Изобретение касается способа для сборки радиальной шины на станке для сборки шин, который имеет один имеющий цилиндрическую внешнюю поверхность расширяемый каркасный барабан и две опоры гофрированных камер с раздуваемыми гофрированными камерами, причем укладывают и состыковывают внутреннюю сердцевину шины и выступающий за края каркасного барабана, имеющий выступы каркасный вкладыш, затем располагают бортовые кольца с наполнительным шнуром и выступы каркасного вкладыша посредством раздувания гофрированных камер заворачивают вокруг внешних сторон бортовых колец и профилей сердечников.
Изобретение касается, кроме того, устройства для сборки радиальной шины, которая имеет внутреннюю сердцевину, каркасный вкладыш, бортовые кольца с наполнительным шнуром и участки каркасного вкладыша, образующие завернутые вокруг бортовых колец загибы кромок, причем устройство имеет расширяемый каркасный барабан, имеющий цилиндрическую внешнюю поверхность, и две опоры гофрированных камер с раздуваемыми гофрированными камерами.
Обычно для сборки радиальных шин применяют одноступенчатые или двухступенчатые станки для сборки шин. Известны при этом двухступенчатые станки для сборки шин, которые работают по способу пальцевой прикатки слоя или способу расширения барабана. При двухступенчатом способе на первой ступени станка для сборки шин на имеющий цилиндрическую внешнюю поверхность расширяемый каркасный барабан укладывают и состыковывают внутреннюю сердцевину и затем каркасный вкладыш. При расширенном барабане устанавливают бортовые кольца вместе с наполнительными шнурами. Затем следует заворачивание выступающих из каркасного барабана выступов каркасного вкладыша вокруг бортовых колец и наполнительных шнуров, что осуществляется с помощью гофрированных камер. После укладки при необходимости дополнительных конструктивных элементов шины и укладки и прикатки профилей боковых стенок каркас шины изготовлен и удаляется со сжатого теперь каркасного барабана. Посредством транспортирующего устройства каркас шины перемещается ко второму сборочному барабану. На отдельном брекерном барабане слои корда добавляются к брекерному соединению, и затем наносится одно- или многоэлементный протектор. Транспортирующее приспособление перемещает соединение брекер-протектор к каркасу шины и устанавливает его над каркасом. Посредством вспучивания каркас шины сцепляется с соединением брекер-протектор и соединяется посредством прикатки. При одноступенчатом способе происходит изготовление каркаса и получение невулканизированой шины посредством комплектования соединения брекер-протектор на одном единственном барабане.
Расположенные по бокам от каркасного барабана опоры гофрированных камер обычно выполняются таким образом, что внешние стороны размещенных на них, нераздутых гофрированных камер находятся на цилиндрической поверхности, диаметр которой меньше, чем диаметр внешней поверхности каркасного барабана, чтобы бортовые кольца вместе с наполнительным шнуром могли располагаться на определенных местах. Меньший диаметр на сторонах образованной каркасным барабаном и гофрированными камерами опорной поверхности для внутренней сердцевины и каркасного вкладыша допускает в этих областях только точечную поддержку тех роликов, которые обычно применяются при установке и стыковке этих слоев. Поэтому сделана попытка посредством раздувания гофрированных камер предоставить в распоряжение предпочтительную опорную поверхность для внутренней сердцевины и каркасного вкладыша. Получаемая при этом опорная поверхность, однако, очень неравномерна, и образуется большой зазор между каркасным барабаном и гофрированными камерами, так что велика опасность возникновения воздушных включений между внутренней сердцевиной и каркасным вкладышем.
В основе изобретения лежит задача: улучшить способ и устройство в начале названного типа таким образом, чтобы поддержать установку конструктивных элементов шины на каркасный барабан и дать возможность автоматической стыковки их конечных участков.
Что касается способа, поставленная задача согласно изобретению решается за счет того, что предусмотрены расширяемые опоры гофрированных камер, которые расширяют для установки и стыковки конструктивных элементов шины, так что внешняя поверхность гофрированных камер вместе с внешней поверхностью расширяемого каркасного барабана образует, по меньшей мере, одну, по существу, единую цилиндрическую опорную поверхность.
