Изобретение относится к устройству для калибровки профилей из пластика, в частности полых камерных профилей, которые на предшествующем этапе изготовляют в экструдере в форме бесконечной заготовки, содержащему калибровочный стол, участок сухой калибровки и участок мокрой калибровки.
При этом предлагаемое изобретение относится к той части устройства для изготовления профилей методом экструдирования, которая необходима для калибровки - определенному охлаждению и геометрически точному формованию - бесконечной профильной заготовки и обозначена как калибровочный стол (стол вакуумной калибровки).
Согласно уровню техники (см. патентный документ WO 2004/037516 А2) пластиковые профили изготавливают в форме бесконечной заготовки методом экструдирования, обычно на экструзионной установке, состоящей из экструдера, который пластифицирует полимерную композицию в непрерывном процессе, экструзионной насадки, в которой пластифицированную массу формируют в мягкую профильную заготовку, калибровочного инструмента для определенного отвода тепла из профильной заготовки и геометрически точного формования, калибровочного стола, на котором может быть установлен и точно отъюстирован калибровочный инструмент и который обладает требуемой степенью вакуумирования и интенсивностью охлаждения, тянуще-захватного устройства, которое посредством трения с равномерной скоростью протягивает профильную заготовку через калибровочный инструмент, а также торцовочного устройства для определенного разделения бесконечной профильной заготовки на прутки профильного сечения одинаковой длины. Торцовочное устройство может быть выполнено как летучая пила с вращающимся пильным полотном для разделения резанием или как разрезной блок с отрезным ножом для разделения резанием. Для изготовления пластиковых профилей используется одноканальный или двухканальный метод экструдирования.
По экономическим соображениям значение двухканального метода экструдирования, сравнительно с одноканальным методом экструдирования, все больше возрастает, так как примерно при аналогичной потребности в площади он обеспечивает удвоение производительности.
В соответствующем уровню техники устройстве для калибровки пластиковых профилей калибровочный инструмент, состоящий из участка сухой калибровки и участка мокрой калибровки, установлен и закреплен по всей длине на зажимной раме калибровочного стола. Зажимная рама, соответственно калибровочный стол отличаются возможностями вертикального, поперечного (относительно направления экструдирования) и продольного перемещения, чтобы обеспечить точное соосное положение калибровочного инструмента относительно насадки инструмента. По шлангопроводам на калибровочный инструмент подается вода охлаждения и вакуум с калибровочного стола. При этом согласно технологическому процессу, как правило, требуются различные уровни вакуума на отдельных участках сухой калибровки и относительно камеры мокрой калибровки (вакуумной камеры). Вода охлаждения подается в блоки сухой калибровки и внутри блоков сухой калибровки распределяется по отверстиям для охлаждения. Нагретая вода охлаждения вытекает из блоков сухой калибровки и стекает в водосборную ванну, которая расположена под зажимной рамой, и в дальнейшем течении через специальные сливные отверстия в находящиеся внизу резервуары или непосредственно в находящийся сбоку от процесса канал рециркуляции, например в холодильную установку. В случае полых камерных профилей внутри камеры мокрой калибровки требуется вакуум, так что нагретую воду охлаждения, как правило, отсасывают из камеры и после разделения вода/воздух без давления отводят в находящийся сбоку от процесса канал рециркуляции. В случае цельных профилей, необходимость в вакууме в камере мокрой калибровки отпадает, так что вода охлаждения перетекает непосредственно через край камеры мокрой калибровки в расположенную ниже водосборную ванну.
Недостатки в калибровочном устройстве согласно уровню техники выражены в следующих аспектах:
• водосборная ванна простирается по всей длине калибровочного стола (как правило, по меньшей мере, по всей длине калибровочного инструмента),
• огромная величина поверхности водосборной ванны соответствует ширине и длине калибровочного стола и приводит в дополнительному нагреву выходящей из калибровочного инструмента воды охлаждения, вследствие чего возникает повышенный спрос интенсивности охлаждения для охлаждения оборотной воды. Обычная температура охлаждающей воды на входе в калибровочный инструмент составляет примерно 12°C-18°С, в среднем охлаждающая вода нагревается в калибровочном инструменте примерно от 0,5°C до 3°С. В зависимости от температуры помещения происходит дальнейший нагрев оборотной охлаждающей воды в водосборной ванне, что означает исключительно расход энергии.
