Изобретение относится к плавильному оборудованию, а именно к конструктивным элементам вакуумно-дуговых гарнисажных печей, а также плазменно-дуговых и электронно-лучевых печей с холодным подом.
Известен плавильный водоохлаждаемый тигель, содержащий металлический корпус, водяную рубашку и емкость с датчиком давления. В корпусе выполнены герметичные каналы и соединяющий их коллер, присоединенный к емкости посредством трубопровода (авторское свидетельство СССР N 287240, F 27 B 14/10, 1970).
Данный тигель имеет ограниченную область применения и не может быть использован, например, при плавке металлов способом ГРЭ (гарнисаж-расходуемый электрод), когда расходуемым электродом служит гарнисаж, сформированный при последующей плавке.
Известен плавильный водоохлаждаемый тигель электронно-лучевой печи с холодным подом, содержащий металлический корпус с внутренними параллельными каналами охлаждения. Входное и выходное отверстия для подсоединения трубопроводов системы охлаждения выполнены параллельно оси каналов (Титановые сплавы. Плавка и литье титановых сплавов. Андреев А.Л. и др.- М.: Металлургия, 1994, с. 184, рис. 67) - прототип.
Недостатком данного тигля является сложность выполнения цилиндрических каналов при больших габаритах тигля, сложность, а иногда и невозможность организации последовательного охлаждения тигля, а также повышенная термомеханическая деформация тигля при его эксплуатации.
Задачей, на решение которой направлено заявленное изобретение, является уменьшение термомеханической деформации тигля и расширение технологических возможностей его использования.
Техническим результатом, достигаемым при осуществлении изобретения, является увеличение площади охлаждаемой поверхности и использование упругих компенсаторов на отдельных участках каналов охлаждения.
Указанный технический результат достигается тем, что в плавильном водоохлаждаемом тигле, содержащем металлический корпус с внутренними герметичными каналами, входное и выходное отверстия каналов для присоединения трубопроводов системы охлаждения, в соответствии с изобретением корпус выполнен из цельнокатаных биметаллических плит, содержащих лист из нержавеющей стали, соединенных между собой стяжными упругими элементами, каналы охлаждения в плитах имеют эллипсовидную форму в поперечном сечении и змеевидную конфигурацию в плане, входное и выходное отверстие каналов для подсоединения трубопроводов системы охлаждения расположены в плоскости, перпендикулярной оси каналов, а тигель дополнительно содержит компенсаторы из нержавеющей стали, установленные в прямолинейные участки пазов каналов охлаждения и жестко присоединенные к листу из нержавеющей стали биметаллической плиты.
Плиты заявленного тигля являются биметаллическими, выполненными путем присоединения к медной плите листа из нержавеющей стали толщиной 10 мм посредством сварки взрывом. Использование биметаллической плиты позволяет выполнять каналы охлаждения фрезерованием, достичь эллипсовидной формы каналов с применением компенсаторов тепловых расширений и исключить применение традиционных резиновых уплотнений, используемых при выполнении сверленых цилиндрических каналов.
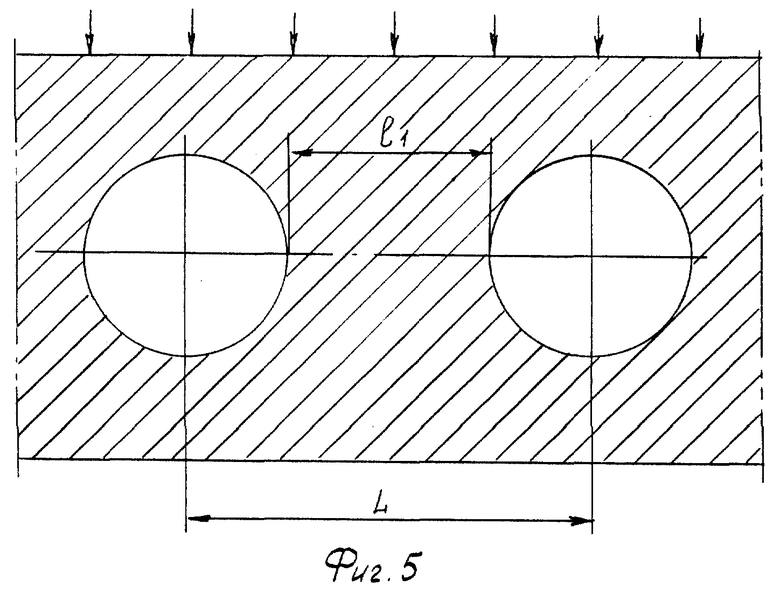
Эллипсовидная в сечении и змеевидная в плане форма каналов охлаждения позволяет увеличить плотность каналов на единицу площади охлаждения, тем самым увеличить площадь контакта воды с медью. За счет этого снижается температурный градиент в теле плит, особенно в местах их сборки между собой. Круговые повороты каналов снижают гидравлические сопротивления. Кроме того, система охлаждения выполнена последовательной со скоростью потока, исключающей закипание воды, что невозможно контролировать при параллельной системе каналов.
