Настоящее изобретение относится к способу и установке для изготовления пневматической шины для колес транспортных средств.
В цикле производства пневматической шины предусмотрено, что после операции сборки, на которой различные компоненты самой шины изготавливают и/или собирают, также должен быть выполнен процесс формования и вулканизации, целью которого является образование конструкции шины в соответствии с заданной геометрией, обычно имеющей заданный особый рисунок протектора.
Для достижения данной цели шину заключают в формирующую полость, образованную внутри вулканизационной пресс-формы, и придают ей форму в соответствии с той геометрической конфигурацией наружных поверхностей шины, которая должна быть получена.
Пневматическая шина, как правило, содержит каркас тороидальной кольцеобразной формы, включающий в себя один или несколько слоев каркаса, армированных армирующими кордами, расположенными в радиальных плоскостях, то есть "содержащих" ось вращения шины. Каждый слой каркаса имеет концы, объединенные в одно целое, по меньшей мере, с одной кольцевой, предпочтительно металлической усилительной конструкцией, обычно известной как сердечник борта, образующий усилительный элемент на бортах, то есть радиально внутренние концы указанной шины, назначение которых заключается в обеспечении возможности сборки шины с помощью соответствующего монтажного обода. Полосу из эластомерного материала, известную как протекторный браслет, накладывают в виде короны на указанный каркас, и на указанном протекторном браслете в конце операций вулканизации и формования образуется выпуклый рисунок для контакта с почвой. Усилительную конструкцию, обычно известную как брекер или брекерный пояс, размещают между каркасом и протекторным браслетом. Брекер в случае шин для автомобилей обычно включает в себя, по меньшей мере, две наложенные друг на друга в радиальном направлении ленты из прорезиненной ткани, выполненной с армирующими кордами, обычно выполненными из металла, расположенными параллельно друг другу в каждой ленте и пересекающимися с кордами соседней ленты, предпочтительно расположенными симметрично относительно экваториальной плоскости шины. Предпочтительно указанный брекер дополнительно содержит в радиально наружном месте, по меньшей мере, у концов, расположенных ниже лент, третий слой из текстильных или металлических кордов, которые расположены в окружном направлении (под углом 0 градусов).
В завершение, в шинах бескамерного типа, то есть выполненных без камеры, имеется радиально внутренний слой, который, как правило, называют герметизирующим слоем и который имеет свойства, обеспечивающие непроницаемость, для обеспечения воздухонепроницаемости шины.
Здесь следует указать, что для целей настоящего изобретения под термином "эластомерный материал" подразумевается композиция, содержащая, по меньшей мере, один эластомерный полимер и, по меньшей мере, один усиливающий наполнитель. Предпочтительно данная композиция дополнительно содержит добавки, например, такие как вещества, вызывающие образование межмолекулярных связей между макромолекулами (сшивающие агенты) и/или пластификаторы. Благодаря наличию сшивающих агентов данный материал может быть сшит посредством нагрева для образования конечного изготовленного изделия.
Существуют способы формования и вулканизации, при которых невулканизованную шину, установленную на жесткую тороидальную опору, размещают внутри пресс-формы. Указанные способы предпочтительно используют для шин, которые изготавливают в соответствии с современными процессами сборки, начиная с ограниченного числа элементарных полуфабрикатов, подаваемых на тороидальную опору, наружный профиль которой соответствует профилю радиально внутренней поверхности шины, которая должна быть изготовлена. Указанную тороидальную опору предпочтительно с помощью роботизированной системы перемещают между множеством пунктов, на каждом из которых посредством автоматизированных последовательностей выполняют заданную операцию сборки шины (см., например, документ ЕР 0928680).
В международной заявке РСТ/IB02/04833 на имя заявителя раскрыт способ формования и вулканизации шины для колес транспортных средств, включающий в себя следующие операции: сборку невулканизованной шины на тороидальной опоре, наружная поверхность которой по существу соответствует внутренней поверхности невулканизованной шины; нагрев тороидальной опоры для передачи тепла к внутренней поверхности шины, находящейся в контакте с указанной тороидальной опорой; поджим внутренней поверхности невулканизованной шины к наружной поверхности тороидальной опоры посредством, по меньшей мере, одной вспомогательной рабочей текучей среды под давлением; поджим наружной поверхности невулканизованной шины к стенкам оформляющей полости, образованной в вулканизационной пресс-форме, посредством основной рабочей текучей среды под давлением, проходящей через, по меньшей мере, один диффузионный зазор между указанной наружной поверхностью тороидальной опоры и указанной внутренней поверхностью невулканизованной шины; при этом основная рабочая текучая среда под давлением нагрета с тем, чтобы обеспечить подвод тепла к невулканизованной шине, чтобы вызвать вулканизацию данной шины.