• Калибровочный стол простирается по всей длине калибровочного инструмента, которая в зависимости от экструзионной мощности составляет обычно величины примерно от 5 м до 20 м. Это приводит к дорогостоящей конструкции.
• Используемые для энергоснабжения калибровочного инструмента линии обычно представляют собой шлангопроводы, которые ввиду путей перемещения зажимной рамы относительно калибровочного стола имеют большую длину, выступают сбоку за пределы калибровочного стола и проложены провисающими петлями. Это означает нестабильные гидротехнические условия, так как в провисающих шлангах для вакуума в наиболее низко расположенных местах образуются скопления воды, которая в случае повышения давления транспортируется в вакуум или течет назад в наиболее низкие места шланга для вакуума. Это приводит к неприятным «скачкам» давления, которые заметны в наглядных проявлениях (периодические изменения в размере, непостоянство кромок, периодическое различие в толщине стенок и т.д.).
Задача изобретения состоит в том, чтобы устройство для калибровки профилей из пластика, в частности полых камерных профилей, усовершенствовать таким образом, чтобы минимизировать расход охлаждающей среды для оборотной воды охлаждения. Одновременно предполагается также снизить в целом конструктивные затраты на устройство.
Задача согласно изобретению решается тем, что калибровочный стол ограничен зоной участка сухой калибровки и переходной зоной к участку мокрой калибровки, при этом выступающая за калибровочный стол часть участка мокрой калибровки содержит далее, по меньшей мере, один опорный и питающий элемент для подачи охлаждающей воды и/или вакуума. Благодаря существенному уменьшению калибровочного стола вместе с водосборной ванной охлаждающей воды установка является не только энергетически существенно более эффективной, но также экономически более выгодной в изготовлении.
Согласно предпочтительному варианту осуществления, линии охлаждающей воды и вакуум-линии между частичными зонами участка мокрой калибровки и отдельными питающими элементами, соответственно калибровочным столом, выполнены предпочтительно жесткими и по существу простираются горизонтально. Нестабильные гидротехнические условия, обусловленные провисающими вакуумными шлангами, в которых в самых низких местах образуются скопления воды, могут быть за счет этого реально устранены.
Опорные и питающие элементы выполнены предпочтительно с возможностью перемещения, так что может быть сокращена переналадка.
Ниже изобретение излагается более детально на основе фиг.1-5. При этом показаны:
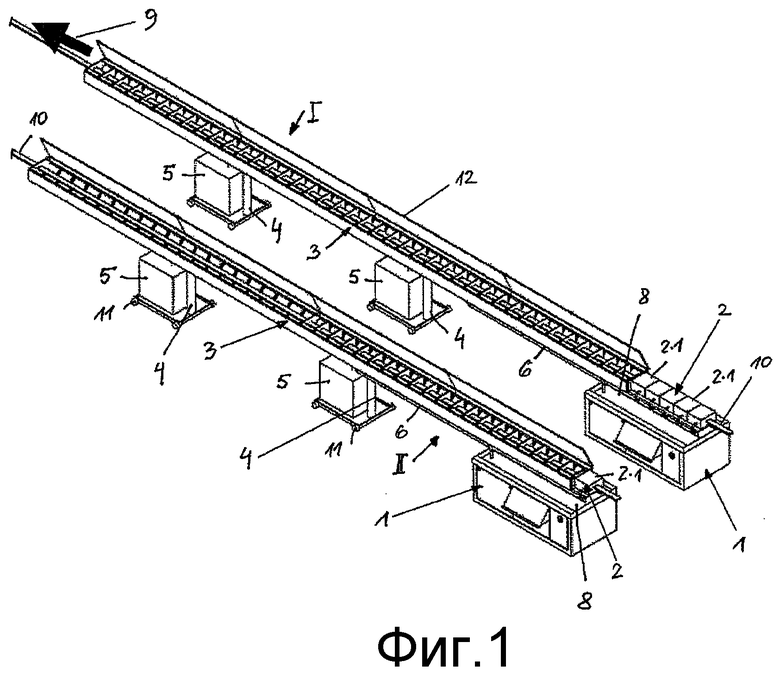
фиг.1 - устройство согласно изобретению для калибровки профилей из пластика, в частности полых камерных, в трехмерном изображении в первой (1) и во второй (II) производственной установке,
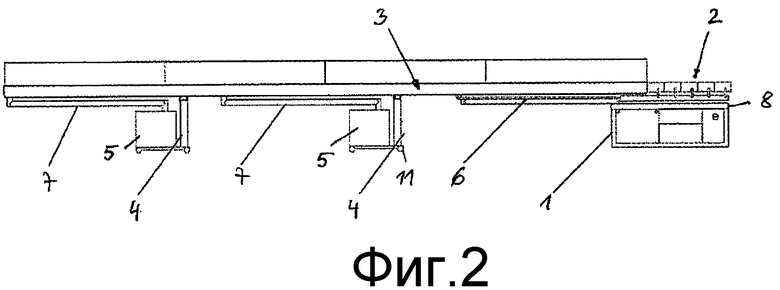
фиг.2 - калибровочное устройство с фиг.1, вид сбоку,
