Изобретение относится к установке для калибровки экструдируемого пластмассового профиля с формообразующим экструзионным инструментом и с перемещаемой в продольном направлении пластмассового профиля относительно экструзионного инструмента станиной, включающей охладительный бак и расположенное между охлаждающим баком и экструзионным инструментом устройство для сухой калибровки, закрепляемое на опоре с возможностью замены и подключаемое к питающим линиям, с одной стороны, для подачи и стока охлаждающей жидкости, а с другой, для создания разрежения.
Обычные экструзионные установки для изготовления пластмассовых профилей имеют экструдер с формообразующим экструзионным инструментом и калибровочный стол (DE 19917837 А1), представляющий собой перемещаемую в продольном направлении пластмассового профиля относительно экструзионного инструмента станину, несущую охладительный бак с калибрующими блендами и устройство для сухой калибровки, расположенное между охладительным баком и экструзионным инструментом. Это устройство для сухой калибровки состоит из нескольких калибровочных блоков, имеющих расположенные вдоль пластмассового профиля с интервалами между собой и соответственно проходящие по его периметру шлицы, на которые подается пониженное давление, с тем чтобы наружные стенки пластмассового профиля, снабженного полыми камерами, присасывались к калибрующим поверхностям калибровочных блоков. Поскольку калибровочные блоки в области калибрирующих поверхностей должны охлаждаться, необходимо предусматривать не только множество подводящих и отводящих трубопроводов для охлаждающей жидкости, но и питающие линии для подачи на шлицы пониженного давления, что при установке устройства для сухой калибровки приводит к значительным затратам на монтаж, повторяющимся в случае необходимости при доводке калибровочных блоков и при каждой их замене для переналадки на другой профиль. К этому следует добавить, что при замене калибровочных блоков возникает необходимость в их повторном ориентировании относительно экструзионного инструмента, для чего необходима перестановка калибровочного стола по высоте и по горизонтали.
В основу изобретения положена задача сконструировать такую установку для калибровки вышеописанного типа, чтобы затраты на монтаж, связанные с заменой калибровочных блоков, а также механические работы по регулировке могли быть существенно сокращены.
Поставленная задача в соответствии с изобретением решается тем, что опора, перемещаемая относительно охладительного бака в направлении вдоль пластмассового профиля, образует соединенный с питающими линиями распределитель с переходными трубами для охлаждающей жидкости и для создания разрежения на участке установки устройства для сухой калибровки, снабженного соответствующими переходными трубами.
Поскольку в результате принятия этих мер опора выполняет роль распределителя охлаждающей жидкости и пониженного давления, то для подключения устройства для сухой калибровки к охлаждающему контуру или к источнику пониженного давления его необходимо соединять с опорой только в заданном положении. Дело в том, что соответствующие друг другу переходные трубы, относящиеся, с одной стороны, к опоре, а с другой, к устройству для сухой калибровки, обеспечивают надежную гидравлическую связь. Чтобы иметь возможность при переналадке установки для калибровки на другую форму профиля учесть монтажную длину устройства для сухой калибровки, охладительный бак в направлении вдоль пластмассового профиля должен быть подвижным относительно опоры. Эта подвижность облегчает также доступ к устройству для сухой калибровки.
Особенно предпочтительным конструктивное исполнение получается в том случае, когда опора имеет подключаемую к питающим линиям основу и сменную распределительную плиту, на которой размещается устройство для сухой калибровки, которая образует переходные трубы и находится в гидравлической связи с основой через проходы для подачи и стока охлаждающей жидкости, а также для подачи пониженного давления. Благодаря такому разделению на основу и сменную распределительную плиту используемое устройство для сухой калибровки можно устанавливать на распределительной плите заранее с тем, чтобы потом установить его на основу вместе с распределительной плитой как унифицированный узел, что дополнительно снижает затраты на монтаж. Кроме того, при условии обеспечения гидравлической связи между основой и распределительной плитой для подачи и стока охлаждающей жидкости, а также для подачи пониженного давления при закреплении распределительной плиты на основе могут применяться различные распределительные плиты, настроенные на соответствующее используемое устройство для сухой калибровки.