Следует отметить, что посредством способа проиллюстрированного выше типа получают, по меньшей мере, одну частичную вулканизацию самого внутреннего слоя самой шины и бортовой зоны. Таким образом, предотвращают возникновение относительного "растекания" различных компонентов невулканизованной шины из эластомерного материала, вызванного внутренним давлением при вулканизации, прежде всего в первые минуты данного процесса, то есть тогда, когда пластические свойства эластомерного материала проявляются сильнее. Таким образом, обеспечивается то, что данные компоненты будут по существу сохранять свое расположение и структуру, заданные в технических требованиях, в конце операций формования и вулканизации. В частности, слой или слои каркаса по существу будут сохранять свое положение в бортовой зоне, обусловливающей растягивание слоя или слоев каркаса, в соответствии с указанными требованиями.
Кроме того, избегают таких явлений в бортовой зоне, как недостаток или неравномерное скопление материала, которые могут привести к образованию уступов или разрывов непрерывности на самом борту.
В завершение, по меньшей мере, частичная вулканизация радиально внутреннего слоя каркасной конструкции обеспечивает возможность достижения, по меньшей мере, двух важных преимуществ.
Действительно, по меньшей мере, частично вулканизованный герметизирующий слой становится по существу не проницаемым для нагревающей текучей среды, используемой при настоящей вулканизации шины. Таким образом, предотвращается проникновение текучей среды, обычно содержащей пар, через герметизирующий слой до тех пор, пока она не достигнет самых наружных в радиальном направлении слоев шины, при этом указанное проникновение может вызвать дефекты в готовой шине и окисление металлических частей, имеющихся в самой шине, например брекеров.
Дополнительное преимущество, появляющееся в результате, по меньшей мере, частичной вулканизации герметизирующего слоя перед операциями формования и вулканизации, заключается в особенно равномерной вулканизации, которая позволяет обеспечить возможность оптимальной отделки шины как на радиально внутренней поверхности, так и на радиально и аксиально наружных поверхностях. Действительно, рабочая текучая среда в условиях формования и вулканизации находится в непосредственном контакте с теми частями шины, которые уже были частично вулканизованы и, следовательно, проявляют непластичные, но почти эластичные свойства материала. В этом случае имеет место равномерное распределение эластомерного материала, принадлежащего самым наружным слоям шины, относительно пресс-формы.
Очевидно, что существует необходимость создания способа изготовления шины, при котором сборку шины осуществляют на тороидальной опоре, сокращают время изготовления каждой шины для повышения производительности самой установки и одновременно обеспечивают правильную геометрию борта и соединения последнего со слоем/слоями каркаса, которые должны по существу оставаться такими, какие были заданы в соответствии с расчетными условиями. Это время главным образом зависит от времени формования и времени вулканизации, которые имеют решающее значение в современной производственной системе, подобной той, которая описана, например, в документе WO 01/39963. Следовательно, сокращение времени формования и вулканизации обеспечит непосредственное сокращение общего времени изготовления.
Следовательно, посредством введения, по меньшей мере, одной операции частичной вулканизации во время сборки шины на тороидальной опоре можно сократить общее время изготовления, снижая общее время выполнения конечной операции формования и вулканизации, при этом свойства и технические характеристики борта и слоя/слоев каркаса, связанных с ним, сохраняются не измененными по отношению к техническим требованиям.
При более детальном рассмотрении следует указать, что посредством сборки, по меньшей мере, одной каркасной конструкции на тороидальной опоре и первой вулканизации данной конструкции, при которой давление действует на саму конструкцию снаружи в направлении внутрь, получают, по меньшей мере, частично вулканизованную каркасную конструкцию, геометрические характеристики которой являются постоянными и которая пригодна для завершения сборки шины. Впоследствии вторая вулканизация, сопровождаемая формованием протекторного браслета и боковин, позволяет получить готовую шину за в большей степени уменьшенный общий период времени.
В соответствии с первым объектом настоящего изобретения создан способ изготовления пневматических шин для колес транспортных средств, при котором:
осуществляют установку изготавливаемой шины на тороидальной опоре, имеющей наружную поверхность, форма которой по существу соответствует форме внутренней поверхности самой шины, и сборку, по меньшей мере, одной каркасной конструкции на указанной опоре, при этом каркасная конструкция содержит радиально внутренний слой, содержащий эластомерный материал, находящийся в контакте с наружной поверхностью тороидальной опоры, по меньшей мере, один слой каркаса, концы которого соединены с, по меньшей мере, одной конструкцией борта, содержащей, по меньшей мере, одну кольцевую усилительную конструкцию и эластомерный наполнитель;
помещают тороидальную опору и изготавливаемую шину, установленную на опоре, в герметично закрытую полость;
впускают рабочую текучую среду в полость, поджимая внутреннюю поверхность изготавливаемой шины к наружной поверхности тороидальной опоры;
подводят тепло к изготавливаемой шине для начала вулканизации, по меньшей мере, одного эластомерного элемента каркасной конструкции, выбранного из эластомерного наполнителя и радиально внутреннего слоя;
извлекают тороидальную опору, несущую изготавливаемую шину, из полости;
завершают сборку изготавливаемой шины;
помещают собранную шину и тороидальную опору в формующую полость, образованную в вулканизационной пресс-форме, при этом формующая полость имеет стенки, соответствующие по форме наружной поверхности шины, после завершения вулканизации;
формуют шину посредством поджима ее наружной поверхности к стенкам формующей полости; и
подводят тепло к собранной шине для ее вулканизации.
