Изобретение относится к области железнодорожного транспорта, к ремонту грузового подвижного состава и, в частности, ремонту фрикционной части двухосной тележки модели 18-100 (ЦНИИ-ХЗ).
Известен способ сборки фрикционного комплекта тележки 18-100 при выпуске вагонов из планового ремонта согласно руководящему документу. Инструкция по ремонту тележек грузовых вагонов: РД 32 ЦВ 052-2002 / Проектно-конструкторское бюро ЦВ МПС: Введ. 16.12.2004 - М., 2002. - 71 с. Способ основан на постановке только новых чугунных клиньев, имеющих один размер полноты.
Недостатком данного способа является необеспечение нормативов положения фрикционных клиньев относительно нижней опорной поверхности надрессорной балки, установленных Инструкцией РД 32 ЦВ 052-2002. Это следует из выполненного авторами расчета возможного положения фрикционных клиньев при различных вариантах взаимного сочетания допускаемых максимальных, минимальных и средних значений параметров полноты надрессорной балки; расстояния между фрикционными планками и полноты фрикционных клиньев.
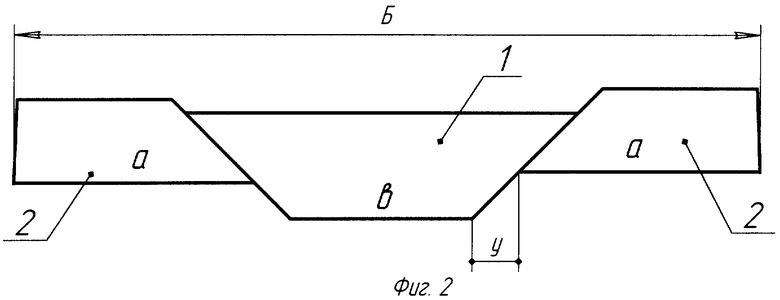
В результате расчета установлено, что предельное занижение фрикционных клиньев относительно нижней опорной поверхности надрессорной балки возможно до 13 мм, а завышение до 1,5 мм, что не соответствует установленным нормативам - занижение при капитальном ремонте не более 12, при деповском не более 8 мм и завышение при капитальном ремонте не допускается. Возможные положения фрикционных клиньев представлены на фигуре 1 - занижение и на фигуре 2 - завышение.
Цель предлагаемого изобретения - обеспечение заданных нормативов до сборки тележки и за счет этого повышение производительности труда, предупреждение отказов вагонов в эксплуатации из-за ненормативного расположения клиньев относительно нижней опорной поверхности надрессорной балки.
Поставленная цель достигается следующим образом.
Новые чугунные фрикционные клинья предлагается выпускать шести размерных групп в зависимости от их полноты. Соответственно, при поступлении на позицию сборки тележек клинья будут разделены по полноте на соответствующие размерные группы.
При сборке фрикционного комплекта предварительно проводят измерения расстояния между фрикционными планками вверху и полноты надрессорной балки.
Далее определяют разность этих величин Δ, мм, по зависимости:

где Б - расстояние между фрикционными планками вверху, мм;
в - полнота надрессорной балки, мм.
По полученному значению Δ определяют требуемую полноту клиньев для данного фрикционного комплекта и соответственно номер группы, где расположены требуемые клинья.
Существенными отличительными признаками заявляемого изобретения являются: изготовление новых чугунных фрикционных клиньев шести групп в зависимости от полноты и, соответственно, поступление новых клиньев на позицию ремонта тележек шести размерных групп, предварительное определение разности расстояния между фрикционными планками на боковой раме и полнотой надрессорной балки по формуле (1), и далее, по полученному значению Δ определение требуемой полноты фрикционных клиньев для данного комплекта.
При этом обеспечивается оптимальное расположение клиньев с занижением на 6-10 мм относительно нижней опорной поверхности надрессорной балки.
Выполненными авторами расчетами установлено, что допускаемое занижение клиньев не более 10 мм (среднее между 12 и 8 мм) соответствует коэффициенту трения, установленному ГОСТ 9246-79 «Тележки двухосные грузовых вагонов магистральных железных дорог колеи (1520) мм. Технические условия».
Расчетные величины Δ определены при различных значениях размеров «Б» и «в» в пределах допускаемых нормативов, представлены в таблице 1 и находятся в диапазоне от 451 до 474 мм.
Расчетные величины Δ при различных сочетаниях нормативных значений Б и в
Для обеспечения нормативов предложено разделить полученный диапазон значений Δ на 6 интервальных групп, которые приведены в таблице 2.
Расчетное значение полноты фрикционного клина, ap, определяется по следующей зависимости:
где у - нормативное значение положения фрикционного клина относительно нижней опорной поверхности надрессорной балки.
С учетом полученных групп по разности величин Б и в рассчитана полнота фрикционного клина при оптимальной величине занижения от 6 до 10 мм. Варианты подбора фрикционных клиньев в зависимости от полноты приведены в таблице 2.