Упругие компенсаторы, выполненные из нержавеющей стали той же марки, что и стальной лист биметаллической плиты, установленные в пазы прямолинейных участков каналов охлаждения, ликвидируют напряжения между прогретыми внутренними слоями и относительно холодными слоями тела плиты, в результате уменьшаются изгиб плит и зазоры в местах их сборки. Жесткая установка компенсаторов обеспечивает достаточную вакуумплотность изготовления плит.
Благодаря использованию последовательной системы охлаждения в плите тигля имеется только одно входное и одно выходное отверстия, расположенные в плоскости, перпендикулярной оси канала, с расположением резинового уплотнения в области наименьшего прогревания и таким образом надежно защищенного от обугливания.
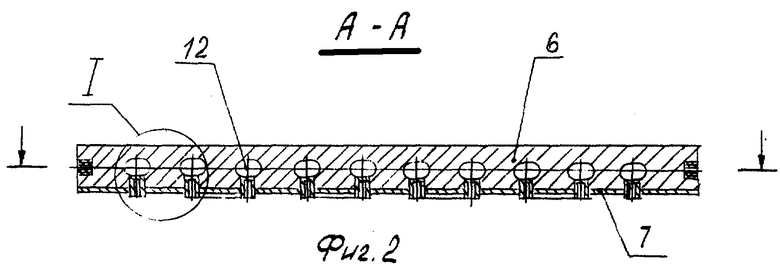
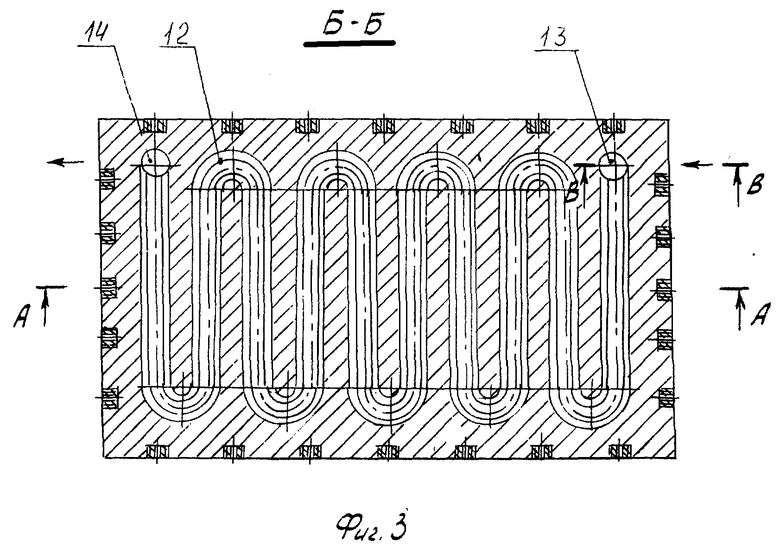
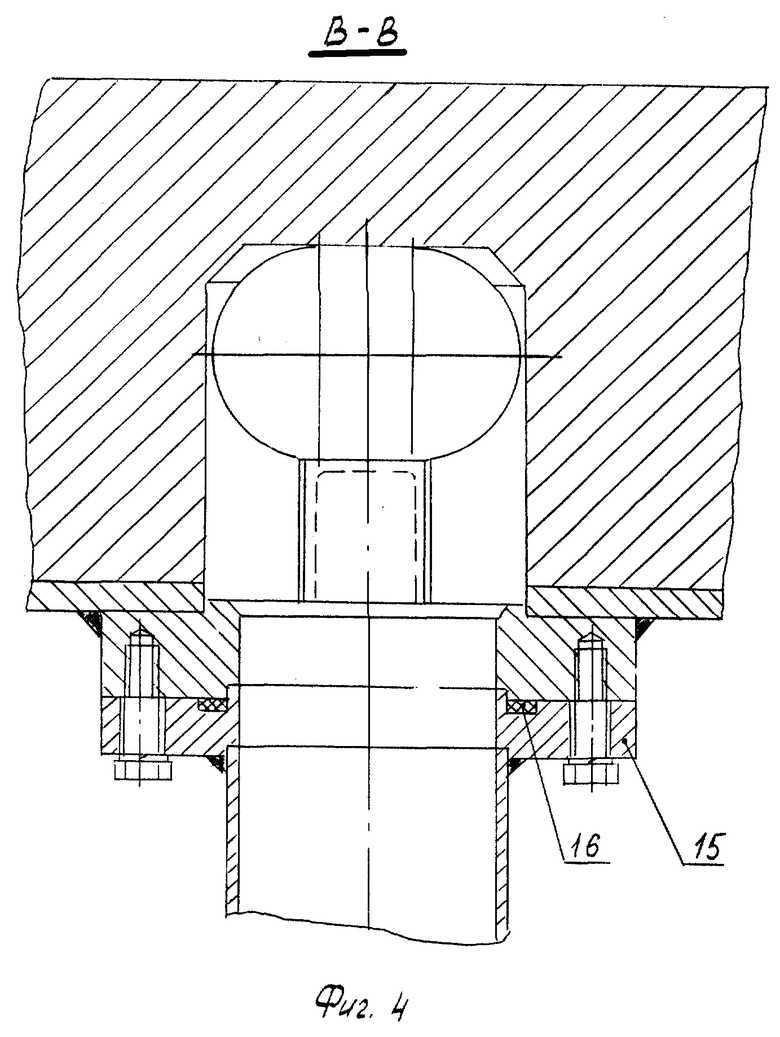
Изобретение поясняется чертежами, где на фиг. 1 показан тигель, общий вид; на фиг. 2 показана донная плита тигля, разрез А-А на фиг. 3; на фиг. 3 - та же плита в плане, разрез Б-Б на фиг. 2; на фиг. 4 показано входное (или выходное) отверстие, разрез В-В на фиг. 3; на фиг. 5 дана схема теплового потока и каналов охлаждения (прототип); на фиг. 6 - подобная схема (заявленный тигель); на фиг. 7 показано соединение плит стяжным упругим элементом, разрез Г-Г на фиг. 1.
Плавильный водоохлаждаемый тигель содержит корпус, состоящий из днища 1 и боковых правой 2 и левой 3 стенок, симметричных относительно продольной оси тигля, переднюю стенку 4 и заднюю стенку 5.