В соответствии со вторым объектом настоящего изобретения создана установка для изготовления пневматических шин, содержащая
по меньшей мере, один пункт сборки, содержащий автоматизированное устройство перемещения тороидальной опоры, на которой собирают каждую невулканизованную шину, при этом указанная тороидальная опора имеет наружную поверхность, форма которой по существу соответствует форме внутренней поверхности самой шины;
по меньшей мере, одно устройство для выполнения частичной вулканизации изготавливаемой невулканизованной шины, при этом указанное устройство содержит, по меньшей мере, одну герметично закрытую полость, выполненную с возможностью размещения тороидальной опоры, несущей изготавливаемую шину, по меньшей мере, одно нагревательное устройство для выработки тепла, по меньшей мере, на поверхности тороидальной опоры, по меньшей мере, одно устройство подачи рабочей текучей среды под давлением, соединенное с указанной полостью, для поджима радиально внутренней поверхности изготавливаемой шины к радиально наружной поверхности тороидальной опоры;
по меньшей мере, одно устройство вулканизации и формования невулканизованной шины после ее сборки.
В соответствии с третьим объектом настоящего изобретения создано устройство для выполнения частичной вулканизации невулканизованной пневматической изготавливаемой шины, содержащее, по меньшей мере, одну герметично закрытую полость, выполненную с возможностью размещения тороидальной опоры, несущей изготавливаемую шину, по меньшей мере, одно нагревательное устройство для выработки тепла, по меньшей мере, на поверхности тороидальной опоры, по меньшей мере, одно устройство подачи рабочей текучей среды под давлением, соединенное с полостью, для поджима радиально внутренней поверхности изготавливаемой шины к радиально наружной поверхности тороидальной опоры.
Дополнительные отличительные признаки и преимущества настоящего изобретения станут более очевидными из подробного описания некоторых предпочтительных, но не ограничивающих вариантов осуществления способа и установки для изготовления пневматической шины для колес транспортных средств в соответствии с настоящим изобретением. Данное описание будет приведено ниже со ссылкой на прилагаемый чертеж, приведенный в качестве неограничивающего примера, на котором показан схематический вид в вертикальной проекции с местным разрезом предпочтительного варианта осуществления устройства, предусмотренного в установке в соответствии с изобретением.
Шина, изготавливаемая с использованием упомянутых установки и способа, по существу содержит каркасную конструкцию, образованную из одного или нескольких слоев каркаса, имеющих соответствующие противоположные концевые края, сцепленные с кольцевыми усилительными конструктивными элементами, заделанными во внутренние окружные зоны шины, обычно называемыми "бортовыми конструктивными элементами" или "бортами". Каждый кольцевой усилительный конструктивный элемент содержит одну или несколько кольцевых вставок или сердечников борта шины, предпочтительно изготовленных из металла, или одну или несколько наполнительных вставок, соединенных со слоями каркаса. Указанная каркасная конструкция предпочтительно покрыта внутри так называемым "герметизирующим слоем", то есть тонким слоем эластомерного материала, который после завершения вулканизации будет воздухонепроницаемым, с тем чтобы обеспечить сохранение внутреннего давления в шине при эксплуатации.
На каркасную конструкцию радиально снаружи наложен брекерный пояс, содержащий один или несколько слоев брекера, имеющих соответственно пересекающиеся армирующие корды, и, возможно, вспомогательный слой брекера, содержащий один или несколько кордов из текстильного или металлического материала, спирально намотанных вокруг геометрической оси шины. Расположенная под брекером вставка может быть расположена между каждым из боковых краев брекерного пояса и каркасной конструкцией.
Шина дополнительно содержит протекторный браслет, наложенный на брекерный пояс радиально снаружи, две препятствующие истиранию усилительные ленточки, каждая из которых наложена снаружи вблизи одного из бортов шины, и пару боковин, каждая из которых закрывает каркасную конструкцию в боковом направлении снаружи.
Установка в соответствии с изобретением, предназначенная для изготовления шин, предпочтительно представляет собой установку высокоавтоматизированного типа, подобную описанной в документе WO 01/39963. Более точно указанная установка предпочтительно содержит множество рабочих пунктов, не показанных здесь, в которых собирают невулканизованную шину. Каждый рабочий пункт содержит автоматизированное устройство, предусматривающее, например, использование роботов с несколькими осями вращения, предназначенных для манипулирования шиной при ее изготовлении.
Предпочтительно каждая изготавливаемая шина выполнена с возможностью ее установки на тороидальной опоре 10, имеющей наружную поверхность, форма которой соответствует форме внутренней поверхности невулканизованной шины, подлежащей сборке, при этом невулканизованную шину, следовательно, получают рациональным образом непосредственно на самой опоре.
