Предлагаемое изобретение относится к изготовлению резино-кордных оболочек тороидального типа и предназначено для изготовления тороидальных замкнутых тин.
Известен способ изготовления резинокордных оболочек, заключающийся в том, что образуют составленный из слоев материала в соответствии с конструкцией оболочки цилиндрический каркас, устанавливают на нем нерастяжимые.сердечники, расширяют и фиксируют одну кромку каркаса, заворачивают последнюю на наружную поверхность каркаса, аксиально перемен1ая ее к его центру, заворачивают вторую кромку каркаса и формуют оболочку, и устройство для его изготовления . По указанному способу вторую кромку каркаса заворачивают под нерастяжимые сердечники, а потому нельзя собирать тороидальные оболочки. Устройство для осуществления указанного способа содержит приводной разжимной сборочный барабан, механизм для рас иирения за«(}рачиваемой кромки каркаса и механизм заворота, выполненный в виде подвижного вдоль оси сборочного барабана кольца с зажимной поверхностыа и щарнирно смонтированными
на нем ОТКИДНЫМИ захватами с приводом их поворота.
Известен другой способ сборки резинокордных оболочек, заключающийся в том, что образуют составленный из слоев материала в соответствии с конструкцией оболочки цилиндрический каркас, устанавливают на нем нерастяжимые сердечники, расширяют и фиксируют обе кромки каркаса, поочередно заворачивают последние с р)ахлестом на центральную часть наружной поверхности каркаса, аксиально перемещая их к его центру, стыкуют кромки С образованием тороидальной оболочки и формуют оболочку, и устройство для его осун ествления (2|. Устройство для осуществления указанного способа содержит приводной разжимной сборочный барабан, механизмы для расширения заворачиваемых кромок каркаса и механизм заворота кромок, выполненный в виде подвижного вдоль оси сборочного барабана кольца с зажимными поверхностями и захватов. При сборке резино-кордной оболочки указанным известным cfioco6oM не обеспечивается точное центрирование оболочки в осевом направлении относительно сердечников, в силу чего оболочка имеет неправильную форму, не позволяющуюиспользовать ее в качестве тороидальной замкнутой шины. Целью изобретения является обеспечение возможности изготовления тороидальных замкнутых шин. Поставленная цель достигается тем, что формованием замкнутую тороидальную оболочку центрируют в осевом направлении относительно сердечников при частичном заполнении ее воздухом, а после формования оболочки по месту стыка кромок каркаса накладывают брекерно-протекторный браслет. Во время заворота второй кромки первую фиксируют от разгибания. Тороидальную оболочку формуют путём полного запблнения ее сжатым воздухом дь соприкосновения ее центральной части с брекерно-протекторным браслетом. Для изготовления резйно-кордных оболочек описываемым способом в устройстве для его осуществления захваты выполнены в виде качающихся двупл ечйх рычагов,смонТйроёаннб х на подбйжном кольцё й взаЪмодействуйщих койцамй сего за 1 нмШйИповерхностями, и снабжены приводом их поворота. Привод поворота захватов выполнен в виде установ 1енных п6 торЦай ПбДВйжШго кольца аксиально подвижных кольцевых шаблонов со свободно вращающимися роликами и смонтированных на подвижном коль-це силовых цилиндров, щтоки которых цвязаны с кольцевыми шаблонами. По торцам сборочного барабана установлены аксиально подвижные ограничительные диски для формрвания б.оковин оболочки. На фиг. 1 изображено устройство для сборки резйно-кордных оболочек описываемым способам, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. I; нафиг.4 - разрез В-В на фиг. 3; на фиг. 5 - разрез на фиг. ; на фиг. - положения механизмов устройства в процессе ос ществления последовательных стадий способа сборки резино-кордной оболочки. Устройство для сборки резтю-кбрдных оболочек содержит приводной разжимной сборочный барабан 1 (фиг. 1), привод 2 его вращения, аксиально подвижную бабку 3, механизм 4 для подачи состаеляющИ каркас оболочки слоев и деталей прикатки, барабан 5 для сборки брекерно-протекторного браслета, передающий механизм б для передачи предварительно собранного брекермо-протекторного браслета от барабана 5 на сборочный барабан I и привод 7 барабана 5. Разжимной сборочный барабан I имеет .жесткую центральную секторную часть 8 (фиг. 2) и две коацевые части 9 и JO. Центральная секторная часть 8 образована расположенными параллель но продоль648067НОЙ оси барабана по всей ее окружности радиально подвижными жесткими сегментами 11, образующими цилиндрическую поверхность с кольцевыми канавками «а и«б. Для разжима центральной части 8 барабана 1 служат кольцевые пневматические камеры 12. В устройстве также имеются механизмыдля расщирения заворачиваемых кромок каркаса в виде кольцевых пневматических камер 13 и 14, расположенных, соответственно на концевЫх Частях 9 и 10 барабана 1. Для подачи воздуха в собираемую оболочку на одном из жестких сегментов 11 смонтирован патрубок 15, соединенный с магистралью сжатого воздуха (не показана) и имеющий вентиль 16 и герметизирующее кольцевое уплотнение 17. По торцам сборочного барабана 1 установлены аксиально подв:йжные ограничительные диски 18. и 19 для формования боковин оболочки, имеющие профильные поверхности «в и «г, выполненные tf Соответствии с заданным профилем боковин оболочки, и посадочные поверхности «д и «е для установки армирующих элементов оболочки. .. Вустройстве имеется также механизм 20 (фиг. 1 и 3) для заворота кромок каркаса, установленный сЬосно со сборочным барабаном 1 и выпрлненный в виде аксиально подвижного кольца 21 (фиг. 4), имеющего двутавровое поперечное сечение, внутренняя относительно продольной оси сборочного барабана полка «ж которого имеет две симметрично расположенньте относительно его вертикальной стенки «и зажимные по- верхности «к и «л, и захватов. Захваты .