Изобретение относится к машиностроению, а именно к способам подачи смазочно-охлаждающих технологических средств (СОТС), применяемых при обработке металлов резанием, в частности к способам подачи кислородсодержащих СОТС.
Известен способ подачи кислорода при резании металлов путем предварительной аэрации СОЖ кислородом или озоном. При этом наблюдается увеличение стойкости инструментов до 100 процентов по сравнению с резанием на воздухе [1] .
Недостатком данного способа является непостоянство концентрации кислорода в зоне контактирования инструментального и обрабатываемого материалов. Кроме того, процесс требует наличия дополнительного оборудования, что удорожает применяемое технологическое средство.
Известен также способ подачи газообразного кислорода под избыточным давлением в зону контакта при резании через специальное сопло, расположенное в непосредственной близости от зоны резания [2] .
Наиболее близким по технической сущности и достигаемому эффекту является способ подачи кислорода при обработке металлов резанием в виде озоно-воздушной смеси под давлением посредством специального сопла. Озоно-воздушная смесь формируется в непосредственной близости от зоны резания путем ионизации воздуха коронным разрядом [3] .
Основным недостатком данных способов является затрудненность контроля концентрации кислорода в СОТС. Кроме того, при получении озона необходимо осуществлять постоянный контроль его концентрации в воздухе согласно медицинским рекомендациям.
Техническим результатом настоящей работы является разработка способа увеличения до оптимальных значений концентрации кислорода в зоне контакта взаимодействующих металлических поверхностей при обработке металлов резанием; повышение стойкости инструментов.
Это достигается тем, что в известном способе подачи кислородосодержащего СОТС в зону контакта металлических поверхностей, включающем предварительную аэрацию СОТС озоном, в качестве СОТС используют дистиллированную воду, при этом подачу озонированной дистиллированной воды в зону контакта осуществляют в магнитных микрокапсулах.
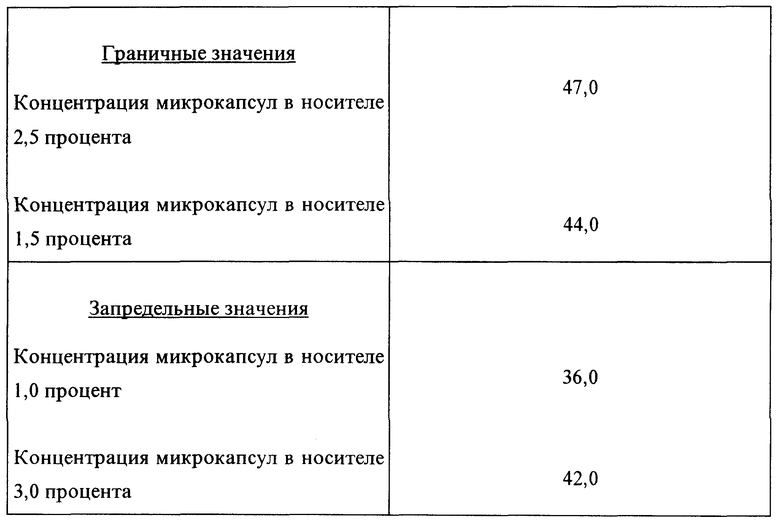
Кислород образуется непосредственно в зоне контакта при разрушении озона, который предварительно вводился в состав дистиллированной воды барбатацией. Озонированная дистиллированная вода заключалась в микрокапсулы по [4] , подавались в зону резания посредством жидкого носителя по методике [5] . Направленность движения микрокапсул к зоне резания обеспечивалась естественными магнитными полями. Подача жидкого носителя с микрокапсулами в зону контакта осуществлялась каплями с периодичностью 1-5 с-1 при концентрации микрокапсул в носителе 1,5-2,5%.
Достаточно высокие температуры плавления оболочек микрокапсул (220-230oС) и наличие поступательного движения микрокапсул в направлении зоны контакта обуславливали вскрытие их непосредственно в зоне взаимодействия контактирующих металлов с одновременным сохранением микрокапсул, находящихся вне этой зоны.
