Изобретение относится к машиностроению, в частности к изготовлению крыльчаток, и может быть использовано при обработке дна межлопастных каналов на станках с программным управлением.
Крыльчатки представляют собой сложные по форме детали с большим числом криволинейных лопастей переменного сечения. Изготовление крыльчаток связано со сложными операциями механической обработки наружных и внутренних контуров лопас тей, а также межлопастных поверхностей.
Известен способ обработки крыльчаток, при котором криволинейные л опастии впадины между лопастями фрезеруют последовательно в трех черновых и трех чистовых операциях. Выпуклые и вогнутые поверхности лопастей фрезеруют продольным и поперечным ходом стола с одновременным вертикальным перемещением фрезы. Поверхность впадины между криволинейными смежными лопастями фрезеруют закругленным концом фрезы строчечным методом с перемещением фрезы от периферии крыльчатки к ее центру.
Недостатком известного решения является то, что поверхность впадины выполняют строчками, след от которых представляет или прямые линии в плане с равным шагом между ними (обычно при обработке по копиру) или два перекрывающих друг друга в центре участка криволинейных линий (обычно при обработке на станках с программным управлением). В последнем случае на каждом участке следы представляют собой линии криволинейного профиля, кривизна линии одного из участков равна кривизне профиля спинки лопасти в прикорневом сечении, а другого- кривизне профиля корыта смежной лопасти в прикорневом сечении Поскольку кривизна указанных прикорневых сечений разная, то участки перекрывают, выполняя обработку каждого с переходом за ось впадины. Из-за того, что полученная строчечная поверхность в обоих случаях не совпадает с направлением воздушного потока, приходится вводить дополнительные операции зачистки строчек и последующего полирования, которые обычно выполняются вручную. Таким образом известная технология приводит к повышению трудоемкости изготовления крыльчатки.
Целью изобретения является снижение трудоемкости изготовления крыльчатки.
Поставленная цель достигается тем, что согласно способу изготовления крыльчаток, включающему чистовое фрезерование спинки и корыта криволинейных лопастей и впадия между ними, причем последние фрезеруют строчечным методом, кривизну следа на поверхности впадины при каждом строчечном проходе монотонно изменяют от кривизны, эквидистантной кривизне профиля спинки лопасти в прикорневом сечении, до кривизны, эквидистантной кривизне профиля корыта смежной лопасти в прикорневом сечении, кроме того, фрезеровку впадины начинают непосредственно после фрезеровки одной из поверхностей смежных лопастей, образующих межлопастное пространство, а заканчивают непосредственно перед фрезеровкой противолежащей поверхности другой лопасти.
Суть предложенного решения в том, что при таком выполнении поверхности впадины не требуется производить зачистку строчек, так как образуемые ими выступы и канавки имеют то же направление, что и воздушный поток в межлопастном пространстве и поэтому не являются источником турбулентности движения или срывов воздушного потока. Поэтому непосредственно после фрезеровки можно производить полировку, чтобы увеличить чистоту обработанных поверхностей. Трудоемкость обработки снижается и за счет того, что в предложенном способе обработки поверхности впадины по вышеуказанным причинам может производиться с увеличенным расстоянием между строчками, отсутствует необходимость в двойной обработке центральной части впадины, как это делается у
прототипа, где обработка ведется с двух сторон межлопастного пространства, а также за счет того, что обработку всех поверхностей, образующих межлопастное
пространство, выполняют за один переход, а всю крыльчатку в непрерывном цикле.