Таким образом, тороидальная опора 10 предпочтительно используется в качестве жесткой формы, предназначенной для наложения на нее различных компонентов, таких как герметизирующий слой, слои каркаса, усилительные конструктивные элементы на бортах, ленты брекера, боковины и протекторный браслет, которые взаимодействуют при образовании самой шины. Более точно указанные компоненты шины предпочтительно образуют путем наложения элементов, представляющих собой полуфабрикаты, на указанную тороидальную опору 10, например, таких как удлиненные элементы из эластомерного материала, полосообразные элементы из эластомерного материала, содержащие внутри множество текстильных или металлических кордов, металлические корды, предпочтительно изготовленные из высокопрочной стали. Дополнительные детали, используемые при наложении компонентов шины на тороидальную опору 10, описаны, например, в заявке на европейский патент EP 0929680.
Указанная установка дополнительно содержит пункт формования и вулканизации, в котором невулканизованные шины, сборка которых завершена, подвергают формованию и вулканизации для получения заданного рисунка протектора вместе со сшиванием эластомерного материала, из которого изготовлена шина.
В соответствии с изобретением указанная установка содержит, по меньшей мере, одно устройство 100 для частичной вулканизации невулканизованной шины, еще находящейся в процессе изготовления, или, более точно, для частичной вулканизации, по меньшей мере, каркасной конструкции или бортовой зоны и внутренней поверхности самой каркасной конструкции, после того как будет выполнена сборка каркасной конструкции на тороидальной опоре 10.
Более точно указанное устройство 100 содержит нижнюю половину 102a и верхнюю половину 102b, определяющие границы, по меньшей мере, одной внутренней полости 110, предпочтительно герметично закрытой, при этом указанные половины 102a и 102b, соединенные (контактирующие) с опорной плитой 103a и с закрывающей частью 103b, принадлежащей самой нижней половине 102a, и, по меньшей мере, один уплотнительный элемент 107, расположенный между противоположными поверхностями двух половин 102a и 102b.
В предпочтительном варианте осуществления предусмотрено шарнирное соединение между указанными двумя нижней 102a и верхней 102b половинами, более точно шарнир 111 обеспечивает поворот верхней половины 102b в вертикальной плоскости устройства 100. Как можно видеть, данное техническое решение особенно предпочтительно, когда это касается высокоавтоматизированной производственной установки, подобной той, которая раскрыта в упомянутом документе WO 01/39963, поскольку требуются широкие вертикальные пространства для перемещения возможной роботизированной руки, несущей тороидальную опору 10. Следовательно, если будет принято решение по открытию-закрытию вертикального типа, то установка будет занимать пространство большего объема.
Также используется устройство для подачи рабочей текучей среды, которое должно быть соединено с указанным устройством 100, при этом указанное устройство для подачи рабочей текучей среды содержит, по меньшей мере, один канал 108 подачи и один выпускной канал 109, предназначенные соответственно для подачи и выпуска рабочей текучей среды под давлением, такой как воздух, азот или другие, по существу, инертные газы во внутреннее пространство и из внутреннего пространства указанной полости 110, чтобы поджать с наружной стороны внутрь, как лучше описано ниже, внутреннюю поверхность указанной изготавливаемой шины к наружной поверхности указанной тороидальной опоры 10.
Указанное устройство 100 дополнительно содержит устройство, предназначенное для размещения указанной тороидальной опоры 10, несущей изготавливаемую шину, в полости; при этом указанное устройство может содержать, например, опорный элемент 112 для стойки 113, посредством которой обеспечивается опора для тороидальной опоры 10 во время смещений внутри рассматриваемой установки. В завершение, опорные поверхности 114 обеспечивают опору в горизонтальном направлении для той же опоры 10, при этом одна из указанных поверхностей жестко соединена с верхней половиной 102b.
Когда верхняя половина 102b находится в закрытом положении, опорные поверхности 114 предпочтительно "ведут себя" по отношению к тороидальной опоре 10, которую они удерживают, подобно двум щекам устройства вулканизации, то есть они находятся в положении контакта с фланцами тороидальной опоры, в результате чего создается кольцевое пространство или кольцо вокруг изготавливаемой шины, которая опирается на опору.
Еще более предпочтительно, если опорный контакт, создаваемый поверхностями 114, поддерживается в состоянии под давлением предпочтительно с помощью гидравлических устройств. Например, в варианте осуществления, показанном на чертеже, две пары гидравлических поршней 130, одна из которых соединена с верхней половиной 102b, а другая - с опорной плитой 103a, способны обеспечить приложение давления к тороидальной опоре 10, подобной проиллюстрированной выше, посредством опорных поверхностей 114, когда верхняя половина 102b закрыта над нижней половиной 102a.