Устройства для сухой калибровки в общем случае составлены из нескольких аксиально расположенных калибровочных блоков. В отношении использования опоры в качестве распределителя это означает, что отдельные калибровочные блоки независимо от их количества должны подключаться к питающим линиям для подачи охлаждающей жидкости и разрежения таким образом, чтобы ненужные трубные переходы распределительной плиты были перекрыты. С этой целью основа по меньшей мере для подачи охлаждающей жидкости и пониженного давления может иметь аксиальные распределительные каналы, которые в соответствии с аксиальным разделением устройства для сухой калибровки на отдельные калибровочные блоки подразделяются на отделенные друг от друга проточные участки с перепускными каналами, открытыми со стороны распределительной плиты, так что с помощью распределительной плиты относящиеся друг к другу перепускные каналы соединяются или перекрываются в зависимости от того, перекрывает распределительная плита эти перепускные каналы или соединяет их. С перекрытием перепускного канала запирается относящийся к нему распределительный канал, являющийся его продолжением. Поэтому нет никакой нужды в принятии дополнительных мер для необходимого соответствующего обеспечения устройства для сухой калибровки охлаждающей жидкостью или пониженным давлением.
В частности, для предотвращения засасывания еще не застывших наружных стенок пластмассового профиля в вакуумные шлицы устройства для сухой калибровки последние на входе в устройство имеют сравнительно небольшую ширину. Для того чтобы, несмотря на это ограничение вакуумных шлицов по ширине, обеспечить через них достаточную подачу пониженного давления к пластмассовому профилю, распределительная плита на участке установки соответствующих калибровочных блоков должна иметь паз, подключенный к распределительному каналу для подачи пониженного давления, проходящий в аксиальном направлении через несколько вакуумных шлицов и обеспечивающий беспрепятственное прохождение пониженного давления к вакуумным шлицам. Чтобы обеспечить целесообразную подачу пониженного давления к калибровочным блокам и со стороны, обращенной от основы, к распределительной плите дополнительно можно было бы подключить внешние вакуумпровода.
Для оптимизации калибровки пластмассового профиля условия охлаждения и параметры разрежения должны согласовываться с соответствующими требованиями со стороны устройства для сухой калибровки, что достигается с помощью соответствующих устройств управления. Особенно благоприятные условия могут быть созданы за счет опоры устройства для сухой калибровки, служащей согласно изобретению распределителем охлаждающей жидкости и пониженного давления, если она располагает устройствами управления потоком охлаждающей жидкости и/или разрежением, поскольку в этом случае установленные регулировки при демонтаже устройства для сухой калибровки сохраняются. Хотя применяться могут различные устройства управления, особенно простые конструктивные возможности создаются тогда, когда устройства управления имеют установленный в отверстии управляющий стержень, регулируемый путем завинчивания, а на участке проточного канала, пересекающего отверстие для управляющего стержня, последний имеет уплощение. В зависимости от поворота управляющего стержня уплощенная часть управляющего стержня запирает или открывает в большей или меньшей степени проточный канал, проходящий в поперечном направлении относительно управляющего стержня, так что этим поворотом обеспечивается плавное управление протеканием потока. Хотя аксиальное перемещение управляющего стержня и не является необходимым, регулирование путем завинчивания при простой манипуляции обеспечивает достаточно надежную фиксацию соответствующего положения поворота.
Другая возможность простого конструктивного решения для устройства управления заключается в том, чтобы управляющий стержень, регулируемый путем завинчивания, устанавливался в продолжение проточного канала, втекающего в другой проточный канал, напротив его устья. Аксиальное перемещение управляющего стержня по отношению к отверстию устья коаксиального проточного канала позволяет изменять величину дроссельной щели между торцевой поверхностью управляющего стержня и отверстием устья, что оказывает соответствующее влияние на условия протекания.