выполнены в виде качающихся двуплечих рычагов 22, смонтированньгх на подвижном кольце 21 и взаимодействующих концами; «м и «н с его зажимными поверхностями «к и «л, и снабжены приводом их поворота. Привод поворота захватов выполнен в виде установленных по торцам подвижного кольца 21 .аксиально подвижных кольцевых 23 и 24 со свободно вращающимися роликами 25 и смонтированных на наружной полке «п подвижного кольца 21 силов ь1х цилиндров 26, штоки 27 которых связаны с крльцевьши шабл.онами 23 и 24. Барабан 5 для сборки брекерно-протекторного браслета может иметь бочкообразную накладку 28 (фиг. 5) для придания брекерно-протекторному браслету желаемой формы в случае нерастяжимого брекера и полиэтиленовую оболочку 29 для предотвращения прилипания первого слоя брекера. Способ сборки реЗино-кордных оболочек на данном устройстве осуществляется следующим образом. Сначала образуют составленный из слоев материала в соответствии с конструкцией оболочки цилиндрический каркас. Для этого



| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
| Способ сборки покрышек пневматических шин | 1986 |
|
SU1399168A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШИНЫ, СПОСОБНОЙ ОБЕСПЕЧИВАТЬ ДВИЖЕНИЕ В СПУЩЕННОМ СОСТОЯНИИ, ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2004 |
|
RU2337823C2 |
| СПОСОБ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН ТИПА "Р" | 1992 |
|
RU2085387C1 |
| Способ изготовления покрышек пневматических шин | 1973 |
|
SU646883A3 |
| Устройство для заворота слоев корда к станку для сборки резино-кордных оболочек | 1973 |
|
SU494283A1 |
| ПРОМЕЖУТОЧНО ИЗГОТАВЛИВАЕМОЕ ИЗДЕЛИЕ ДЛЯ БЕСКАМЕРНОЙ ПНЕВМАТИЧЕСКОЙ ШИНЫ И БЕСКАМЕРНАЯ ПНЕВМАТИЧЕСКАЯ ШИНА | 1996 |
|
RU2155674C2 |
| Способ сборки покрышек пневматических шин | 1989 |
|
SU1691133A1 |
| Способ сборки покрышек пневматических шин | 1977 |
|
SU735433A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |


i jL; a yjBse - : ir на сжатый сборочный барабан (фиг. 2) в канавки «а и «б наматывают прокладки 30 и 31 бортов из невулканизованной резины и усиленные тканью разделительные ленты 32 и 33 и последовательно накладывают со смещением два слоя 34 и 35 из невулканизованной резины для образования боковин оболочки, перекрывающий предыдущие слои слой 36. обрезиненного корда, смещенный относительно центра барабана 1 влево для образования нахлеста при стыковке, прокладку 37 из невулканизованной резины, которая короче слоя 36. Затем прокалывают все уложенные слои для образования центрального отверстия, вставляйт в него клапан 38 оболочки, накладывают прокладку 39 из невулканизованной резины и прокалывают в ней отверстие над каналом клапа«а 38. Аксиальным перемещением к центру барабана 1 ограничительных дисков 18 и 19 концентрично центральной части 8 сборочного барабана 1 устанавливают нерастяжимыё сердечники - бортовые кольца 40 и 41, зафиксированные соответственно на посадочных поверхностях «д и «е дисков (фиг. 6). Расстояние между бортовыми кольцами соответствует их положению в готовой шине. Разжимом центральной- части 8 сборочного барабана 1 сажают бортовые кольца (фиг. 7). После этого наматывают клиновидные наполнители 42 около бортовых колец и наносят покрывающие ленты.43. На центральную часть собранного каркаса наносят разделительную смазку, например стеарат цинка. Отводят в исходное положение диски 18 и 19, а концентрично центральной части 8 сборочного барабана 1 устанавливается подвижное кольцо 21, как показано на фиг. 7. Радиально расщиряют правую кромку каркаса г помощью пневмокамеры 14, расщиряющейся при подаче в нес сжатого воздуха. При этом кромочные слои каркаса поднимаются, поворачиваются на 180° к центру барабана, укладываются на зажимную поверхность «л подвижного кольца 21 и фиксируются концами «н рычагов 22. Затем, перемещением подвижного кольца 21 вдоль барабана 1 заворачивают правую кромку каркаса на центральную часть его наружной поверхности, аксиально перемещая ее к центру каркаса и выворачивая каркас. Центральной является часть каркаса между бортовыми кольцами 40 и 41. После заворота правой кромки стравливают воздух из камеры 14 и к завёрнутой правой кромке подводят ограничительный диск 19, чтобы зафиксировать ее от разгибания. Поворотом рычагов 22 освобождают кромку, а подвижное кольцо 21 перемещают влево ко второму бортовому кольцу 40 (фиг. 8). Это положение показано пунктиром на фиг. 7. Правая, кромка сжимается и ложится па прокладку 39 каркаса.,.