Что касается устройства, поставленная задача согласно изобретению решается за счет того, что опоры гофрированных камер выполнены расширяемыми.
При увеличении диаметра за счет расширения опор гофрированных камер при необходимости внешняя поверхность нераздутых гофрированных камер вместе с внешней поверхностью каркасного барабана предоставляет в распоряжение, по меньшей мере, одну, по существу, сплошную цилиндрическую поверхность для установки и стыковки конструктивных частей шины. Вследствие этого могут быть предотвращены воздушные включения между отдельными конструктивными частями, время выполнения операции на станке для сборки шин может быть сокращено, и степень автоматизации повышена, так как установленные конструктивные части шины могут быть состыкованы автоматически и больше не только вручную.
Особенно предпочтительным является способ при установке внутренней сердцевины и каркасного вкладыша, чтобы сделать возможной машинную стыковку.
Также на других этапах способа при сборке невулканизированной шины на каркасном барабане может быть сокращено время выполнения операции на станке для сборки шин. Это, например, тот случай, когда также профили боковых стенок устанавливают и стыкуют при расширенных опорах гофрированных камер.
Опоры гофрированных камер могут быть выполнены расширяемыми простым, целесообразным и надежным в эксплуатации образом. Для этого, в частности, предусмотрено, что опоры гофрированных камер имеют несколько выдвигаемых и задвигаемых в радиальном направлении сегментов, внешние поверхности которых вместе образуют, по существу, цилиндрическую опорную поверхность для гофрированных камер. Количество сегментов должно составлять, по меньшей мере, четыре, в частности двенадцать.
Дополнительные признаки, преимущества и подробности изобретения далее объясняются на основе схематичных чертежей, которые изображают варианты осуществления. На чертежах изображено:
фиг.1 - частичное поперечное сечение радиальной шины,
фиг.2а-2d - представление этапов способа при сборке пневматической шины транспортного средства на станке для сборки шин,
фиг.3 - вид спереди сегментированной опоры гофрированной камеры и
фиг.4 - дополнительный этап способа при сборке пневматической шины транспортного средства на станке для сборки шин.
На фиг.1 показано в качестве примера частичное поперечное сечение радиальной шины для легкового автомобиля. Изображены и обозначены при этом лишь основные части шины, а именно воздухонепроницаемая внутренняя сердцевина 1, каркасный вкладыш 2, область бортового утолщения с бортовым кольцом 3 и наполнительным 4 шнуром, брекер, состоящий из двух слоев 5 корда брокера, кроме того, боковые стенки 6 и профилированный протектор 7. Каркасный вкладыш 2 шины легкового автомобиля имеет обычно уложенный в резиновую смесь, в частности, текстильный каркас, который проходит от области бортового утолщения для области бортового утолщения и изнутри наружу обводится вокруг бортовых колец 3, так что его свободный конечный участок образует так называемые загибы 2а кромок. Каркасный вкладыш 2 может также быть выполнен двухслойным. Бортовые кольца 3 состоят обычно из множества стальных тросов, примыкающие к нему наполнительные 4 шнуры являются профилями из относительно твердой резиновой смеси. При изготовлении шины или ее конструктивных элементов бортовые кольца 3 вместе с еще невулканизированными наполнительными 4 шнурами заранее изготавливаются как узлы. Этот узел может быть снабжен одно- или многослойной внешней оболочкой из прорезиненной ткани, так называемой бортовой защитной ленты шины.
На фиг.2а-2d изображен принадлежащий к первой ступени станка для сборки шин, имеющий цилиндрическую внешнюю поверхность расширяемый каркасный барабан 9 и две расположенные по бокам от каркасного барабана 9 опоры 10 гофрированных камер. На внешней поверхности каждой опоры 10 гофрированных камер находится раздуваемая гофрированная камера 11. Штрихпунктирная линия m показывает плоскость симметрии каркасного барабана 9, пунктирная линии а показывает ось а каркасного барабана 9, т.е. под а и симметрично к а находятся вторые не показанные половины каркасного барабана 9 опор 10 гофрированных камер и гофрированных камер 11.