Рядом с внутренними боковыми стенками указанного устройства 100 и, следовательно, радиально снаружи по отношению к указанной тороидальной опоре 10, когда последняя удерживается внутри указанной полости 110, установлено устройство для выработки тепла, по меньшей мере, на поверхности тороидальной опоры 10 и предпочтительно также у внутренней стороны изготавливаемой шины, в результате чего обеспечивается возможность частичной вулканизации последней, как уже было указано.
Более точно под "выработкой тепла" здесь и в нижеприведенной формуле изобретения понимается выработка тепловой энергии непосредственно "по месту" посредством преобразования энергии, подаваемой снаружи, например магнитной или электрической энергии. Предпочтительно данная выработка тепла происходит в установке в соответствии с изобретением за счет магнитной индукции, как будет кратко рассмотрено ниже.
Предпочтительно указанное устройство содержит кольцевой индуктор 150, предпочтительно имеющий С-образное поперечное сечение. Для нагрева изготавливаемой шины используется магнитное поле, создаваемое индуктором, при этом указанный индуктор создает электрический ток под действием магнитной индукции, по меньшей мере, в ферромагнитных частях тороидальной опоры. За счет эффекта Джоуля данный ток обеспечивает выделение тепла, по меньшей мере, в самой опоре.
Для создания возможности соответствующей выработки тепла на поверхности указанной тороидальной опоры, несущей указанную изготавливаемую шину, предусмотрено использование тороидальных опор из металлического материала (стали или алюминиевых сплавов), при этом указанный материал предпочтительно является ферромагнитным (например, представляет собой сталь) или неферромагнитным (например, представляет собой алюминиевые сплавы), при этом поверхность неферромагнитного материала предпочтительно покрыта слоем ферромагнитного материала, температура которого может быть повышена до соответствующей температуры в течение короткого периода времени с помощью указанного кольцевого индуктора 150.
Предпочтительно тороидальная опора 10 рациональным образом образована из барабана, который может быть разобран, то есть состоящего из окружных сегментов, из которых, по меньшей мере, некоторые выполнены с возможностью смещения в направлении центра для разборки самой тороидальной опоры и обеспечения легкого ее извлечения из шины, когда изготовление завершено.
Тороидальная опора 10 дополнительно содержит, по меньшей мере, одно устройство с каналами, соединенное с каналом (не показан), предназначенным для соединения, например, с окружающей атмосферой, образованное вдоль стойки 113 указанной опоры и предназначенное для обеспечения распространения текучей среды, находящейся под давлением и предназначенной для вулканизации, внутри указанной опоры при формовании и вулканизации.
Указанное устройство с каналами выполнено с соответствующими ответвлениями, которые образованы в корпусе тороидальной опоры и посредством которых указанная текучая среда достигает множества каналов с отверстиями на наружной поверхности самой опоры 10, распределенных соответствующим образом и имеющих заданные размеры в окружном направлении опоры. Распределение и размеры таковы, что они позволяют предотвратить введение исходного эластомерного материала в указанную тороидальную опору 10.
Процесс сборки шины, выполняемый в рассматриваемой установке, предусматривает изготовление каркасной конструкции самой шины на первых рабочих станциях.
Затем тороидальную опору 10, несущую указанную каркасную конструкцию, вставляют, предпочтительно посредством роботизированной руки, в указанную герметично закрытую полость 110, выполненную внутри устройства 100. После этого устройство закрывают и благодаря наличию канала 108 обеспечивают поступление рабочей текучей среды внутрь указанной полости до тех пор, пока не будет достигнуто давление, предпочтительно составляющее от приблизительно 5 до приблизительно 15 бар, для поджима внутренней поверхности указанной каркасной конструкции 20 с наружной стороны внутрь к наружной поверхности указанной тороидальной опоры 10. Когда будет достигнуто выбранное рабочее давление, индуктор 150 начинает вырабатывать тепло на поверхности тороидальной опоры 10, при этом тепло передается к каркасной конструкции, опирающейся на саму тороидальную опору. Следует понимать, что, как вариант, индуктор также может быть приведен в действие одновременно с поступлением рабочей текучей среды внутрь указанной полости 110, так что подвод тепла также может начаться до того, как будет достигнуто заданное рабочее давление.
Кроме того, индуктор также обеспечивает выработку тепла на металлических частях самой конструкции по существу внутри конструктивных элементов каждого борта и, более точно, в сердечниках борта, поскольку данные сердечники предпочтительно изготовлены из стали. Следовательно, поскольку тепло, выработанное на поверхности тороидальной опоры, передается каркасной конструкции, оно вызывает частичную вулканизацию каркасной конструкции за период времени, предпочтительно составляющий от приблизительно 2 до приблизительно 5 минут.
Предпочтительно данная частичная вулканизация происходит, по меньшей мере, в одной из составных частей указанной каркасной конструкции, такой как самый внутренний слой каркасной конструкции, например, на части герметизирующего слоя и в эластомерном материале, используемом в качестве наполнителя в конструктивных элементах каждого борта.