Хорошее вакуумное обеспечение устройства для сухой калибровки при наличии небольшого интервала между устройством для сухой калибровки и охладительным баком таит в себе опасность того, что из-за большего понижения давления на участке устройства для сухой калибровки охлаждающая жидкость из бака начнет всасываться в устройство для сухой калибровки, что при известных условиях может привести к появлению блестящих следов в поверхностной области пластмассового профиля. Во избежание появления таких блестящих следов распределительная плита может иметь подключение для подачи воздуха к проходящему по окружности и открытому в сторону пластмассового профиля шлицу, предусмотренному в области обращенного к охладительному баку конца устройства для сухой калибровки, так что в результате понижения давления в калибровочном устройстве воздух сможет засасываться только из проходящего по окружности шлица. Если же устройство для сухой калибровки будет дополнительно герметично изолировано от охладительного бака, то возможный подсос воздуха как в устройство для сухой калибровки, так и в охладительный бак будет ограничен воздухом, поступающим из продуваемого шлица, проходящего по окружности, что создает благоприятные условия для создания разрежения.
Как уже говорилось, охладительный бак относительно опоры следует устанавливать с возможностью его перемещения вдоль пластмассового профиля. С этой целью опора может образовывать продольную направляющую для охладительного бака с тем преимуществом, что охладительный бак ориентируется относительно опоры непосредственно, в результате чего дополнительные регулировочные работы отпадают. Эта продольная направляющая предпочтительно предусматривается на продолжении основы опоры за распределительную плиту в направлении охладительного бака с тем, чтобы не мешать замене устройства для сухой калибровки. С целью ориентации устройства для сухой калибровки относительно экструзионного инструмента последний может содержать центрирующую направляющую для опоры устройства для сухой калибровки.
На чертежах в качестве примера представлен предмет изобретения, где показано:
фиг.1 - схематически установка для экструдирования пластмассового профиля согласно изобретению, вид сбоку,
фиг.2 - разрез по линии II-II на фиг.1 участка установки с устройством для сухой калибровки в увеличенном виде,
фиг.3 - разрез по линии III-III на фиг.1 в уменьшенном виде,
фиг.4 - продольный разрез вырыва установки на участке перехода от устройства для сухой калибровки к охладительному баку в увеличенном виде,
фиг.5 - поперечный разрез вырыва распределительной плиты на участке устройства управления потоком охлаждающей жидкости в увеличенном виде,
фиг.6 - разрез по линии VI-VI на фиг. 5,
фиг.7 - распределительная плита с частичным вырывом на участке модифицированной по сравнению с фиг. 5 и 6 формы выполнения устройства управления, вид сверху,
фиг.8 - разрез по оси другой конструктивной формы выполнения устройства управления на участке основы и
фиг.9 - разрез по линии IX-IX на фиг.8.
Согласно фиг.1 установка для калибровки экструдируемого пластмассового профиля 1 имеет подсоединенный к экструдеру 2 формообразующий экструзионный инструмент 3, последовательно с которым установлены устройство 4 для сухой калибровки, а также охладительный бак 5. Устройство 4 для сухой калибровки, а также охладительный бак 5 расположены на образующей калибровочный стол станине 6, которая с помощью роликов 7 может перемещаться по рельсам 8 в направлении вдоль пластмассового профиля 1. Для съема пластмассового профиля 1 служит разгрузочный конвейер 9 в виде гусеничной ленты. Между стационарной станиной 10 разгрузочного конвейера 9 и станиной 6 предусмотрен сервоцилиндр 11 для перемещения станины 6.
