изготовления профилей лопаток моноколеса и к необходимости последующей ручной полировки (доводки) профиля лопаток.
Данные недостатки существенно снижаются при использовании многоцелевых обрабатывающих центров с числовыми программным управлением типа КМЦ-600-13; МИКРОН-710 (Швейцария); Штарраг-ZТ800/ ZT-1000 (Швейцария) и т.д. На этих станках моноколесо, в том числе и поверхности лопаток, обрабатывают за один установ заготовки, что исключает погрешности, вызванные установкой заготовки в различные приспособления.
Обработку осуществляют концевыми фрезами. Способ включает черновую обработку, при которой прорезают межлопаточные пазы одинаковой ширины в радиальном направлении, и чистовую обработку, при которой фрезеруют профиль пера лопатки по его высоте. Оба вида обработки выполняют за один установ. [А.М.Сулима, А.А.Носков, Г.З.Серебряков “Основы технологии производства газотурбинных двигателей” М.: Машиностроение 1996, 480 с., глава 17.3 Выполнение основных операций изготовления крыльчаток, с.364-368].
В описываемом способе обработки лопаток моноколеса не учитывается его деформация после снятия припуска в каждом межлопаточном пространстве, которая зависит от ширины обрабатываемой поверхности и глубины снимаемого припуска. То есть величины соотношений между глубинами фрезерования и размерами (шириной) обрабатываемых поверхностей специально не оговариваются. Такая произвольная схема снятия припуска нарушает равновесное состояние заготовки и в дальнейшем, что искажает обрабатываемую поверхность. Кроме того, произвольная очередность обработки лопаток моноколеса также влияет на равновесное состояние детали, что в целом снижает точность изготовления моноколеса.
Технической задачей предлагаемого изобретения является повышение точности изготовления лопаток моноколес ГТД за счет назначения схемы снятия припуска, которая обеспечивает сохранение равновесного состояния заготовки в пределах задаваемой величины деформации каждого межлопаточного пространства моноколеса.
Поставленная техническая задача решается тем, что в предлагаемом способе обработку лопаток моноколеса осуществляют концевыми фрезами на станках с числовым программным управлением.
Сначала ведут черновую обработку, при которой прорезают межлопаточные пазы одинаковой ширины в радиальном направлении, а затем - чистовую обработку, при которой фрезеруют профиль пера лопатки по его высоте. Оба вида обработки выполняют за один установ.
Новым в предлагаемом способе является то, что обработку ведут строками с глубиной строки большей, чем толщина деформационного слоя заготовки от предыдущей обработки. При этом для каждой строки задают величину деформации обрабатываемой поверхности моноколеса Δ Bзад и соблюдают условие
Δ Взад&γτ;ΔВi,
где Δ Вi - величина деформации обработанной поверхности после выполнения i-той строки.
Удаление слоя металла одной и той же глубины в межлопаточном пространстве осуществляют поочередно в диаметрально противоположных частях колеса.
При черновой обработке деформацию межлопаточного пространства определяют из выражения
где В, Δ Bi - соответственно ширина паза и величина деформации обрабатываемой поверхности при i-той строке; σ i-1, δ i-1 - соответственно величина остаточных напряжений и толщина деформационного слоя заготовки моноколеса перед i-той строкой; ti - глубина фрезерования при i-той строке; h - высота заготовки моноколеса; Е - модуль упругости материала заготовки.
При чистовой обработке величину деформации обрабатываемой поверхности определяют из выражения

где σ t, δ t - величина остаточных напряжений и толщина деформационного слоя по дну межлопаточного пространства заготовки; Bi-1, t - ширина и глубина (высота) межлопаточного пространства перед i-той строкой; bi - глубина чистового фрезерования.