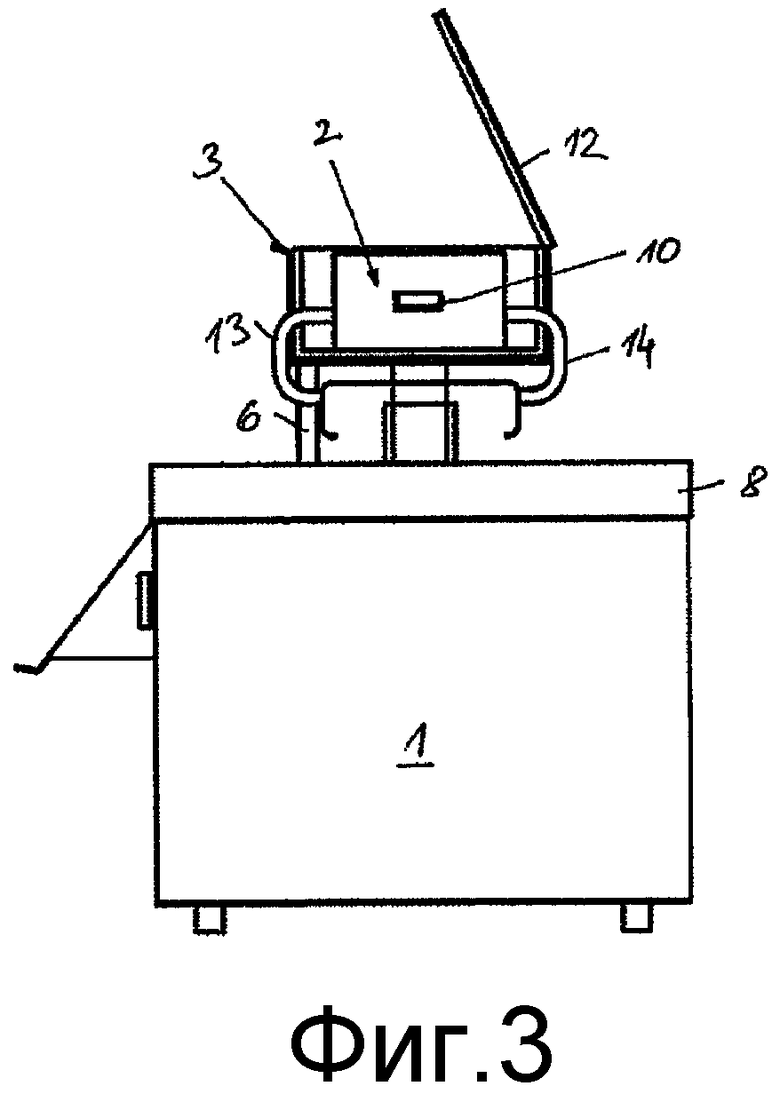
фиг.3 - устройство с фиг.2, вид спереди,
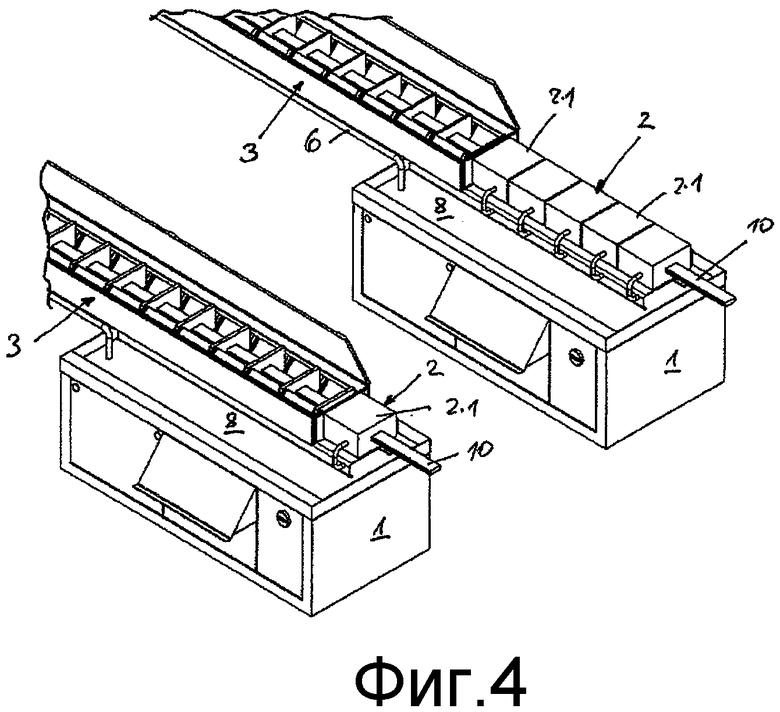
фиг.4 - увеличенная частичная зона обеих производственных установок по фиг.1, а также
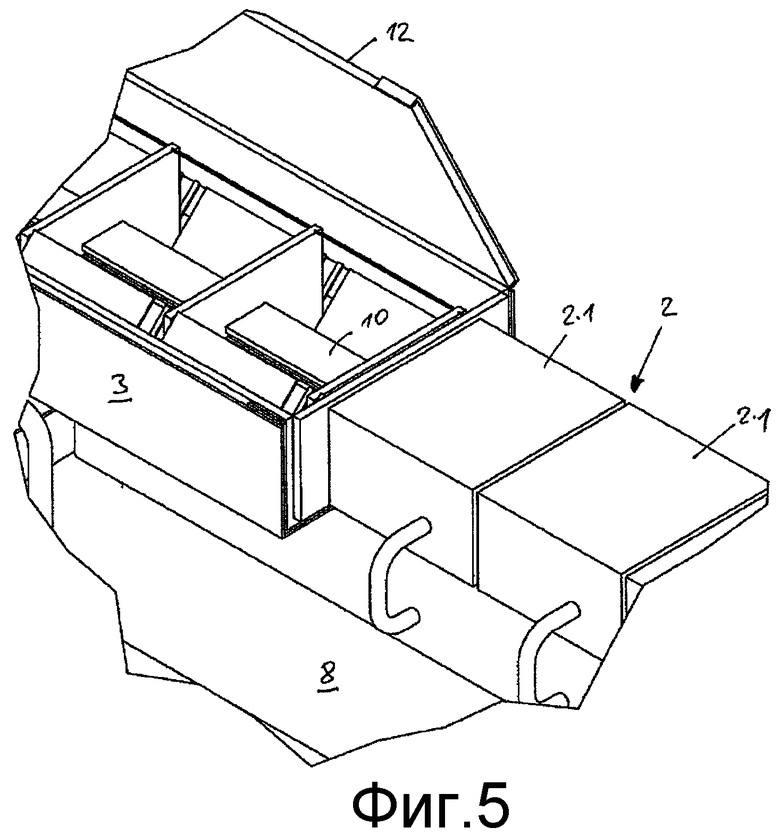
фиг.5 - переходная зона между участком сухой калибровки и участком мокрой калибровки устройства по фиг.1 в увеличенном изображении.
Предлагаемое изобретение описывает на фиг.1-5 устройство, которое позволяет изготавливать пластиковые профили 10 одноканальным методом экструдирования или двухканальным методом экструдирования и устраняет вышеописанные недостатки.
Устройство согласно изобретению для калибровки профилей имеет, в отличие от уровня техники, относительно небольшой калибровочный стол 1, который по существу ограничен зоной участка 2 сухой калибровки и переходной зоной к участку 3 мокрой калибровки. Соответственно уменьшается также размер водосборной ванны 8, которая улавливает выходящую из инструментов 2.1 сухой калибровки охлаждающую воду. Благодаря уменьшению водной поверхности, которая образует непосредственный контакт оборотной охлаждающей воды с температурой помещения, может быть существенно сокращен расход воды для охлаждения оборотной охлаждающей воды до требуемых 12°C-18°C.
Выступающая за калибровочный стол 1 часть участка 3 мокрой калибровки содержит опорные элементы 4, а также питающие элементы 5 для подачи охлаждающей воды и вакуума.