В отличие от обычных установок для калибровки опора 12 устройства 4 для сухой калибровки выполнена в качестве распределителя, с одной стороны, для охлаждающей жидкости, а с другой, для создания разрежения. Как показано на фиг. 2-4, опора 12 имеет соединенную со станиной 6 основу 13 с проходящими в направлении вдоль пластмассового профиля 1 аксиальными распределительными каналами 14, 15, соединенными с питающими линиями 16 и 17 для подачи охлаждающей воды и соответственно пониженного давления. На этой основе 13 установлена распределительная плита 18, несущая устройство 4 для сухой калибровки и устанавливающая гидравлическую связь для подачи охлаждающей жидкости и пониженного давления между основой 13 и устройством 4 для сухой калибровки. С этой целью в основе 13 предусмотрены отходящие от распределительных каналов 14, 15 тупиковые каналы 19, 20, от которых тянутся соединительные каналы 21, 22, образующие с каналами 23, 24 распределительной плиты 18 проходы для охлаждающей жидкости или пониженного давления. Каналы 23, 24 в случае необходимости образуют после дополнительного разветвления переходные трубы 25 устройства 4 для сухой калибровки, так что после установки устройства 4 для сухой калибровки на распределительную плиту 18 оно подключается к линиям, подводящим охлаждающую жидкость и пониженное давление, поскольку переходные трубы 25 распределительной плиты 18 совпадают с соответствующими переходными трубами устройства 4 для сухой калибровки. Для надежного создания разрежения на вакуумных шлицах калибровочного устройства переходные трубы на участке обеспечения разрежения выполняются в виде пазов 26, проходящих в направлении вдоль пластмассового профиля 1 через несколько вакуумных шлицов, так что подача разрежения на вакуумные шлицы осуществляется с помощью этих пазов 26.
Обычно устройства 4 для сухой калибровки состоят из нескольких калибровочных блоков 27, 28, составленных в аксиальном направлении. Поскольку используемые калибровочные устройства 27, 28 имеют общую основу 13, с помощью распределительной плиты 18 должна осуществляться соответствующая подстройка к калибровочным блокам 27, 28. Из-за различия по длине устройств 4 для сухой калибровки, состоящих из соответствующих калибровочных блоков 27, 28, следует дополнительно позаботиться о перекрытии неиспользуемых каналов 21, 22. Для этого аксиальные распределительные каналы 14, 15 в соответствии с подразделением устройства 4 для сухой калибровки на калибровочные блоки 27, 28 разделяются перегородками 29 и имеют перепускные каналы 30, открытые со стороны распределительной плиты 18, как это показано на фиг. 3. Эти перепускные каналы 30 или соединяются друг с другом через соединительные линии 31 распределительной плиты 18, или заканчиваются на ней, так что согласно фиг. 3 охлаждающая жидкость, которая по подводящей линии 16 для охлаждающей жидкости подается, например, в распределительный канал 14, хотя и может через перегородку 29, следующую в направлении движения пластмассового профиля 1, попасть в следующий отсек, из этого отсека через последующую перегородку 29 в последующий отсек она попасть уже не сможет, поскольку именно распределительная плита 18 запирает перепускные каналы 30 на участке второй перегородки 29. Поэтому соединительные каналы 21, заканчивающиеся за пределами распределительной плиты 18, оказываются отрезанными от подачи охлаждающей жидкости. Аналогичным образом осуществляется распределение пониженного давления. Правда, в примере осуществления изобретения предусмотрена подача на калибровочный блок 27 со стороны входа более пониженного давления, так что распределительная линия 15 для пониженного давления запитывается через две отдельные питающие линии 17 различными пониженными давлениями. Поэтому перегородку 29 между обеими питающими линиями 17 обойти нельзя. Это относится только к следующей перегородке 29, перед которой и за которой находятся соответствующие перепускные каналы 30.
Нагретая охлаждающая жидкость собирается в отводящем канале 32 распределительной плиты 18 и стекает по пропускному каналу основы 12 в сточное устройство 33. На фиг. 2 показана возвратная труба 34 устройства 4 для сухой калибровки, соединенная через распределительную плиту 18 с отводящим каналом 32. Для визуального контроля за стоком охлаждающей жидкости соответствующая возвратная труба устройства 4 для сухой калибровки может, например, с помощью шланга 35 подсоединяться к пропускному отверстию распределительной плиты 18, через которое охлаждающая жидкость свободно течет в приемную ванну. В случае соединения пропускного отверстия, подключенного к шлангу 35, с отводящим каналом 32 распределительной плиты 18 шланг 35 может быть выполнен прозрачным с тем, чтобы можно было также следить за правильностью движения обратного потока нагретой охлаждающей жидкости. Само собой разумеется, что через распределительную плиту 18 возвратную трубу 34 можно также подвести к пропускному отверстию, расположенному над приемной ванной.