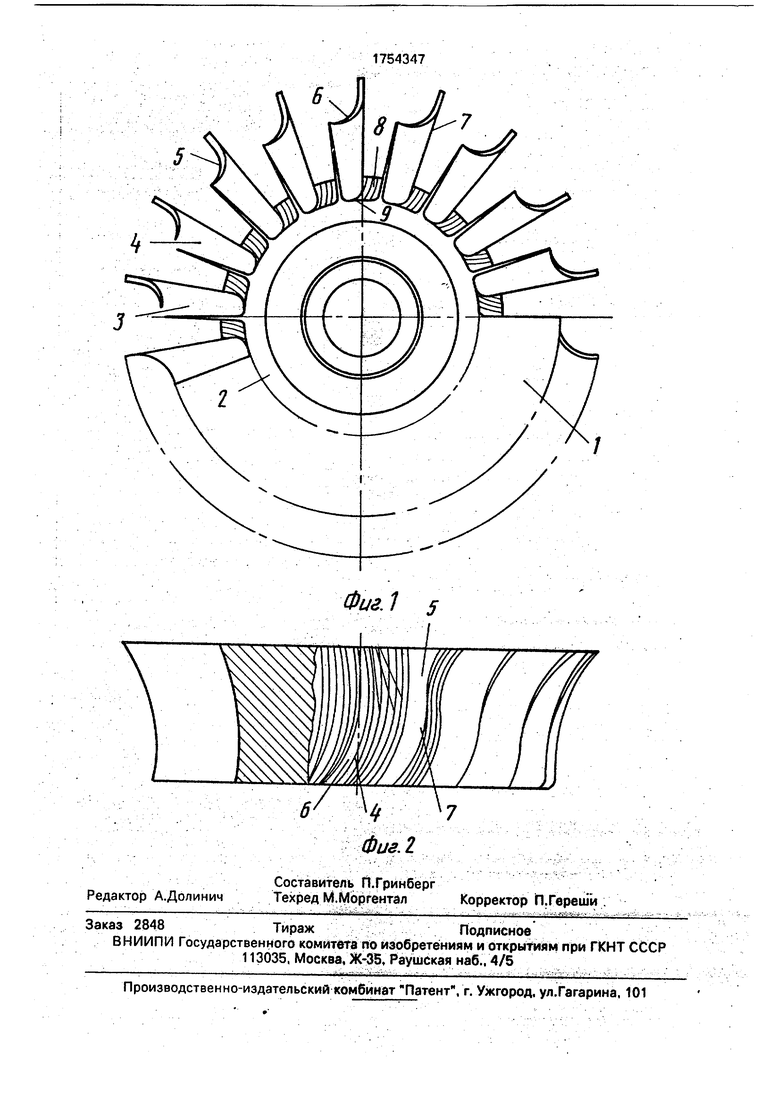
На фиг.1 изображена крыльчатка; на фиг 2 - крыльчатка, вид сверху.
Крыльчатка 1 содержит корпус 2, на периферии которого расположены лопасти 3, спинка А и корыто 5 смежных лопастей б и 7 и расположенная между ними впадина 8 образуют межлопастное пространство. Спинка 4 имеет в прикорневом сечении 9 лопасти кривизну рс , а корыто 5 криоизнури .
Способ осуществляют следующим образом.
На крыльчатке с предварительно обработанными лопастями и впадинами производят чистовое фрезерование спинки 4 лопасти 6 и прикорневого сечения с кривизной /9k , затем строчными проходами фрезеруют поверхность впадины 8, изменяя при каждом проходе радиус кривизны
строчки 10 от р рс на первом проходе до рп р. на последнем проходе, после чего фрезеруют корыто лопасти 7. Затем цикл повторяется. После чистовой фрезерной обработки поверхностей лопастей и
впадин осуществляют полировку обработанных поверхностей экструзионным методом.
Формула изобретения
1. Способ изготовления крыльчаток,
включающий чистовое фрезерование спинки и корыта лопастей и впадин между ними, причем последние обрабатывают криволинейными строчками, отличающийся
тем, что, с целью снижения трудоемкости изготовления крыльчаток, в процессе обработки впадин кривизну строчек монотонно изменяют, при этом одна из крайних строчек эквидистантна профилю спинки лопасти
в прикорневом сечении, а другая эквидистантна профилю корыта в прикорневом сечении смежной с первой лопасти.
2. Способ по п. 1,отличающийся тем, что фрезерование впадин производят
между фрезерованием спинки и корыта смежных лопастей, образующих межлопастное пространство.