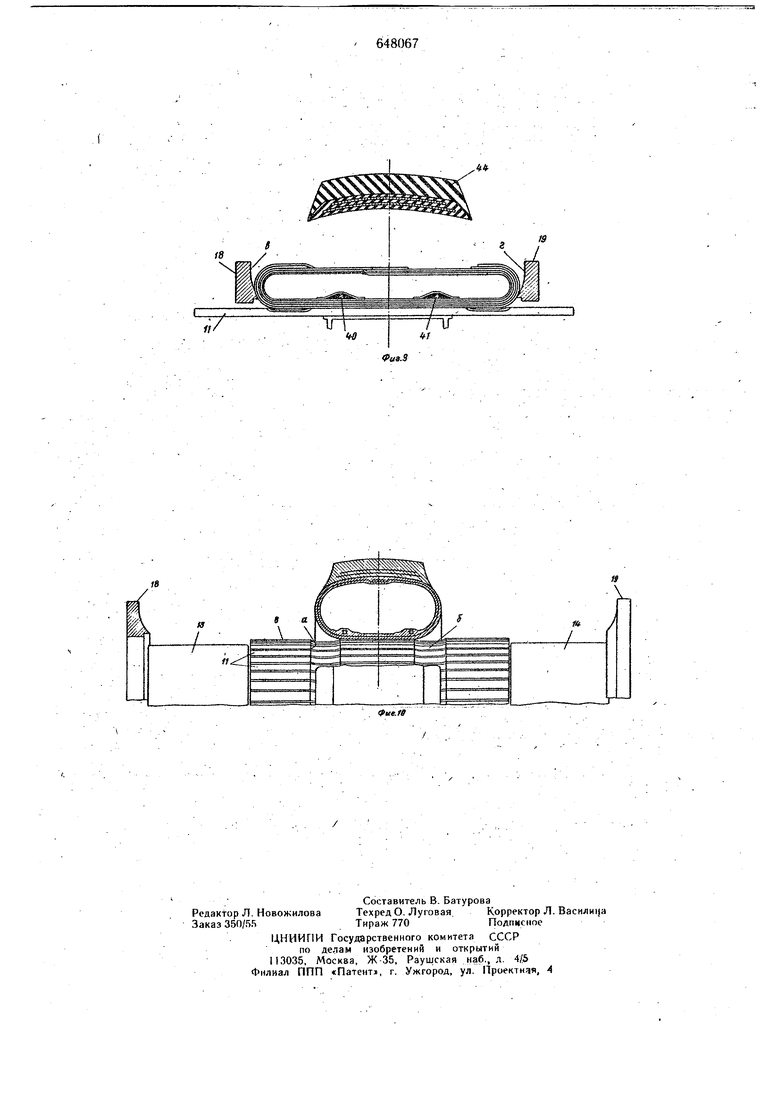
(И 8067 Радиально расширяют левую кромку каркаса спомощью.пневмокамеры 13, расширяющейся при подаче в нее сжатого воздуха. При этом кромочные слои каркаса поднимаются, поворачиваются на 180° к центру барабана, укладываются на зажимную поверхность «к подвижиого кольца 21 и фиксируются концами «м рычагов 22, Затем перемещением подвижного кольца 2 вдоль барабана 1 заворачивают левую кромку каркаса на центральную часть его наружной поверхности, аксиально перемещая ее к центру каркаса и выворачивая каркас. После заворота левой кромки стравливают воздух из камеры 13 и к завернутой левой кромке подводят ограничительный диск 18,чтобы )иксировать ее от разгибания. Рычаги 22 подвижного кольца 21 освобождают левую кромку, которая при этом сжимается и ложится на правую с нахлестом (положение показано пунктиром на фиг. 8), при этом концы каждого слоя стыкуются друг с другом с образованием замкнутой тороиадальной оболочки. Стыки смежных слоев смещены в соответствии со смещением слЪеб при ях наложении на барабан во время образования каркаса. На барабаке 5 обычным образом собирают брекернопротекторный браслет 44 заданной конструкции. Собранный брекерно-протекторный браслет 44 передающим механизмом 6 снимают с барабана 5 и устанавливают концентркчно сборочному барабану 1 симметрично относительно его середины (фиг. 9). При этом бабка 3 и диск 19 отводятся от сборочного барабана 1 для обеспечения свободного прохода передающего механизма 6, затем возвращаются в исходное положение. Перед формованием замкнутую тороидальную оболочку центрируют в осевом направлении относительно бортовых колец 40 и 4 при частичном заполнении ее воздухом. При этом в нее через вентиль 16 и клапан 38 подают сжатый воздух для расширения оболочки примернЬ до половины окончательной высоты профиля тины, а ограничительные диски 18 и 19 перемещают к центру барабана 1 в заданное положение на одинаковом расстоянии от центра барабана до взаимодействия изс поверхностей «в и «г с боковинами тороидальной оболочки. Затем оболочку формуют путем полного заполнения ее сжатым воздухом до соприкосновения ее центральной части с брекерно-протекторОО liii|JTr O J1L1 ным браслетом 44 (фиг. 10). При этом оболочка остается в центрированном положении относительно вертикальной оси симметрии. Прикатывают брекерно-протекторный браслет к каркасу. Отводят бабку 3 от сборочного барабана 1,сжимают последний и снимают готовую шину. Затем ее вулканизуют. Предложенным спос.