В результате разделения опоры 12 на соединенную со станиной 6 основу 13, подключенную к питающим линиям 16, 17, и на соединенную с основой 13 распределительную плиту 18 создается благоприятная возможность для монтажа нужного устройства 4 для сухой калибровки на соответствующей распределительной плите 18 заранее с тем, чтобы устанавливать распределительную плиту 18 со смонтированным устройством 4 для сухой калибровки на основе 13 как унифицированный узел. Поскольку устройства 4 для сухой калибровки могут иметь разную длину и должны располагаться поблизости от охладительного бака 5, последний должен перемещаться относительно опоры 12 устройства 4 для сухой калибровки 4 в направлении вдоль пластмассового профиля 1. С этой целью опора 12 могла бы устанавливаться на станине 6 с возможностью перемещения. С точки зрения необходимости перемещения станины 6 относительно экструзионного инструмента 3, например, во время пуска установки, рекомендуется все же соединять опору 12 со станиной 6 жестко, так чтобы она могла продвинуться в сторону экструзионного инструмента 3 до упора. При этом взаимная ориентация экструзионного инструмента 3 и устройства 4 для сухой калибровки просто осуществляется с помощью центрирующей направляющей экструзионного инструмента 3, в которую входят центрирующие цапфы 36 распределительной плиты 18, как это показано на фиг. 3.
Жесткое закрепление опоры 12 на станине 6 требует подвижности охладительного бака 5 на станине 6. При этом для обеспечения заданной ориентации охладительного бака 5 относительно устройства 4 для сухой калибровки этот бак 5 в соответствии с фиг. 4 может иметь направляющие планки 37, взаимодействующие с продольными направляющими 38 основы 13.
Согласно фиг. 4 калибровочный блок 28 со стороны выхода из устройства 4 для сухой калибровки подсоединен к охладительному баку 5 через сальник 39 с тем, чтобы избежать засасывания лишнего воздуха, с одной стороны, в охладительный бак 5, а, с другой, в устройство 4 для сухой калибровки вследствие подачи пониженного давления как в устройство 4 для сухой калибровки, так и в охладительный бак 5. Однако основательное перекрытие доступа воздуха на участке перехода от устройства 4 для сухой калибровки к охладительному баку 5 таит в себе опасность того, что более глубокое разрежение в области устройства 4 для сухой калибровки распространит свое действие на охладительный бак 5 в том смысле, что охлаждающая жидкость из охладительного бака 5 через проход для пластмассового профиля 1 в торцевой стенке охладительного бака 5 начнет засасываться в калибровочный блок 28, что может привести к повреждению поверхности пластмассового профиля 1. Для упрощенного предотвращения прорыва потока распределительная плита 18 имеет подключение 40 для подачи воздуха к расположенному со стороны выхода шлицу 41, проходящему по окружности к открытому пластмассовому профилю 1, так что при вакуумировании устройства 4 для сухой калибровки через проходящий по окружности шлиц 41 сможет отсасываться только воздух. То же самое относится к забору воздуха за счет пониженного давления в охладительном баке 5, что создает благоприятные условия для взаимного разграничения областей пониженного давления. Вакуумные шлицы 42 устройства 4 для сухой калибровки, расположенные впереди проходящего по окружности шлица 41, с помощью паза 26 на участке опорной поверхности распределительной плиты 18, а также каналов 20, 22 и 24 подсоединены к распределительному каналу 15 основы 13, причем подача пониженного давления осуществляется по соответствующей питающей линии 17.