Впоследствии по каналу 109 рабочая текучая среда отводится из указанной герметично закрытой полости, атмосферное давление восстанавливается в данной полости и индуктор 150 отключают. После этого устройство 100 открывают, тороидальную опору извлекают из него предпочтительно с помощью роботизированной руки и направляют в последующие рабочие пункты для завершения сборки невулканизованной шины.
Как вариант индуктор выключают до того, как восстановится атмосферное давление, поскольку количество тепла, выработанного на поверхности тороидальной опоры, может быть уже достаточным для заданных целей и, следовательно, частичная вулканизация каркасной конструкции может продолжаться при уже достигнутых температурах, предпочтительно составляющих от приблизительно 100°С до приблизительно 200°С, и более предпочтительно - от приблизительно 110°С до приблизительно 150°С.
Предпочтительно мощность магнитного индуктора составляет от приблизительно 25 кВт до приблизительно 60 кВт, и более предпочтительно она составляет от приблизительно 33 кВт до приблизительно 38 кВт.
При использовании данной мощности время, в течение которого магнитный индуктор включен, предпочтительно составляет от приблизительно одной минуты до приблизительно шести минут, и более предпочтительно оно составляет от приблизительно 2,5 минуты до приблизительно 3,5 минуты. Именно в течение этого времени происходит указанная выработка тепла.
В течение периода времени, в течение которого завершается сборка шины, тороидальная опора продолжает передавать тепло изготавливаемой шине за счет теплопроводности, тем самым способствуя завершению вулканизации самых внутренних в радиальном направлении слоев шины и началу частичной вулканизации элементов, которые постепенно накладывают на саму тороидальную опору, в результате чего уменьшается время операций формования и вулканизации, которые должны быть выполнены в конце сборки шины.
Указанные операции формования и вулканизации предпочтительно предусматривают помещение собранной шины и тороидальной опоры 10 в формующую полость, образованную в вулканизационной пресс-форме, при этом указанная полость имеет стенки, форма которых соответствует форме наружной поверхности шины, достигаемой, когда вулканизация будет завершена. После этого шину формуют посредством поджима ее наружной поверхности к стенкам указанной полости, при этом тепло подводят к самой шине предпочтительно посредством текучей среды для вулканизации, как было проиллюстрировано выше, для обеспечения вулканизации шины.
В альтернативном варианте осуществления рассматриваемого способа соединение брекерного пояса с каркасной конструкцией изготавливаемой шины может быть осуществлено перед началом частичной вулканизации внутри устройства 100.
Изобретение относится к способу и установке для изготовления пневматических шин для колес транспортных средств. Установка содержит один пункт сборки, содержащий автоматизированное устройство перемещения тороидальной опоры, на которой собирают каждую невулканизованную шину. Опора имеет наружную поверхность, форма которой по существу соответствует форме внутренней поверхности самой шины. Устройство для выполнения частичной вулканизации изготавливаемой невулканизованной шины содержит одну герметично закрытую полость, выполненную с возможностью размещения тороидальной опоры, несущей изготавливаемую шину. В установке содержится одно нагревательное устройство для выработки тепла на поверхности тороидальной опоры и одно устройство подачи рабочей текучей среды под давлением, соединенное с указанной полостью для поджима радиально внутренней поверхности изготавливаемой шины к радиально наружной поверхности тороидальной опоры. Установка содержит одно устройство вулканизации и формования невулканизованной шины после ее сборки. Способ включает одну операцию частичной вулканизации при сборке шины на тороидальной опоре. Данная операция обеспечивает сокращение общего времени изготовления шины за счет снижения общего времени выполнения конечной операции формования и вулканизации при сохранении характеристик борта и слоя или слоев каркаса, соединенных с ним, которые заданы в технических требованиях. Вторая вулканизация, сопровождаемая формованием протекторного браслета и боковин, позволяет получить готовую шину за короткий период времени. 3 н. и 29 з.п. ф-лы, 1 ил.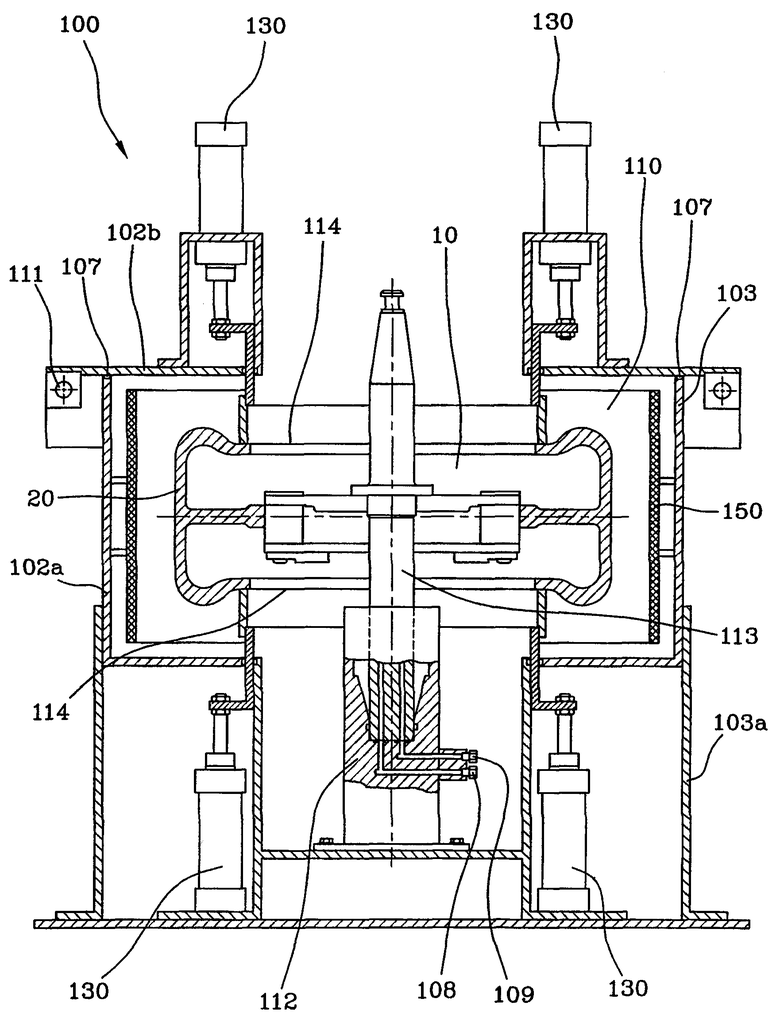