Предлагаемое изобретение поясняется чертежами, где:
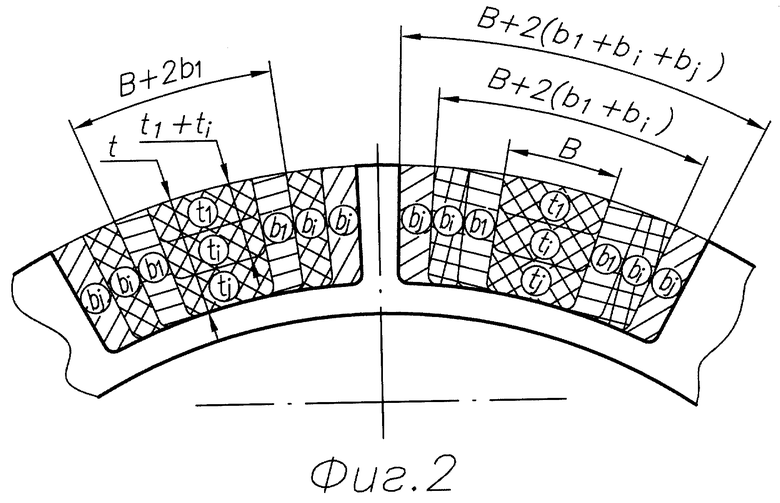
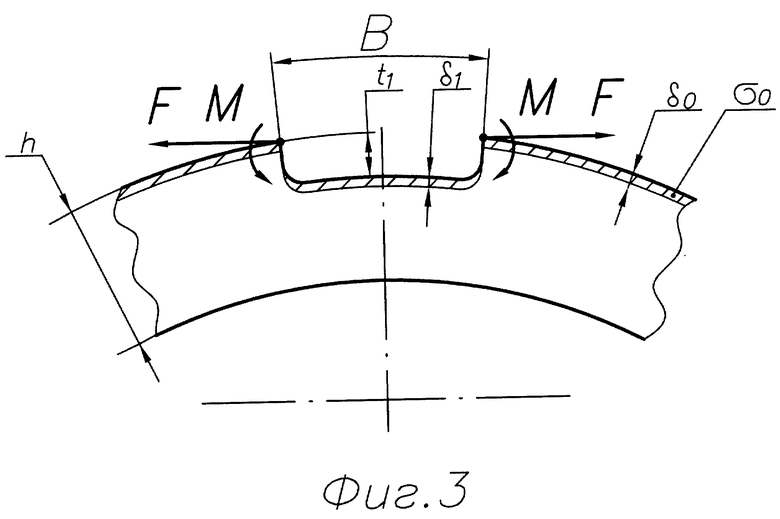
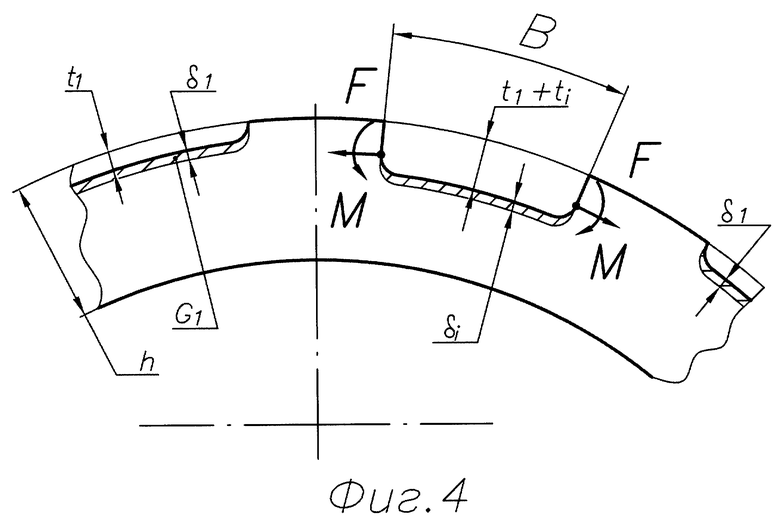
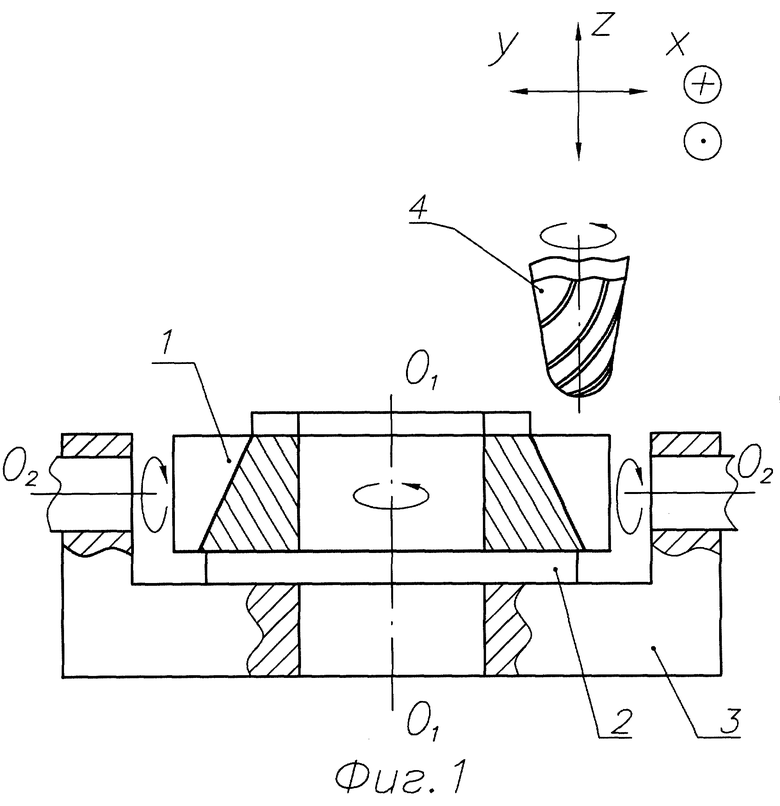
Фиг.1 - кинематическая схема обработки моноколеса концевой фрезой на многоцелевом обрабатывающем центре; фиг.2 - схема снятия припуска с моноколеса; фиг.3 - расчетная схема величины деформации обрабатываемой поверхности при черновой обработке (1 - строка); фиг.4 - то же, (i-строка); фиг.5 - расчетная схема величины деформации обрабатываемой поверхности при чистовой обработке (фрезеровании пера).
Способ осуществляется следующим образом.
Заготовку 1, например крыльчатку вентилятора ГТД, выполненную в виде кольца (тора), устанавливают на многоцелевом обрабатывающем центре, например пятикоординатном, фиг.1. Здесь ее размещают на столе 2, имеющем возможность поворота вокруг оси O1-O1 на 360° . Стол 2 установлен на качалке 3, имеющей возможность поворота вокруг оси O2-O2 например на ± 110° . Обработку проточной части крыльчатки осуществляют фрезой 4, которая, вращаясь вокруг собственной оси со скоростью резания, имеет возможность перемещений в трех осях: X, Y, Z. Суммарный припуск заготовки, равный сумме припусков в каждом межлопаточном пространстве, удаляют строками на этапах черновой и чистовой обработки (фиг.2).
Припуск на черновом этапе удаляют следующим образом.
1. В первой строке (на первом проходе фрезы) в каждом межлопаточном пространстве удаляют припуск глубиной ti и шириной В. Глубину первой строки ti и ее ширину В выбирают исходя из соотношения, устанавливающего связь между величиной деформации Δ В обрабатываемых поверхностей при образовании паза шириной В и коэффициентом ослабления сечения заготовки в месте образования пера к=(h-t1)/h. Это соотношение устанавливают на основе расчетной схемы, представленной на фиг.3.