Для управления подачей охлаждающей жидкости, например, к части калибровочного блока 27, 28 для оказания определенного охлаждающего воздействия на эти блоки 27, 28 или для их вакуумирования опора 12 может быть снабжена соответствующими устройствами 43 управления, которые могут быть предусмотрены в основе 13 или соответственно в распределительной плите 18, так чтобы однажды созданные параметры протекания сохранялись и при демонтаже устройства 4 для сухой калибровки. Как показано на фиг. 5-7, такое устройство 43 управления может состоять из управляющего стержня 45, установленного в отверстии 44 с возможностью вращения, который имеет на своем конце уплощенную управляющую часть 46. Этой управляющей частью 46 управляющий стержень 45 заходит в область проточного канала 47, пересекающего отверстие 44, как это показано на фиг. 5 и 6. При вращении управляющего стержня 45 в зависимости от занятого им при этом положения проход в проточном канале 47 более или менее открывается, благодаря чему осуществляется управление потоком внутри проточного канала 47. В отличие от формы выполнения в соответствии с фиг. 5 и 6 на фиг. 7 изображено устройство 43 управления потоком на двух взаимно перпендикулярных участках 47, 48 каналов. В этой форме выполнения проточный канал 47, расположенный перпендикулярно отверстию 44, с помощью управляющей части 46 управляющего стержня 45 также может плавно переводиться из открытого положения в закрытое.
Устройство 43 управления в соответствии с фиг. 8 и 9 тоже имеет управляющий стержень 45, установленный в отверстии 44 с возможностью поворота путем завинчивания и взаимодействующий с коаксиально расположенным проточным каналом 49, впадающим в расположенный поперек него проточный канал 50. Величина дроссельной щели, открывающейся между отверстием в устье проточного канала 49 и управляющим стержнем 45, устанавливается аксиальным перемещением управляющего стержня 45, так что с помощью этой дроссельной щели возможно оказание плавного воздействия на поток в проточном канале 49.
Изобретение относится к установке для калибровки экструдируемого пластмассового профиля с формообразующим экструзионным инструментом. Установка для калибровки содержит перемещаемую в направлении вдоль пластмассового профиля относительно экструзионного инструмента станину, включающую охладительный бак. Между охладительным баком и экструзионным инструментом расположено устройство для сухой калибровки. Оно закреплено на опоре с возможностью замены и подключено к питающим линиям для подачи и стока охлаждающей жидкости и для создания разрежения. Опора, перемещаемая относительно охладительного бака в направлении вдоль пластмассового профиля, образует соединенный с питающими линиями распределитель с переходными трубами для охлаждающей жидкости и для создания разрежения на участке установки устройства для сухой калибровки, снабженного соответствующими переходными трубами. Изобретение позволяет снизить затраты на монтаж, связанные с заменой калибровочных блоков, а также на механические работы по регулировке. 10 з.п. ф-лы, 9 ил.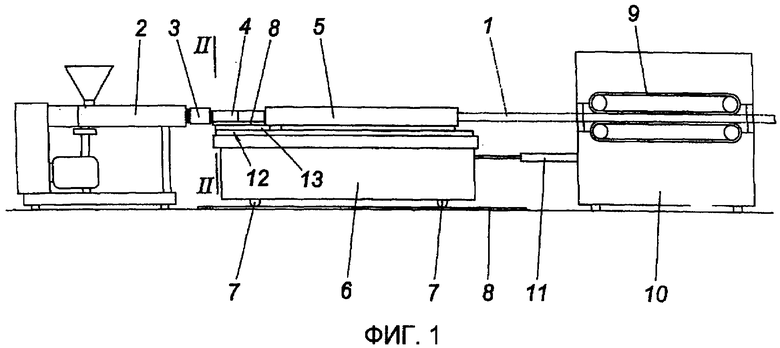
1. Установка для калибровки экструдируемого пластмассового профиля с формообразующим экструзионным инструментом и с перемещаемой в направлении вдоль пластмассового профиля относительно экструзионного инструмента станиной, включающей охладительный бак и расположенное между охладительным баком и экструзионным инструментом устройство для сухой калибровки, закрепляемое на опоре с возможностью замены и подключаемое к питающим линиям, с одной стороны, для подачи и стока охлаждающей жидкости, а, с другой, для создания разрежения, отличающаяся тем, что опора (12), перемещаемая относительно охладительного бака (5) в направлении вдоль пластмассового профиля (1), образует соединенный с питающими линиями (16, 17) распределитель с переходными трубами (25) для охлаждающей жидкости и для создания разрежения на участке установки устройства (4) для сухой калибровки, снабженного соответствующими переходными трубами.