На фиг.1 в первой производственной установке 1 изображен участок 2 сухой калибровки, который включает в целом пять инструментов 2.1 сухой калибровки, которые имеют подвод 13 воды и подвод 14 вакуума. Калибровочное устройство может быть переналажено в производственную установку II, в которой участок 3 мокрой калибровки смещен вперед (относительно направления 9 экструдирования), при этом здесь используется лишь один инструмент 2.1 сухой калибровки. Вакуумплотная изоляция 12 участка 3 мокрой калибровки показана здесь в открытом состоянии.
Как показано, например, на фиг.1 и 2, участок 3 мокрой калибровки может быть разделен на несколько частичных зон, которые содержат соответственно опорный и питающий элемент 4, 5 для подачи охлаждающей воды и вакуума.
Линии 6 охлаждающей воды и вакуум-линии 7 проведены согласно изобретению по существу горизонтально между частичными зонами участка 3 мокрой калибровки и отдельными питающими элементами 5, а также калибровочным столом, так что могут быть устранены имеющиеся в уровне техники недостатки проложенных петлями гибких шлангопроводов.
Для простой юстировки и переналадки отдельных частей калибровочного устройства опорные и питающие элементы 4, 5 выполнены с возможностью перемещения и оснащены, например, роликами 11.
Изобретение относится к устройству для калибровки профилей из пластика, в частности полых камерных профилей. Техническим результатом заявленного изобретения является уменьшение расхода охлаждающей среды для оборотной воды охлаждения и снижение общих конструктивных затрат на устройство. Технический результат достигается в устройстве для калибровки профилей из пластика, в частности полых камерных профилей, которые изготовлены на предшествующем этапе в экструдере в форме бесконечной заготовки. Устройство содержит калибровочный стол, участок сухой калибровки и участок мокрой калибровки, который снабжен линией охлаждающей воды и вакуум-линией. При этом выступающая за калибровочный стол часть участка мокрой калибровки содержит, по меньшей мере, один опорный и питающий элемент для подачи охлаждающей воды и/или вакуума. Калибровочный стол ограничен зоной участка сухой калибровки и переходной зоной к участку мокрой калибровки. Причем линии охлаждающей воды и вакуум-линии между частичными зонами участка мокрой калибровки и отдельными питающими элементами и/или калибровочным столом выполнены жесткими и проходят по существу горизонтально. При этом опорные и питающие элементы выполнены с возможностью перемещения. 1 з.п. ф-лы, 5 ил.
1. Устройство для калибровки профилей (10) из пластика, в частности полых камерных профилей, которые изготовлены на предшествующем этапе в экструдере в форме бесконечной заготовки, содержащее калибровочный стол (1), участок (2) сухой калибровки и участок (3) мокрой калибровки, который снабжен линией (6) охлаждающей воды и вакуум-линией (7), отличающееся тем, что выступающая за калибровочный стол (1) часть участка (3) мокрой калибровки содержит по меньшей мере один опорный и питающий элемент (4, 5) для подачи охлаждающей воды и/или вакуума, а калибровочный стол (1) ограничен зоной участка (2) сухой калибровки и переходной зоной к участку (3) мокрой калибровки, причем линии (6) охлаждающей воды и вакуум-линии (7) между частичными зонами участка (3) мокрой калибровки и отдельными питающими элементами (5) и/или калибровочным столом (1) выполнены жесткими и проходят по существу горизонтально, и причем опорные и питающие элементы (4, 5) выполнены с возможностью перемещения.
2. Устройство по п.1, отличающееся тем, что участок (3) мокрой калибровки разделен на несколько частичных зон, каждая из которых содержит соответствующий опорный и питающий элемент (4, 5) для подачи охлаждающей воды и, при необходимости, вакуума.
| WO 2009027481 A2, 05.03.2009 | |||
| Буферное запоминающее устройство | 1988 |
|
SU1524093A1 |
| US 5008051 A, 16.04.1991 | |||
| СПОСОБ ОХЛАЖДЕНИЯ И КАЛИБРОВКИ ПРОФИЛЬНО-ПОГОНАЖНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, ПОЛУЧАЕМЫХ МЕТОДОМ ЭКСТРУЗИИ | 2006 |
|
RU2319611C2 |
| СИСТЕМА БЫСТРОЙ СБОРКИ ДЛЯ КАЛИБРОВОЧНЫХ УСТРОЙСТВ | 2004 |
|
RU2288097C2 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ И ОХЛАЖДЕНИЯ ПЛАСТМАССОВЫХ ПРОФИЛЕЙ | 1998 |
|
RU2145545C1 |