Днище и стенки выполнены из цельнокатанных биметаллических плит, состоящих в свою очередь из медной плиты 6 и листа 7 из нержавеющей стали, соединенных посредством сварки взрывом. Плиты соединены между собой с помощью стяжных упругих элементов, включающих шпильку 8, гайку 9, стакан 10 и набор тарельчатых пружин 11. В каждой плите выполнены каналы 12 охлаждения эллипсовидного поперечного сечения и змеевидной конфигурации в плане с входным отверстием 13 и выходным отверстием 14 с присоединением фланца с трубопроводом 15 и уплотнением 16. Компенсаторы 17 установлены в прямолинейные участки пазов каналов охлаждения и жестко присоединены к плите со стороны стального листа 7 посредством сварки сплошным вакуумплотным швом.
Плавильный водоохлаждаемый тигель работает следующим образом. Перед плавкой устанавливается в заднюю стенку 5 стержень 18 держатель электрода-гарнисажа и закладная стенка 19. Стержень 18 изготавливается из сплава, аналогичного сплаву плавки, а на дно тигля укладывается шихта. Над тиглем на электрододержателе печи закрепляется стержень 18 с приваренным к нему гарнисажем предыдущей плавки. Между шихтой в тигле и гарнисажем на электрододержателе зажигается электрическая дуга и производится плавка. После сплавления электрода-гарнисажа производится слив металла путем наклона тигля через сливной носок 20 в изложницу (не показана).