Заготовка в виде кольца высотой h имеет в наружном поверхностном слое остаточные напряжения σ о, обусловленные предшествующей обработкой. Глубина их залегания (толщина деформируемого слоя) равна δ о. При фрезеровании в заготовке паза шириной В на глубину  происходит перерезание слоя металла толщиной δ 0 с распределенными в нем остаточными напряжениями. При перерезании этого слоя нарушается уравновешенность сил в материале кольца (заготовки). Появляются силы F и моменты М, приложенные к границам паза глубиной t1 и шириной В. Это приводит к его деформации на величину Δ В. Исходя из этих представлений относительные величины деформации Δ В, ширина В и глубина t1 прорезаемого паза связаны соотношением вида
происходит перерезание слоя металла толщиной δ 0 с распределенными в нем остаточными напряжениями. При перерезании этого слоя нарушается уравновешенность сил в материале кольца (заготовки). Появляются силы F и моменты М, приложенные к границам паза глубиной t1 и шириной В. Это приводит к его деформации на величину Δ В. Исходя из этих представлений относительные величины деформации Δ В, ширина В и глубина t1 прорезаемого паза связаны соотношением вида
где Δ B1 - величина деформации обрабатываемой поверхности после прорезки первой строки шириной В; t1 - глубина первого прохода; h - высота заготовки; Е - модуль упругости материала моноколеса; δ 0, σ 0 - глубина залегания и величина остаточных напряжений, сформированных предшествующей обработкой.