Варианты подбора клиньев из групп с различной полнотой
Пример осуществления способа.
На фигурах 1 и 2 показаны схемы положения фрикционных клиньев в рессорном комплекте тележки, где 1 - надрессорная балка, 2 - фрикционный клин, в - полнота надрессорной балки, а - полнота фрикционного клина, Б - расстояние между фрикционными планками вверху.
На позиции сборки тележек грузовых вагонов размещают подготовленные к установке две боковые рамы и надрессорную балку. Типовыми средствами измерения определяют расстояние между фрикционными планками вверху, Б, мм, у одной боковой рамы. Определяют полноту надрессорной балки, в, мм, с одной стороны. Определяют разность Δ по формуле 1 и соответственно группу клиньев. Величину Δ можно определять с помощью разработанной авторами таблицы 3. Для этого, определив величину Б, например 634 мм, и величину в, например 172 мм, в пересечении соответствующих граф и строк находят разность Δ=Б - в, равную 462 мм и номер группы клиньев, в данном случае III, которые следует установить на тележку. Из соответствующей группы берут два клина и устанавливают на тележку.
Таблица для определения разности величин расстояний между фрикционными планками рессорного проема «Б» боковой рамы и полнотой надрессорной балки «е» и определение группы необходимых клиньев
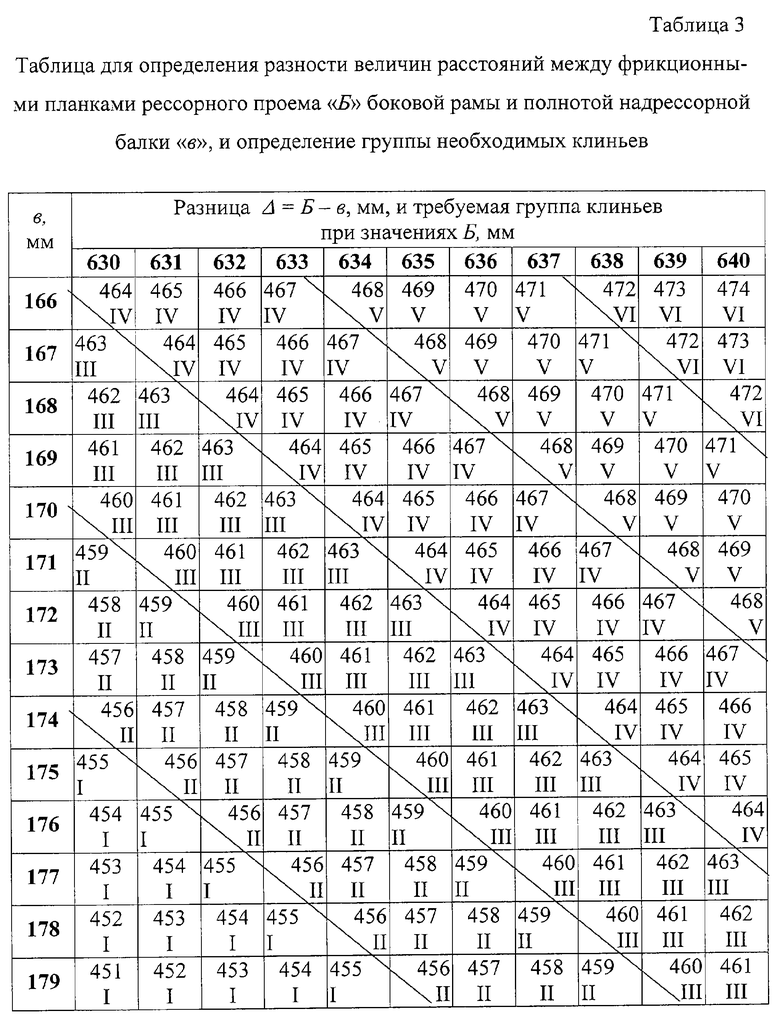
При этом обеспечивается принятое к расчету занижение 6-10 мм. Далее аналогично измеряется расстояние между фрикционными планками второй боковой рамы и полнота надрессорной балки с другой стороны. Согласно таблице 3 также определяют номер группы фрикционных клиньев, которые устанавливают во второй фрикционный комплект тележки.
При отсутствии в этой группе клиньев допускается использовать клинья из предыдущей группы согласно таблице 2. Например, при отсутствии клиньев в группе II допускается использование клиньев из группы I, при этом занижение составит 4-8 мм. Поэтому использование клиньев из других групп следует рассматривать как нежелательное исключение.
Предлагаемый способ обеспечивает установленное положение фрикционного комплекта тележки 18-100 при ремонте грузовых вагонов.