Кислород, выделяющийся в результате деструкции озона при разрушении микрокапсул, активно взаимодействует со свежевскрытыми металлическими поверхностями, в результате чего на границе раздела инструмент-обрабатываемый материал, в результате протекания химических реакций, формируются вторичные структурные образования (оксидные пленки), экранирующие адгезионные взаимодействия между инструментальным и обрабатываемым материалом.
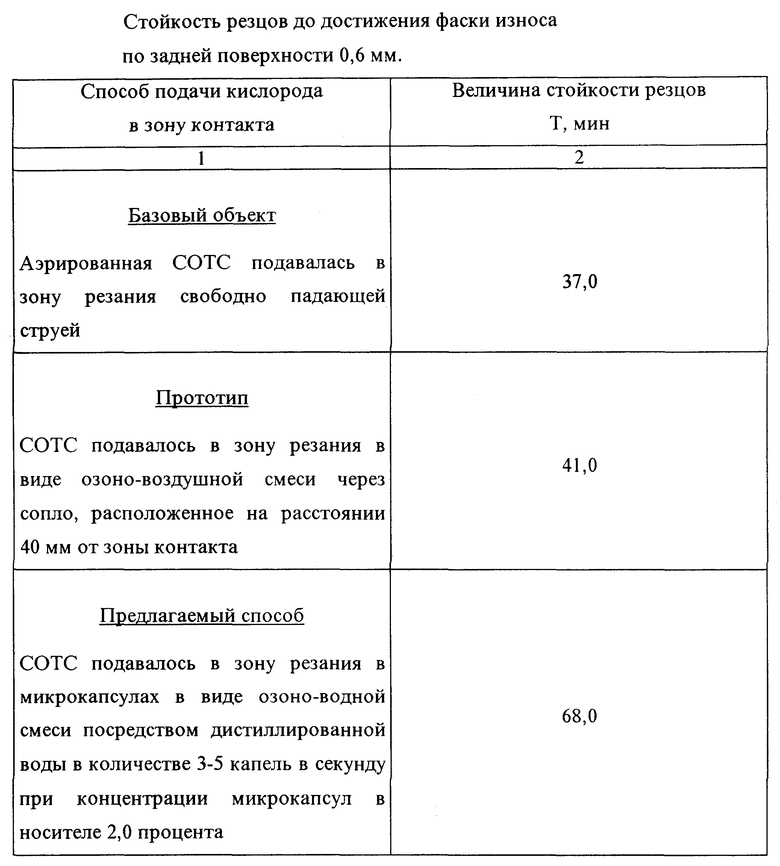
Пример. При точении титанового сплава ВТ6 ГОСТ 19807-74, ОСТ 1.90173-75 упорнопроходными резцами из быстрорежущей стали Р6М5 при глубине резания t= 0,5мм, подаче S= 0,1 мм/об и скорости резания V= 0,46 м/с в качестве СОТС использовались: водоэмульсионная СОЖ Аквол-6 ТУ 38.101875-82, подвергнутая аэрации кислородом, озоно-воздушная смесь, подаваемая через специальное сопло, и предлагаемые магнитные микрокапсулы, заполненные озонированной дистиллированной водой. СОЖ Аквол-6 подавалась в зону резания свободно падающей струей. Микрокапсулы вводились в зону резания посредством жидкого носителя, в качестве которого использовалась дистиллированная вода, подаваемая каплями из расчета 1-5 с-1 при концентрации микрокапсул 1,5-2,5% от веса носителя. В качестве сегнетоэлектрика использовался магнетит Fe2О3 с размером частиц 10-15 нм, введенный в микрокапсулы при их изготовлении. За критерий износа принимался износ по задней поверхности резца до достижении фаски износа 0,6 мм. Результаты изменения стойкостных характеристик инструментов приведены в таблице.
Подача микрокапсулированной СОТС в количестве, меньшем, чем 1-5 с-1, приводила к понижению стойкости инструмента в результате его теплового разрушения. Увеличение количества СОТС вело к повышению ее расхода при незначительном, на 10-20%, повышении стойкости резцов.