Согласно изобретению опоры 10 гофрированных камер выполнены расширяемыми. Как показано на фиг.3, для этого опора 10 гофрированной камеры имеет в радиальном направлении выдвигаемые и задвигаемые сегменты 12. В изображенном варианте осуществления предусмотрены распределенными равномерно по объему двенадцать сегментов 12, которые предоставляют в распоряжение основание, проходящее по поверхности опоры 10 гофрированной камеры, для гофрированной камеры 11. Каждый сегмент 12 состоит из опорной части 13 гофрированной камеры, направляющего приспособления 14 и опоры 15. Опорные части 13 гофрированных камер расположены на опорах 15, которые на направляющих 14 установлены с возможностью выдвижения и задвигания. Для этого предусмотренный механизм может быть выполнен известным образом и, например, приводится в движение пневматическим или гидравлическим образом. На фиг.3 показаны сплошными линиями сегменты 12 в их задвинутом положении, пунктирными линиями отмечено выдвинутое положение, в котором внешняя поверхность опор 10 гофрированных камер концентрически увеличивается.
В показанном на фиг.2 положении как опоры 10 гофрированных камер, так и каркасный барабан 9 уже расширены, по существу, цилиндрические внешние стороны нераздутых гофрированных камер 11 образуют с цилиндрической поверхностью каркасного барабана 9, по меньшей мере, одну, по существу, единую цилиндрическую опорную поверхность. Как показано на фиг.2b, на эту опорную поверхность наложены внутренняя сердцевина 1 и каркасный вкладыш 2. Их наложенные внахлест концевые участки могут быть соединены друг с другом (состыкованы) посредством прикатки. Расширенные опоры 10 гофрированных камер поддерживают поэтому как внутреннюю сердцевину 1, так и каркасный вкладыш 2 при наложении и стыковке и таким образом предотвращают возникновение воздушных включений между внутренней сердцевиной 1 и каркасным вкладышем 2.
Как показано на фиг.2 с, сегменты 12 обеих опор 10 гофрированных камер после стыковки каркасного вкладыша 2 и внутренней сердцевины 1 сдвигаются, так что наружный диаметр гофрированных камер 11 относительно наружного диаметра каркасного барабана 9 уменьшается. Теперь бортовые кольца 3 вместе с их наполнительными 4 шнурами могут быть установлены на выступах 2а каркасного вкладыша 2, как показано на фиг.2а. Теперь гофрированные камеры раздувают, так что известным образом образуются завороты выступов 2а каркасного вкладыша 2 вокруг бортовых колец 3 и таким образом происходит изготовление более поздних каркасных загибов кромок.
После заворотов выступов 2а каркасного вкладыша 2 из гофрированных камер выпускается воздух. Посредством повторного выдвижения сегментов 14 внешние стороны опор 10 гофрированных камер снова нераздутых гофрированных камер 11 могут быть установлены по диаметру уже установленных конструктивных элементов шин, чтобы предоставить в распоряжение в целом цилиндрическую опорную поверхность для размещения дополнительных конструктивных элементов шины.
На фиг.4 показано это на основе установки профилей 16 боковых стенок. В зазоре между каркасным барабаном 9 и опорами 10 гофрированных камер расположены бортовые кольца 3 и наполнительные 4 шнуры. Оба профиля 16 боковых стенок могут быть установлены поэтому посредством бортовых колец 3 и наполнительных 4 шнуров на, по меньшей мере, одну, по существу, цилиндрическую опорную поверхность и простым способом, например, состыкованы посредством накатки.
