1
Предлагаемый способ может быть применен в станкостроение для Об.ра ботюи криволинейных поверхностей типа гребных винтов.
Из-вестны способы обработки криволинейных товерхностей типа гре&ных винтов фрезерованием стрючкаМИ, направленными от периферии к ступице и от ступиды к периферии, с периодической подачей да строчку. Ийструмент установлен наклонно .к Обрабатываемой поверхности и в процессе Обработки «епрерывно меняют его положение так, что угол его 01акло1на относительно плоскости резания «а калсдо.м участке обрабатываемой поверхности остается постояннЫМ.
С целью обработки конической фрезой лопастей, галтельных переходов, наружных поверхностей ступицы и кромок лоиастей греб«ых винтов без переустановки изделия, в описываемом способе периодическую подачу иа строчку ПРОИЗВОДЯТ дискретным поворотом изделия, а во время прохождения фрезой строчки изделию сообщают дополнительный непрерывный поворот, обеспечивающий постоянство ее ширины.
На фиг. 1 показана схем.а взаимного перемещения инструмента и изделия (пунктирными стрелками показано движение - инструмента относительно поверхностей обрабатываемого винта, а сплошными стрелками - необходимые рабочие движ-ения для получения
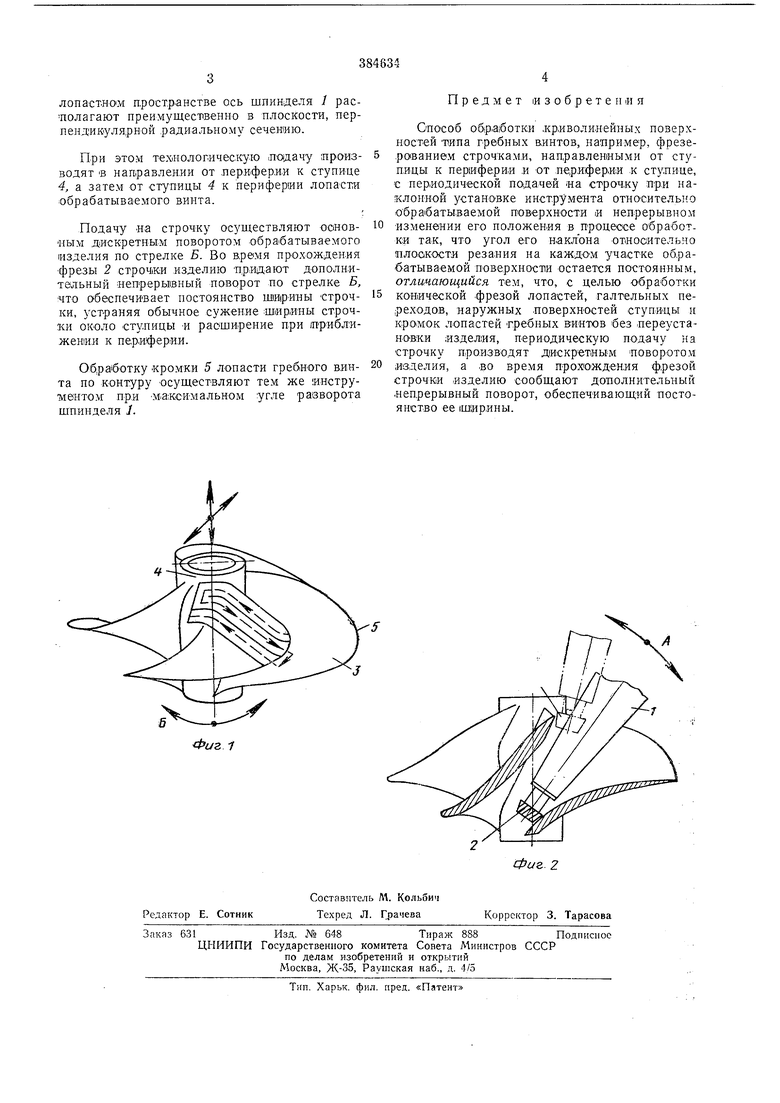
заданного профиля винта); на фиг. 2 - инструмент в межлопастном пространстве при обработке поверхности и кромки лопасти.
Для сохранения постоянства максимальной ширины строчки, а соответственно и увеличения производительности, шпиндель 1 фрезы 2 при обработке одной строчки имеет непре рьшный: inoBopOT по стрелке Л с целью сохранения максимального контакта между обрабатываемой поверхностью и фрезой.
.Поворот шпинделя / фрезы 2 в процессе обработки одной строчки необходиМ также для обработки труднодоступных мест в узком межлопастном пространстве, так как межлопастное пространство ограничивается переменным углом, меньшИМ у периферии и большим около ступицы (фиг. 2).
Паправление строчек от периферии к ступице и от ступицы к периферии обеспечивает обработку поверхности лопасти 3, галтельного перехода и наружной новерхности ступицы 4 одним инструменто.м без переналадки станка в пределах одной строчки.
Обработка гребного винта осуществляется конической фрезой 2 со спиральным зубом для повышения плавности резания. 30 Для улучшения условий обработки в межлопастном пространстве ось шпинде«тя / располагают преимущественно в плоскости, перпендикулярной радиальному сечению.