Внедрение данного способа обеспечит своевременный выпуск вагонов из ремонта и предупредит отказы в эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДБОРА ПО ВЫСОТЕ ПРУЖИН РЕССОРНЫХ КОМПЛЕКТОВ ТЕЛЕЖЕК МОДЕЛИ 18-578 ПРИ ПЛАНОВЫХ ВИДАХ РЕМОНТА ВАГОНОВ | 2006 |
|
RU2333046C1 |
| СПОСОБ РЕМОНТА ВАГОННОЙ ТЕЛЕЖКИ ЖЕЛЕЗНОДОРОЖНОГО СОСТАВА МОДЕЛИ 18-9598 | 2015 |
|
RU2592030C1 |
| ТЕЛЕЖКА ДВУХОСНАЯ ТРЕХЭЛЕМЕНТНАЯ ГРУЗОВЫХ ВАГОНОВ ЖЕЛЕЗНЫХ ДОРОГ И СПОСОБ ПОСТРОЕНИЯ ТИПОРАЗМЕРНОГО РЯДА ТЕЛЕЖЕК | 2015 |
|
RU2608205C2 |
| СПОСОБ ОБЕСПЕЧЕНИЯ НОРМ ЗАЗОРОВ В СКОЛЬЗУНАХ ПРИ РЕМОНТЕ ГРУЗОВЫХ ВАГОНОВ С ТЕЛЕЖКАМИ ЦНИИ-Х3 (МОДЕЛЬ 18-100) | 2005 |
|
RU2289093C2 |
| СПОСОБ СНИЖЕНИЯ ИЗНОСА СИСТЕМЫ КОЛЕСО-РЕЛЬС И КОНСТРУКЦИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2449910C2 |
| Фрикционно-амортизирующее устройство тележки грузового вагона | 2023 |
|
RU2811186C1 |
| СПОСОБЫ МОДЕРНИЗАЦИИ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2019 |
|
RU2722288C1 |
| Фрикционный амортизатор тележки грузового вагона | 1987 |
|
SU1437277A1 |
| ЦЕНТРАЛЬНОЕ РЕССОРНОЕ ПОДВЕШИВАНИЕ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2006 |
|
RU2337845C1 |
| ТЕЛЕЖКА ГРУЗОВОГО ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА С ЦЕНТРАЛЬНЫМ РЕССОРНЫМ ПОДВЕШИВАНИЕМ ЛЮЛЕЧНОГО ТИПА | 2018 |
|
RU2706677C1 |
Изобретение относится к области ремонта рельсовых транспортных средств. Способ оптимальной сборки фрикционного комплекта тележки модели 18-100 при выпуске вагонов из планового ремонта включает измерение расстояния между фрикционными планками боковых рам, определение полноты надрессорных балок и установку фрикционных клиньев. Фрикционные клинья разбивают на 6 размерных групп и при сборке тележки после измерений расстояния между фрикционными планками вверху и полноты надрессорной балки, определив разность этих величин, находят и устанавливают клинья из соответствующей размерной группы для получения нормированного положения клиньев для данного фрикционного комплекта. Технический результат - обеспечение нормирования положения клиньев фрикционных комплектов, своевременный выпуск вагонов из ремонта и предупреждение отказов вагонов в эксплуатации. 2 ил., 3 табл.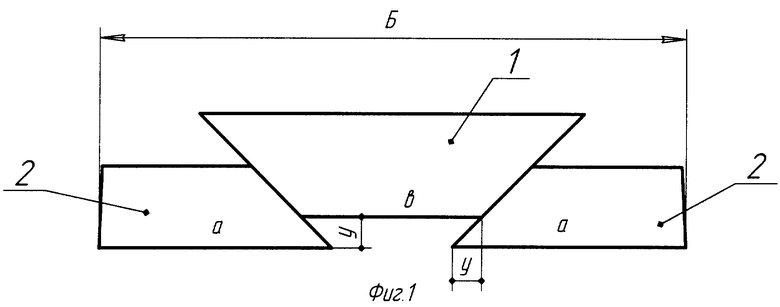
Способ оптимальной сборки фрикционного комплекта тележки модели 18-100 при выпуске вагонов из планового ремонта, включающий измерение расстояния между фрикционными планками боковых рам, определение полноты надрессорных балок и установку фрикционных клиньев, отличающийся тем, что фрикционные клинья разбивают на 6 размерных групп и при сборке тележки после измерений расстояния между фрикционными планками вверху (Б) и полноты надрессорной балки (в), определив разность этих величин по формуле Δ=Б-в, находят и устанавливают клинья из соответствующей размерной группы для получения нормированного положения клиньев для данного фрикционного комплекта.
| Способ разборки рессорно-фрикционного комплекта тележки с боковинами и надрессорной балкой | 1986 |
|
SU1393691A1 |
| Мордвинкин Н.А., Алексеев В.Д | |||
| Осмотр и ремонт вагонов в поездах | |||
| М.: Транспорт, 1981,с.184-187 | |||
| Погорелый Б.Г., Козлов Г.И | |||
| Устройство и ремонт вагонов | |||
| М.: Транспорт, 1982, с.155-156. | |||