На достижимой посредством расширяемых опор 10 гофрированных камер в целом цилиндрической опорной поверхности могут быть соответственно уложены с укреплением и удобным образом состыкованы также различные конструктивные части шины, например полосы усилителя борта. Изобретение при этом применимо как для двухступенчатых, так и для одноступенчатых станков для сборки шин. Число сегментов опор 10 гофрированных камер может быть больше или меньше двенадцати, однако, по меньшей мере, четыре.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЗИЦИОНИРОВАНИЯ БОРТОВЫХ СЕРДЕЧНИКОВ | 2005 |
|
RU2354555C2 |
| Способ сборки покрышек пневматических шин и устройство для его осуществления | 1986 |
|
SU1715650A1 |
| БАРАБАН ДЛЯ ИЗГОТОВЛЕНИЯ ШИН С МЕХАНИЗМОМ ЗАВОРОТА, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ СБОРКИ НЕВУЛКАНИЗИРОВАННОЙ ШИНЫ | 2003 |
|
RU2323091C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ КАРКАСА ДЛЯ ПОКРЫШКИ ТРАНСПОРТНОГО СРЕДСТВА | 2009 |
|
RU2501655C2 |
| Устройство для посадки бортовых крыльев на сборочный барабан | 1990 |
|
SU1735043A1 |
| БАРАБАН ДЛЯ СБОРКИ ШИН С УСТРОЙСТВОМ ДЛЯ ЗАВОРОТА КРОМОК БРАСЛЕТА ШИНЫ ВВЕРХ | 1997 |
|
RU2189318C2 |
| СПОСОБ КОНТРОЛЯ ФОРМИРОВАНИЯ БОРТОВ ШИН И СООТВЕТСТВУЮЩАЯ СТАНЦИЯ | 2017 |
|
RU2753716C2 |
| Легковая и легкогрузовая шина и способ изготовления ее каркаса | 2019 |
|
RU2712475C1 |
| Способ изготовления покрышек пневматических шин и устройство для его осуществления | 1983 |
|
SU1375118A3 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2816902C1 |
Изобретение относится к способу и устройству сборки радиальной шины на станке для сборки шин. Станок имеет расширяемый каркасный барабан с цилиндрической внешней поверхностью и две опоры гофрированных камер с раздуваемыми гофрированными камерами. На каркасный барабан укладывают и состыковывают внутреннюю сердцевину шины и выступающий за края каркасного барабана каркасный вкладыш. Затем располагают бортовые кольца с наполнительным шнуром и выступы каркасного вкладыша посредством раздувания гофрированных камер заворачивают вокруг внешних стенок сердечников бортов. Предусмотрены расширяемые опоры гофрированных камер, которые расширяются для укладки и стыковки конструктивных частей шины, так что внешние поверхности гофрированных камер образуют в целом с внешней поверхностью расширенного каркасного барабана одну единую цилиндрическую опорную поверхность. Изобретение позволяет улучшить способ и устройство таким образом, чтобы поддержать установку конструктивных элементов шины на каркасный барабан и дать возможность автоматической стыковки их конечных участков. 2 н. и 5 з.п. ф-лы, 7 ил.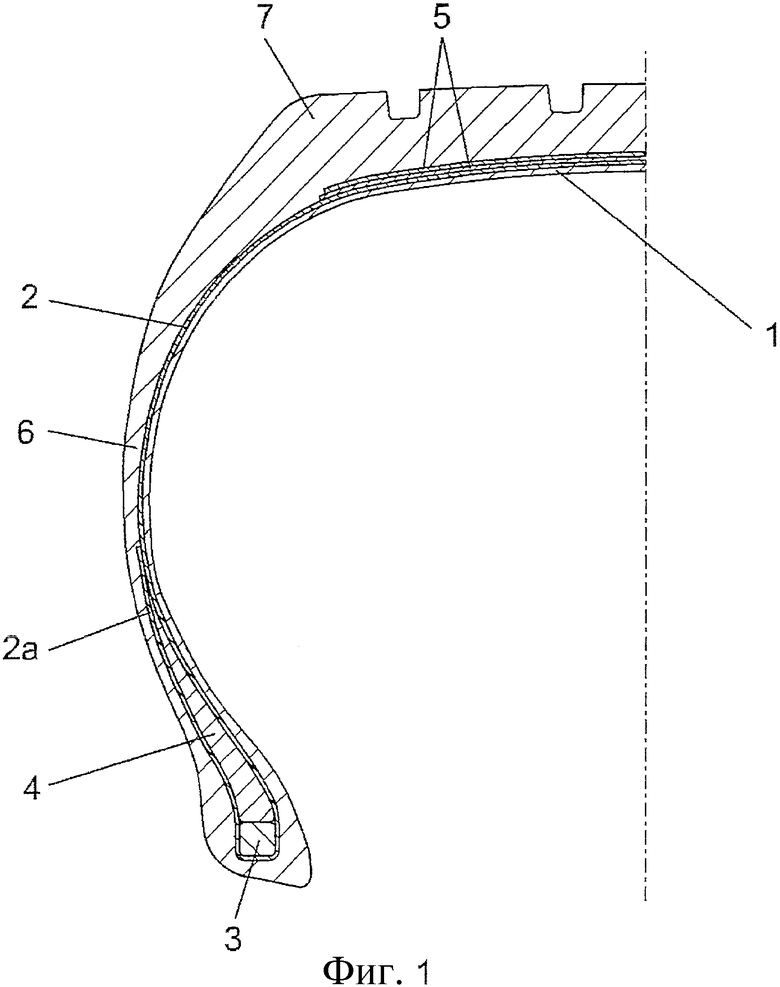