обом можно собирать шины-с радиальным и диагональным кордом. Предложенный способ и устройство обеспечивают простое и.эффективное изготовление тороидальных замкнутых шин. Форм1;ла изобретения 1. Способ сборки резино-кордных оболочек, заключающийся в том, что образуют составленный из слоев материала в соответствии с конструкцией оболочки ци 1Индрический каркас, устанавливают на нем нерастяжимые сердечники, расширяют и фиксируют обе кромки каркаса, поочередно заворачивают последние:с нахлестом на центральную часть наружной поверхности каркаса, аксиально перемещая их к его центру, стыкуют кромки с образованием тороидальной оболочки и формуют оболочка/ отличающийся тем, что, с целью изготовления тороидальных замкнутых шин, перед формовй1Шем за1йкнутую тороидальную оболочку центрируют в осевом направлении относительно сердечйиков при частичном заполнении ее воздухом, а после формования оболочки по месту стыка кромок каркаса накла;хь1вают брекёрйо-протекторнь Й браслет. 2.Способ по п. I, отлиясющийся тем, что во время заворота бторой йромки первую фиксируют от разгиЬйнйй. -: 3.Способ по п. 1, отличающийся тем, что тороидальную оболочку формуют путем полного заполнения ее сжатым воздухом
/
до соприкосновения ее .центральной части с брекерно-протекторным браслетом. 4.Устройство для сборки резино-кордных оболочек способом по п. I, содержащее приводной разжимной сборочный барабан, механизмы для расширения заворачиваемых кромок каркаса и механизм заворота кромок, выполненный в виде подвижного вдоль оси сборочного барабана кольца с зажимными поверхностями и захватов, отличающееся тем,что захваты выполнены в виде качающихся двуплечих рычагов, смонтированных на НОДБИЖНОМ кольце и взаимодействующих концами с его зажимными поверхностями-;. и снабжены приводом Их поворота. 5.Устройство по п. 4, отличающееся тем, что Нрййод поворота захватов выполнен в виде устайбвленнь х по торцам подвижного кольца аксиально подвижнь х кольцевых шаблонов со свободно вращающимися роликами и смонтированных на подвижном кольце силовых цилиндров. Штоки которых связаны с кольцевь1ми шаблонами. 6.Устройство по п. 4, отличающееся тем, что по торцам сборочного барабана установлёнь аксиально подвижные ограничительные диски для формования боковин оболочки.,.: . : , Источники информации, принятые во внимание при экспертизе., 1. Авторское свидетельство СССР № 525559,.кл. В 29 Н 17/0.0, 1974. 2.. Авторское свидетельство СССР № 509460, кл. В 29 Н 17/22, 1974.
18
18
13