При этом технологическую .подачу производят В направлении от лер,ифер.ни к ступице 4, а затем от ступицы 4 к периферии лопасти обрабатываемого винта.
Подачу «а строчку осуществляют основным дискретным поворотом обра батываемого изделия по стрелке Б. Во время прохождения фрезы 2 строчки .изделию придают дополнительный непрерывный поворот по стрелке Б, что обеспечивает постоянство ширины строчки, устраняя обычное сужение ширины строчки oWTO ступицы И расширение при триближен и.и к периферии.
Обработку «ромки 5 лопасти гребного винта по контуру осуществляют тем же инструментом при м.аксИМальном угле разворота щпинделя 1.
Предмет изобретения
Способ обр.аботки .криволинейных поверхностей типа гребных аинтов, например, фрезер01ванием строчками, направленными от ступицы к периферии и от иериферии к ступице, с периодической подачей на строчку при наклонной установке инструмента относительно обрабатываемой поверхности и непрерывном
изменении его положения в процессе обработки так, что угол его ваклона относительно плоскости резания на каждом участке обрабатываемой поверхности остается постоянным, отличающийся тем, что, с целью обработки
конической фрезой лопастей, галтельных переходов, наружных поверхностей ступицы и кромок лопастей Гребных винтов без переустановки изделия, периодическую подачу на строчку производят дискретным -поворотом
изделия, а во время прох1ожден.ия фрезой строчки изделию сообщают дополнительный непрерывный поворот, обеспечивающий постоянство ее ширины.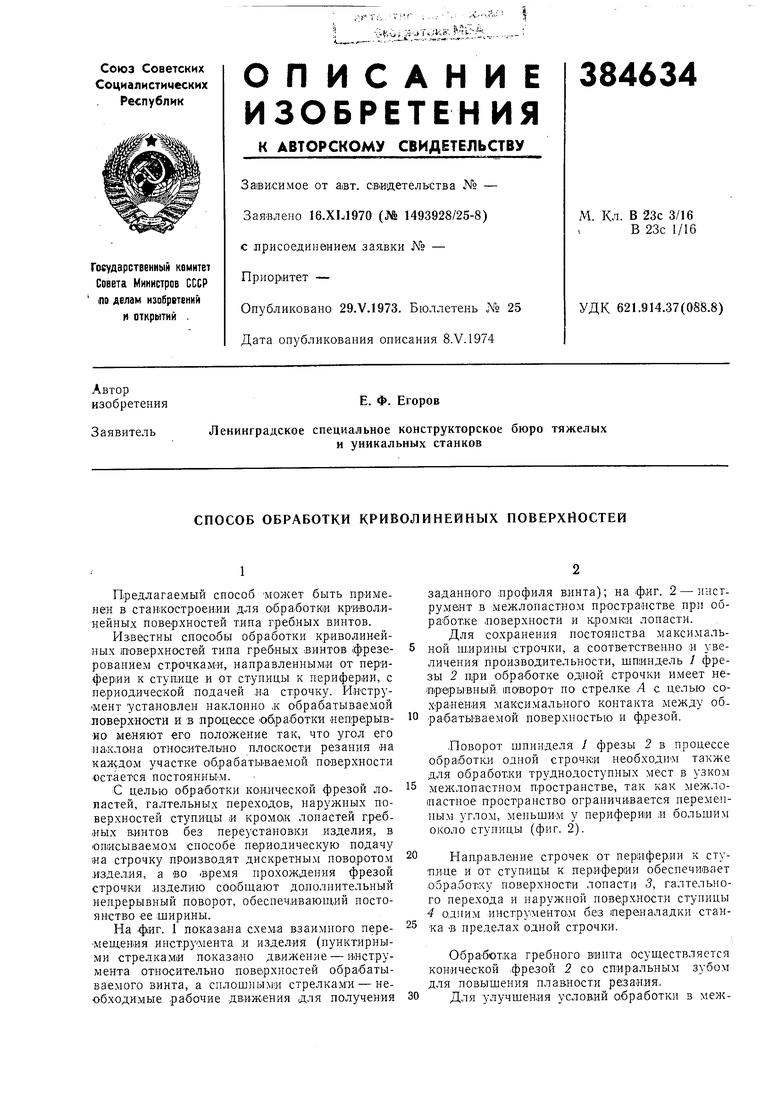
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ГРЕБНЫХ ВИНТОВ | 1972 |
|
SU421437A1 |
| Способ обработки винтовых поверхностей лопастей гребных винтов | 1990 |
|
SU1745526A1 |
| Станок для обработки сложных поверхностей | 1983 |
|
SU1146140A1 |
| Способ обработки винтовых поверхностей | 1990 |
|
SU1757801A2 |
| Способ изготовления крыльчаток | 1990 |
|
SU1754347A1 |
| Способ пятикоординатной механической обработки пространственно-сложных криволинейных поверхностей | 1972 |
|
SU533294A1 |
| Способ обработки винтовых поверхностей | 1984 |
|
SU1180241A1 |
| Способ фрезерования рабочих поверхностей нагнетателя | 1983 |
|
SU1115867A1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| Способ обработки сложных поверхностей | 1985 |
|
SU1255303A1 |