Масса сливаемого металла на печи ДТВГ-4ПФ составляет 4 тонны. После охлаждения металла в среде гелия печь разгерметизируют, из тигля извлекают образовавшийся гарнисаж-электрод с приваренным к нему стержнем 18. Выгружают изложницу (не показана) со слитым в нее металлом. Затем процесс повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАВИЛЬНЫЙ ВОДООХЛАЖДАЕМЫЙ ТИГЕЛЬ | 2001 |
|
RU2194934C1 |
| ПЛАВИЛЬНЫЙ ИНСТРУМЕНТ | 2002 |
|
RU2226222C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2001 |
|
RU2194780C1 |
| ПЛАВИЛЬНЫЙ ТИГЕЛЬ | 2001 |
|
RU2194232C2 |
| ХОЛОДНЫЙ ПОД ПЛАВИЛЬНОЙ ПЕЧИ | 2002 |
|
RU2231725C2 |
| ВОДООХЛАЖДАЕМЫЙ ПЛАВИЛЬНЫЙ ИНСТРУМЕНТ | 2010 |
|
RU2436852C1 |
| КРИСТАЛЛИЗАТОР | 2003 |
|
RU2243848C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2004 |
|
RU2283355C2 |
| СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ МЕТАЛЛОВ И ГАРНИСАЖНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246547C1 |
| ПЛАВИЛЬНЫЙ ВОДООХЛАЖДАЕМЫЙ ТИГЕЛЬ | 2007 |
|
RU2358216C2 |
Изобретение относится к плавильному оборудованию, а именно к конструктивным элементам вакуумно-дуговых гарнисажных печей, плазменно-дуговых и электронно-лучевых печей с холодным подом. Корпус тигля выполнен из цельнокатаных биметаллических плит, содержащих лист из нержавеющей стали. Каналы охлаждения в плитах имеют эллипсовидное поперечное сечение и змеевидную форму в плане. Входное и выходное отверстия каналов для подсоединения трубопроводов системы охлаждения расположены в плоскости, перпендикулярной оси каналов. Тигель дополнительно содержит компенсаторы из нержавеющей стали, установленные в прямолинейные участки пазов каналов охлаждения и жестко присоединенные к листу из нержавеющей стали биметаллической плиты. Предлагаемая конструкция тигля позволяет увеличить площадь охлаждаемой поверхности и использовать упругие компенсаторы на отдельных участках каналов охлаждения. 7 ил.
Плавильный водоохлаждаемый тигель, содержащий металлический корпус с внутренними герметичными каналами охлаждения, входное и выходное отверстия каналов для подсоединения трубопроводов системы охлаждения, отличающийся тем, что корпус выполнен из цельнокатаных биметаллических плит, содержащих лист из нержавеющей стали, соединенных между собой стяжными упругими элементами, тигель дополнительно содержит компенсаторы из нержавеющей стали, установленные в прямолинейные участки пазов каналов охлаждения и жестко присоединенные к листу из нержавеющей стали биметаллической плиты, при этом каналы охлаждения в плитах имеют эллипсовидную форму в поперечном сечении и змеевидную конфигурацию в плане, а входное и выходное отверстия каналов для подсоединения трубопроводов системы охлаждения расположены в плоскости, перпендикулярной оси каналов.
| АНДРЕЕВ А.Л | |||
| и др | |||
| Титановые сплавы | |||
| Плавка и литье титановых сплавов.-М.; Металлургия, 1994, с | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |
| Устройство для вакуумной дуговой гарниссажной плавки титана и его сплавов | 1971 |
|
SU355873A1 |
| Электроннолучевая печь | 1970 |
|
SU349320A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНОГО ТЕПЛОИЗОЛИРУЮЩЕГО ТИГЛЯ | 1993 |
|
RU2061202C1 |
| НАВЕСНОЙ УКЛАДЧИК-УПЛОТНИТЕЛЬ БЕТОНА | 0 |
|
SU344092A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| DE 3507182 A1, 04.09.1986 | |||
| DE 3141312 А1, 07.07.1983 | |||
| GB 1032614, 12.11.1964 | |||
| GB 1208708, 14.10.1970 | |||
| Жидкое азотное удобрение и способ его получения | 1983 |
|
SU1279982A1 |
| Способ изготовления точных труб и профилей из труднодеформируемых металлов и сплавов | 1988 |
|
SU1540886A1 |
| US 3734480, 22.05.1973 | |||
| Устройство для натяжения гусеничной цепи | 1977 |
|
SU639749A1 |