2. Установка по п.1, отличающаяся тем, что опора (12) имеет основу (13), подключаемую к питающим линиям (16, 17), и сменную распределительную плиту (18), на которой размещается устройство (4) для сухой калибровки, которая образует переходные трубы (25) и находится в гидравлической связи с основой (13) через проходы для подачи и стока охлаждающей жидкости, а также для передачи пониженного давления.
3. Установка по п.2, отличающаяся тем, что устройство (4) для сухой калибровки по выбору состоит из составляемых в аксиальном направлении калибровочных блоков (27, 28), причем основа (13) по меньшей мере для подачи охлаждающей жидкости и создания пониженного давления имеет аксиальные распределительные каналы (14, 15), которые в соответствии с аксиальным разделением устройства (4) для сухой калибровки на отдельные калибровочные блоки (27, 28) подразделяются на отделенные друг от друга проточные участки с перепускными каналами (30), открытыми со стороны распределительной плиты (18), и причем распределительная плита (18) в отношении связанных с ней перепускных каналов (30) образует либо соединительные линии (31), либо затворы.
4. Установка по п.2 или 3, отличающаяся тем, что распределительная плита (18) на участке установки соответствующих калибровочных блоков (27, 28) имеет паз (26), подключенный к каналу (24) подачи пониженного давления и проходящий в аксиальном направлении через несколько вакуумных шлицов (38) калибровочных блоков (27, 28).
5. Установка по п.1, отличающаяся тем, что опора (12) имеет устройства (43) управления потоком охлаждающей жидкости и/или подачей пониженного давления.
6. Установка по п.5, отличающаяся тем, что устройство (43) управления содержит установленный в отверстии (44) управляющий стержень (45), регулируемый путем завинчивания и имеющий на участке проточного канала (47), пересекающего отверстие для управляющего стержня (45), уплощение.
7. Установка по п.5, отличающаяся тем, что устройство (43) управления содержит установленный в отверстии (44) управляющий стержень (45), регулируемый путем завинчивания и устанавливаемый в продолжение проточного канала (49), выходящего в другой проточный канал (50), напротив отверстия в его устье.
8. Установка по п.1, отличающаяся тем, что распределительная плита (18) имеет подключение (40) для подачи воздуха к проходящему по окружности и открытому к пластмассовому профилю (1) шлицу (41), предусмотренному в области обращенного к охладительному баку (5) конца устройства (4) для сухой калибровки.
9. Установка по п.8, отличающаяся тем, что устройство (4) для сухой калибровки подключено к охладительному баку (5) по существу герметично.
10. Установка по п.1, отличающаяся тем, что опора (12) образует продольную направляющую (38) для охладительного бака (5).
11. Установка по п.10, отличающаяся тем, что продольная направляющая (38) предусмотрена на продолжении основы (13) опоры (12) за распределительную плиту (18) в направлении охладительного бака (5).
12. Установка по п.1, отличающаяся тем, что экструзионный инструмент (3) содержит центрирующую направляющую для опоры (12) устройства (4) для сухой калибровки.
| DE 19745843 А, 23.04.1998 | |||
| Способ выделения нормальных парафиновых углеводородов | 1983 |
|
SU1154259A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ МЕТОДОМ ЭКСТРУЗИИ | 2003 |
|
RU2233742C1 |
| Устройство для ввода информации | 1981 |
|
SU999034A1 |
| DE 19917837 A1, 28.10.1999. | |||