4
7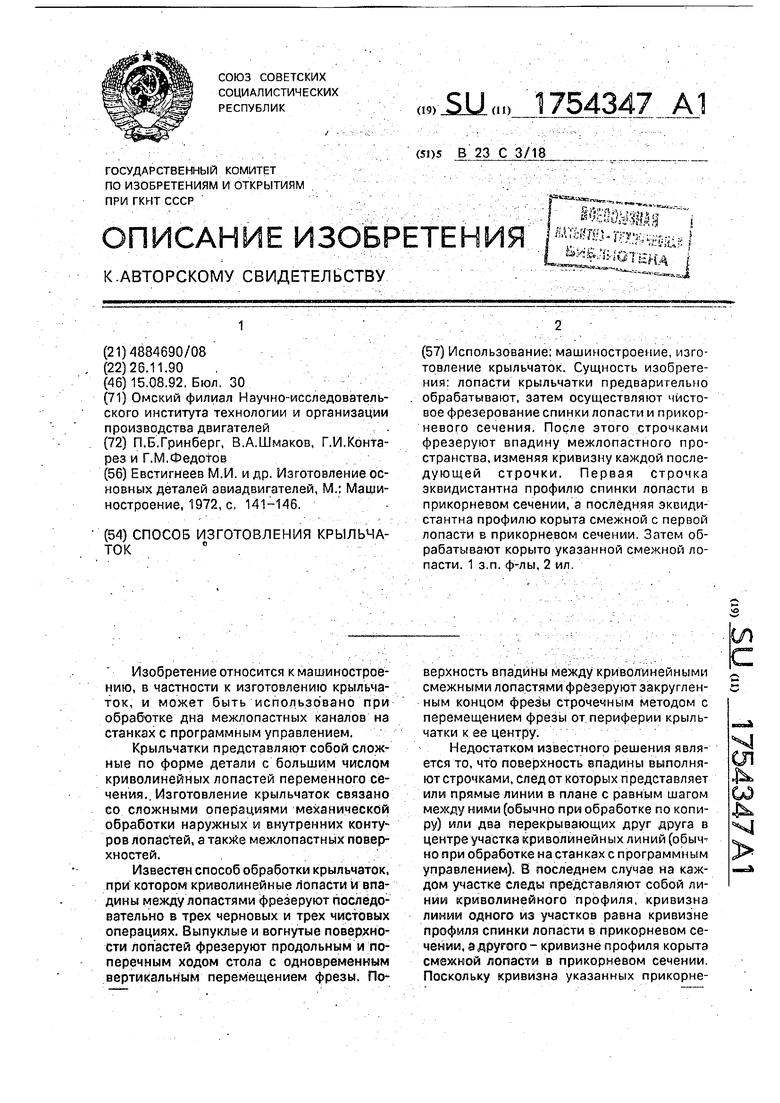

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКОЛЕС ИЛИ КРЫЛЬЧАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ (ГТД) | 2005 |
|
RU2300447C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОФРЕЗЕРОВАННОГО РАБОЧЕГО КОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2625860C1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2003 |
|
RU2247011C2 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2010 |
|
RU2429949C1 |
| Способ обработки криволинейных поверхностей | 1982 |
|
SU1060349A1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2482940C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2678222C1 |
| СПОСОБ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU384634A1 |
| Способ обработки лопаток блиска газотурбинного двигателя | 2018 |
|
RU2689476C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ МЕЖЛОПАТОЧНЫХ КАНАЛОВ МОНОКОЛЕСА ГТД И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264891C1 |
Использование: машиностроение, изготовление крыльчаток. Сущность изобретения- лопасти крыльчатки предварительно обрабатывают, затем осуществляют чистовое фрезерование спинки лопасти и прикорневого сечения. После этого строчками фрезеруют впадину межлопастного пространства, изменяя кривизну каждой последующей строчки. Первая строчка эквидистантна профилю спинки лопасти в прикорневом сечении, а последняя эквидистантна профилю корыта смежной с первой лопасти в прикорневом сечении. Затем обрабатывают корыто указанной смежной лопасти. 1 з п. ф-лы, 2 ил
Фив.1
| Евстигнеев М.И | |||
| и др | |||
| Изготовление основных деталей авиадвигателей, М.: Машиностроение, 1972, с, 141-146. |