1. Способ изготовления пневматических шин для колес транспортных средств, при котором осуществляют установку изготавливаемой шины на тороидальной опоре (10), имеющей наружную поверхность, форма которой по существу соответствует форме внутренней поверхности самой шины, и сборку, по меньшей мере, одной каркасной конструкции (20) на указанной опоре (10), при этом конструкция (20) содержит радиально внутренний слой, содержащий эластомерный материал, находящийся в контакте с наружной поверхностью тороидальной опоры (10), по меньшей мере, один слой каркаса, концы которого соединены с, по меньшей мере, одной конструкцией борта, содержащей, по меньшей мере, одну кольцевую усилительную конструкцию и эластомерный наполнитель;
помещают тороидальную опору (10) и изготавливаемую шину, установленную на опоре, в герметично закрытую полость (110);
впускают рабочую текучую среду в полость (110), поджимая внутреннюю поверхность изготавливаемой шины к наружной поверхности тороидальной опоры (10);
подводят тепло к изготавливаемой шине для начала вулканизации, по меньшей мере, одного эластомерного элемента каркасной конструкции (20), выбранного из эластомерного наполнителя и радиально внутреннего слоя;
извлекают тороидальную опору (10), несущую изготавливаемую шину, из полости (110);
завершают сборку изготавливаемой шины;
помещают собранную шину и тороидальную опору (10) в формующую полость, образованную в вулканизационной пресс-форме, при этом формующая полость имеет стенки, соответствующие по форме наружной поверхности шины после завершения вулканизации;
формуют шину посредством поджима ее наружной поверхности к стенкам формующей полости; и
подводят тепло к собранной шине для ее вулканизации.
2. Способ по п.1, при котором изготавливаемая шина содержит брекерную конструкцию, соединенную с каркасной конструкцией.
3. Способ по п.1, при котором впуск рабочей текучей среды выполняют до подвода тепла к изготавливаемой шине.
4. Способ по п.1, при котором впуск рабочей текучей среды выполняют по существу одновременно с подводом тепла к изготавливаемой шине.
5. Способ по п.1, при котором подвод тепла выполняют посредством выработки тепла на поверхности тороидальной опоры (10).
6. Способ по п.1, при котором подвод тепла выполняют посредством выработки тепла у внутренней стороны изготавливаемой шины.
7. Способ по п.5, при котором выработку тепла производят за счет магнитной индукции в течение периода времени, составляющего от приблизительно одной минуты до приблизительно шести минут.
8. Способ по п.5, при котором давление, создаваемое текучей средой в герметично закрытой полости, составляет от приблизительно 5 до приблизительно 15 бар.
9. Установка для изготовления пневматических шин, содержащая по меньшей мере, один пункт сборки, содержащий автоматизированное устройство перемещения тороидальной опоры (10), на которой собирают каждую невулканизованную шину, при этом указанная тороидальная опора имеет наружную поверхность, форма которой по существу соответствует форме внутренней поверхности самой шины;
по меньшей мере, одно устройство (100) для выполнения частичной вулканизации изготавливаемой невулканизованной шины, при этом указанное устройство содержит, по меньшей мере, одну герметично закрытую полость (110), выполненную с возможностью размещения тороидальной опоры (10), несущей изготавливаемую шину, по меньшей мере, одно нагревательное устройство, для выработки тепла, по меньшей мере, на поверхности тороидальной опоры (10), по меньшей мере, одно устройство подачи рабочей текучей среды под давлением, соединенное с указанной полостью (110) для поджима радиально внутренней поверхности изготавливаемой шины к радиально наружной поверхности тороидальной опоры (10); и
по меньшей мере, одно устройство вулканизации и формования невулканизованной шины после ее сборки.