Из данной зависимости следует, что с уменьшением коэффициента ослабления межлопаточного пространства моноколеса к=(h-t1)/h величина относительной деформации Δ B1/B увеличивается. При t1=0 и к=1 величина Δ B1/В=0. При к, стремящемся к нулю, величина Δ Вi/В стремится к своему максимальному значению. В этом случае необходимым условием обеспечения требуемой точности является назначение такой глубины резания t1, при котором величина Δ B1/B не превышает Δ Взад./В. Заданная величина деформации Δ Взад определяется величиной допуска на формируемый размер.
После определения соотношения между t, В и Δ В осуществляют прорезку всех пазов моноколеса, причем с целью уменьшения деформации удаление припуска в каждом межлопаточном пространстве осуществляют исходя из условий симметрии, то есть каждый новый паз прорезают в диаметрально противоположной части колеса по отношению к прорезанному изначально.
В результате обработки каждого межлопаточного пространства моноколеса на глубину t1 удаляют деформированный слой заготовки, характеризующийся величиной остаточных напряжений σ 0 и глубиной их залегания δ 0. При этом по дну межлопаточного пространства шириной В формируется новый деформационный слой, характеризующийся величиной остаточных напряжений σ 1 и глубиной залегания ti, фиг.4.
2. При выполнении следующей строки (на следующем проходе фрезы) удаляют припуск глубиной ti, такой же ширины, что и в первой строке, т.е. В. При этом, поскольку величина  перерезается очередной деформированный слой, характеризующийся величиной остаточных напряжений σ i-1 При перерезании этого слоя вновь нарушается уравновешенность сил в поверхностном слое заготовки, сформированная при выполнении предыдущей строки. Возникающая при этом величина деформации обрабатываемой поверхности Δ В связана с шириной паза В и глубиной прорезаемого слоя ti соотношением (2), аналогичным выражению (1)
перерезается очередной деформированный слой, характеризующийся величиной остаточных напряжений σ i-1 При перерезании этого слоя вновь нарушается уравновешенность сил в поверхностном слое заготовки, сформированная при выполнении предыдущей строки. Возникающая при этом величина деформации обрабатываемой поверхности Δ В связана с шириной паза В и глубиной прорезаемого слоя ti соотношением (2), аналогичным выражению (1)

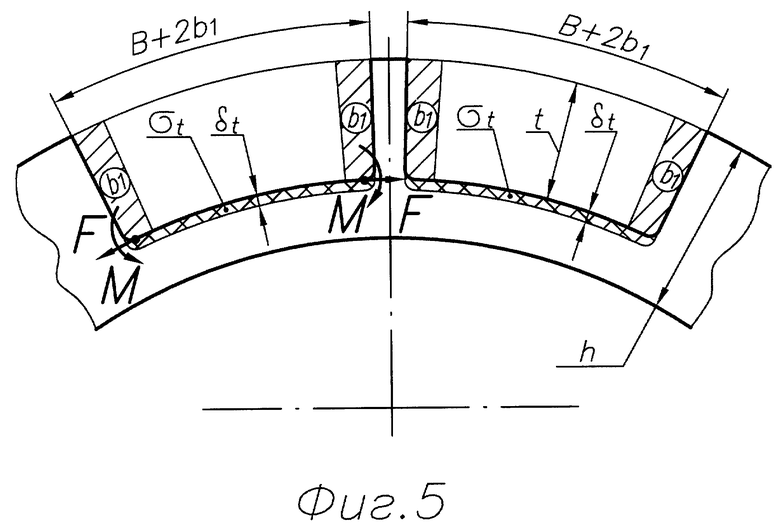
После установления из данного соотношения значения ti в зависимости от значения Δ Взад осуществляют прорезку всех остальных пазов колеса. Затем весь цикл повторяют до тех пор, пока суммарная глубина прорезаемого паза t не достигнет своего требуемого значения, получаемого в результате суммирования глубин всех выполненных строк при ширине паза В. В результате прорезки в каждом межлопаточном пространстве пазов шириной В заготовка моноколеса перед чистовой обработкой представляет собой кольцо с выступами и впадинами, по дну которых расположен деформационный слой, сформированный при черновом фрезеровании. Он характеризуется толщиной δ t и величиной остаточных напряжений σ t фиг.5.