Предлагаемый способ подачи кислородсодержащей СОТС в зону контакта при обработке металлов резанием позволяет эффективно повысить стойкость инструментов и улучшить экологию процессов металлообработки.
Литература
1. Латышев В. Н. Повышение эффективности СОЖ. М. : Машиностроение, 1984, 65 с.
2. Латышев В. Н. Исследование физических и химических процессов при резании металлов с применением жидких и газообразных сред //В кн. "Применение химически-активных смазок при обработке металлов в текстильном машиностроении". Иваново, 1968, с. 1-134.
3. Верещака А. С. , Кириллов А. К. , Чекалова Е. А. Повышение эффективности лезвийной обработки применением экологически чистых сред. //Труды 7-го межд. науч. -техн. семинара "Новые технологии в машиностроении: тенденции развития, менеджмент, маркетинг. Интерпартнер-97". Харьков: Гос. политехн. ун-т, 1997, с. 45-46.
4. Патент РФ 2147923 "Способ получения микрокапсул". Авторы: Латышев В. Н. , Наумов А. Г. , Чиркин С. А. , Прибылов А. Н.
5. Ратент РФ 2072291 "Способ подачи смазочно-охлаждающих технологических средств (варианты)". Авторы: Латышев В. Н. , Наумов А. Г. , Чиркин С. А. , Оношин Н. М. , Ключников С. В.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2004 |
|
RU2288087C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ (ВАРИАНТЫ) | 1994 |
|
RU2072291C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2011 |
|
RU2524877C2 |
| СПОСОБ ОХЛАЖДЕНИЯ И СМАЗКИ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2008 |
|
RU2411115C2 |
| Способ охлаждения и смазки режущих инструментов | 2016 |
|
RU2677441C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ (СОТС) | 2004 |
|
RU2288088C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИОНИЗИРОВАННЫХ И ОЗОНИРОВАННЫХ СОТС | 2004 |
|
RU2287419C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ГАЗООБРАЗНОГО СМАЗОЧНО-ОХЛАЖДАЮЩЕГО ТЕХНОЛОГИЧЕСКОГО СРЕДСТВА (СОТС) ДЛЯ ОХЛАЖДЕНИЯ И СМАЗКИ ИНСТРУМЕНТОВ | 2004 |
|
RU2288089C2 |
| СПОСОБ ОХЛАЖДЕНИЯ И СМАЗКИ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2011 |
|
RU2524871C2 |
| СПОСОБ ПОДАЧИ МАСЛЯНЫХ СОТС | 2005 |
|
RU2307015C2 |
Изобретение относится к машиностроению и может быть использовано при обработке металлов резанием. В основу способа положен процесс предварительной аэрации смазочно-охлаждающего технологического средства (СОТС) озоном. В качестве технологической среды используют дистиллированную воду. Подачу озонированной дистиллированной воды в зону контакта осуществляют в магнитных микрокапсулах. Такие действия поддерживают концентрацию кислорода в зоне резания постоянной, повышают стойкость инструментов и улучшают экологию процесса металлообработки. 1 табл.
Способ подачи кислородосодержащего смазочно-охлаждающего технологического средства (СОТС) в зону контакта металлических поверхностей при обработке металлов резанием, включающий предварительную аэрацию СОТС озоном, отличающийся тем, что в качестве технологического средства используют дистиллированную воду, при этом подачу озонированной дистиллированной воды в зону контакта осуществляют в магнитных микрокапсулах.
| ВЕРЕЩАКА А.С | |||
| и др | |||
| Повышение эффективности лезвийной обработки применением экологически чистых сред | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| - Харьков: Государственный политехнический университет, 1997, с.45 и 46 | |||
| Способ абразивной обработки | 1982 |
|
SU1030150A1 |
| Способ абразивной обработки | 1981 |
|
SU1029517A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ (ВАРИАНТЫ) | 1994 |
|
RU2072291C1 |
| БАРЬЕР ДЛЯ МОБИЛЬНОГО ЗАГРАЖДЕНИЯ | 2008 |
|
RU2378604C1 |