10. Установка по п.9, в которой нагревательное устройство содержит, по меньшей мере, один магнитный индуктор (150).
11. Установка по п.9, в которой тороидальная опора (10) имеет наружную поверхность из ферромагнитного материала.
12. Установка по п.9, в которой границы герметично закрытой полости (110) определяются нижней половиной (102а) и верхней половиной (102b) устройства(100).
13. Установка по п.12, в которой верхняя половина (102b) соединена с нижней половиной (102а), по меньшей мере, одним шарниром (111), обеспечивающим поворот верхней половины (102b) в вертикальной плоскости устройства (100).
14. Установка по п.12, в которой, по меньшей мере, один уплотнительный элемент (107) установлен между противоположными поверхностями нижней (102а) и верхней (102b) половин.
15. Установка по п.10, в которой магнитный индуктор (150) представляет собой кольцевой индуктор, имеющий С-образное поперечное сечение и установленный вблизи внутренних боковых стенок устройства (100).
16. Установка по п.10, в которой магнитный индуктор (150) имеет мощность, составляющую от приблизительно 25 кВт до приблизительно 60 кВт.
17. Установка по п.9, в которой устройство подачи рабочей текучей среды предполагает наличие канала (108) подачи и выпускного канала (109).
18. Установка по п.12, в которой опорные поверхности (114) выполнены для обеспечения опоры в горизонтальном направлении для тороидальной опоры (10) внутри полости (110).
19. Установка по п.18, в которой опорные поверхности (114) функционально связаны с гидравлическими устройствами для приложения давления к фланцевым областям тороидальной опоры (10).
20. Установка по п.19, в которой гидравлические устройства содержат две пары поршней (130), при этом первая пара соединена с верхней половиной (102b), а вторая пара соединена с опорной плитой (103а).
21. Устройство (100) для выполнения частичной вулканизации невулканизованной пневматической изготавливаемой шины, содержащее, по меньшей мере, одну герметично закрытую полость (110), выполненную с возможностью размещения тороидальной опоры (10), несущей изготавливаемую шину, по меньшей мере, одно нагревательное устройство для выработки тепла, по меньшей мере, на поверхности тороидальной опоры (10), по меньшей мере, одно устройство подачи рабочей текучей среды под давлением, соединенное с полостью (110), для поджима радиально внутренней поверхности изготавливаемой шины к радиально наружной поверхности тороидальной опоры (10).
22. Устройство по п.21, в котором нагревательное устройство содержит, по меньшей мере, один магнитный индуктор (150).
23. Устройство по п.21, в котором тороидальная опора (10) имеет поверхность из ферромагнитного материала.
24. Устройство по п.22, в котором магнитный индуктор (150) представляет собой кольцевой индуктор, имеющий С-образное поперечное сечение и установленный вблизи внутренних боковых стенок устройства (100).
25. Устройство по п.22, в котором магнитный индуктор (150) имеет мощность, составляющую от приблизительно 25 кВт до приблизительно 60 кВт.
26. Устройство по п.21, в котором границы герметично закрытой полости (110) определяются нижней половиной (102а) и верхней половиной (102b) устройства(100).
27. Устройство по п.26, в котором верхняя половина (102b) соединена с нижней половиной (102а) посредством, по меньшей мере, одного шарнира (111), обеспечивающего поворот верхней половины (102b) в вертикальной плоскости устройства (100).
28. Устройство по п.26, в котором, по меньшей мере, один уплотнительный элемент (107) установлен между противоположными поверхностями нижней (102а) и верхней (102b) половин.
29. Устройство по п.21, в котором указанное устройство подачи рабочей текучей среды предполагает наличие канала (108) подачи и выпускного канала(109).
30. Устройство по п.26, в котором опорные поверхности (114) выполнены для обеспечения опоры в горизонтальном направлении для тороидальной опоры (10) внутри полости (110).
31. Устройство по п.30, в котором опорные поверхности (114) функционально связаны с гидравлическими устройствами для обеспечения приложения давления к фланцевым областям тороидальной опоры (10).
32. Устройство по п.31, в котором гидравлические устройства содержат две пары поршней (130), при этом первая пара соединена с верхней половиной (102b), а вторая пара соединена с опорной плитой (103а).
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ И МОДУЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 1995 |
|
RU2147519C1 |
| БАРСКОВ Д.М | |||
| Машины и аппараты резинового производства | |||
| - М.: ХИМИЯ, 1975, с.309 | |||
| Формирователь напряжения | 1978 |
|
SU729825A1 |
| Установка отделения керамики и стержней от отливок | 1983 |
|
SU1202702A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ С КАРКАСНОЙ АРМАТУРОЙ, ОБРАЗОВАННОЙ ПО КРАЙНЕЙ МЕРЕ ОДНИМ СЛОЕМ НИТЕЙ ИЛИ КОРДОВ | 1994 |
|
RU2129487C1 |