3. При чистовой обработке профиля пера лопаток фрезерование ведется на всю высоту профиля t, величина которого определяет ширину строки. При этом на каждом проходе фрезы увеличивается ширина межлопаточного пространства В на величину 2b1, определяющую глубину снимаемого припуска со стороны спинки и корыта лопатки. При этом увеличивается ширина паза, то есть увеличивается длина деформационного слоя металла заготовки по дну впадины толщиной δ t и нарушается равновесное состояние заготовки. Возникающие при этом силы F и моменты М деформируют образующиеся межлопаточное пространство глубиной t и шириной B+2b1 на величину Δ в1. Соотношение между величиной деформации Δ В1 и шириной образующегося паза после выполнения первой строки, формирующей перо лопатки, определяется выражением вида

После установления величины припуска, снимаемого со стороны спинки и корыта лопаток b1, в зависимости от значения Δ Взад, осуществляют обработку каждого пера, в ходе которой формируются межлопаточные пространства глубиной t и шириной B1=(B+2b1), имеющие величины максимального отклонения в каждом сечении моноколеса, перпендикулярного его оси, равные величине деформации Δ B1. Затем весь цикл повторяется, то есть с пера снимается припуск bi и т.д., до тех пор, пока размеры межлопаточного пространства по своей ширине не достигнут требуемых значений.
Осуществление данной технологии обработки моноколес позволяет обеспечивать одинаковые условия деформирования заготовки при прорезании каждого межлопаточного пространства как при черновой обработке, так и при чистовой. Причем при осуществлении каждого нового цикла по равномерному удалению слоя металла с заготовки она принимает равновесное состояние, характеризующееся уравновешенностью ее внутреннего состояния. В конечном счете это существенно повышает точность изготовления моноколес, что позволяет на ряде деталей исключить операции отделочной обработки, связанные с размерной обработкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2010 |
|
RU2429949C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОФРЕЗЕРОВАННОГО РАБОЧЕГО КОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2625860C1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2482940C1 |
| Способ обработки лопаток блиска газотурбинного двигателя | 2018 |
|
RU2689476C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВКИ ДЕТАЛИ С ПАЗАМИ | 2010 |
|
RU2476296C2 |
| СПОСОБ ОБРАБОТКИ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2009 |
|
RU2419520C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ МЕЖЛОПАТОЧНЫХ КАНАЛОВ МОНОКОЛЕСА ГТД И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264891C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХВЕНЦОВОЙ ЗВЕЗДОЧКИ | 2014 |
|
RU2571983C1 |
| Способ обработки турбинных лопаток | 1983 |
|
SU1093433A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351441C2 |
Изобретение относится к области обработки металлов резанием, фрезерования концевыми фрезами лопаток моноколес газотурбинных двигателей на станках с ЧПУ. Способ обработки включает черновую обработку, при которой прорезают межлопаточные пазы одинаковой ширины в радиальном направлении, и чистовую обработку, при которой фрезеруют профиль пера лопатки по высоте, причем оба вида обработки выполняют за один установ. Для повышения точности обработки лопаток моноколес обработку ведут строками, глубину каждой строки выбирают больше толщины деформированного слоя заготовки от предыдущей обработки, при этом для каждой строки задают величину деформации обрабатываемой поверхности моноколеса, которая должна быть больше величины деформации обработанной поверхности после обработки i-той строки. 3 з.п. ф-лы, 5 ил.
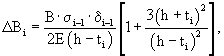
где Вi, Δ Bi - соответственно ширина и величина деформации обработанной поверхности;
σ i-1, δ i-1 - соответственно величина остаточных напряжений и толщина деформированного слоя заготовки перед i-й строкой;
ti - глубина фрезерования при выполнении i-й строки фрезы;
h - высота заготовки моноколеса;
Е - модуль упругости материала заготовки.
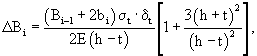
где σ t, δ t - соответственно величина остаточных напряжений и толщина деформированного слоя по дну межлопаточного пространства заготовки;
bi - глубина фрезерования профиля пера;
Bi-1, t - ширина и глубина (высота) межлопаточного пространства заготовки перед выполнением i-й строки.
| СУЛИМА А.М | |||
| и др | |||
| “Основы технологии производства газотурбинных двигателей”, М., “Машиностроение”, 1996, с.364-368 | |||
| Способ обработки каналов | 1983 |
|
SU1325778A1 |
| Устройство для управления манипулятором | 1989 |
|
SU1754437A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1990 |
|
RU2050228C1 |
| Шток подъемного устройства | 1981 |
|
SU992310A2 |