1. Способ сборки радиальной шины на станке для сборки шин, который имеет расширяемый каркасный барабан, имеющий цилиндрическую внешнюю поверхность, и две расположенные по бокам от каркасного барабана опоры гофрированных камер с раздуваемыми гофрированными камерами, причем на каркасный барабан укладывают и состыковывают внутреннюю сердцевину шины и выступающий за края каркасного барабана, имеющий выступы каркасный вкладыш, затем располагают бортовые кольца с наполнительным шнуром, и выступы каркасного вкладыша посредством раздувания гофрированных камер заворачивают вокруг внешних стенок бортовых колец, отличающийся тем, что используют расширяемые в радиальном направлении опоры (10) гофрированных камер, которые расширяют для укладки и стыковки конструктивных элементов шины, так что внешние поверхности нераздутых гофрированных камер (11) образуют в целом с внешней поверхностью расширенного каркасного барабана (9), по меньшей мере, одну, по существу, единую цилиндрическую опорную поверхность.
2. Способ по п.1, отличающийся тем, что внутреннюю сердцевину (1) укладывают и стыкуют при расширенных опорах (10) гофрированных камер.
3. Способ по п.1 или 2, отличающийся тем, что каркасный вкладыш (2) укладывают и стыкуют при расширенных опорах (10) гофрированных камер.
4. Способ по одному из пп.1-3, отличающийся тем, что профили (16) боковых стенок укладывают и стыкуют при расширенных опорах (10) гофрированных камер.
5. Устройство для сборки радиальной шины, которая имеет внутреннюю сердцевину, каркасный вкладыш, бортовые кольца с наполнительным шнуром, участки каркасного вкладыша, образующие заворачиваемые вокруг бортовых колец загибы кромок, причем устройство имеет расширяемый каркасный барабан, имеющий цилиндрическую внешнюю поверхность, и две расположенные по бокам от каркасного барабана опоры гофрированных камер с раздуваемыми гофрированными камерами, отличающееся тем, что опоры (10) гофрированных камер выполнены расширяемыми в радиальном направлении.
6. Устройство по п.5, отличающееся тем, что опоры (10) гофрированных камер имеют несколько сегментов (12), выполненных с возможностью перемещения наружу и обратно в радиальном направлении, внешние поверхности которых в целом образуют, по существу, цилиндрическую опорную поверхность для гофрированных камер (11).
7. Устройство по п.5 или 6, отличающееся тем, что количество сегментов (12) составляет, по меньшей мере, четыре, в частности двенадцать.
| УСТРОЙСТВО для УПРАВЛЕНИЯ КОПИРОВАЛЬНЫМСТАНКОМ | 0 |
|
SU348336A1 |
| Способ изготовления диафрагмы для сборки покрышек пневматических шин | 1991 |
|
SU1776235A3 |
| US 6390166 А1, 21.05.2002 | |||
| US 2003041975 A, 06.03.2003 | |||
| US 6506274 А1, 14.01.2003. | |||

