Предлагаемое изобретение относится к области изготовления объемных конструкций из композитных материалов, таких как крыло и элементы оперения летательных аппаратов. Другой областью применения описываемого ниже технического решения могут быть строительные элементы сооружений, ангаров, промышленных зданий, а также пролетные конструкции мостов, понтоны.
Известна технология изготовления элементов конструкций самолетов из композитных материалов (см. Г.И.Житомирский, Конструкция самолетов. М., Машиностроение, 1991, с.67).
Наиболее близок к предлагаемому способ изготовления аэродинамических поверхностей, которые также являются, по сути, объемными конструкциями, путем выполнения продольных трубчатых элементов методом намотки, соединения их между собой в сборку, отверждения сборки, формирования внешней обшивки и ее отверждения (см. патент США №4662587, НКМ 244/117 R, МКИ В 64 С 003/18, зарегистрированный 10 июня 1985).
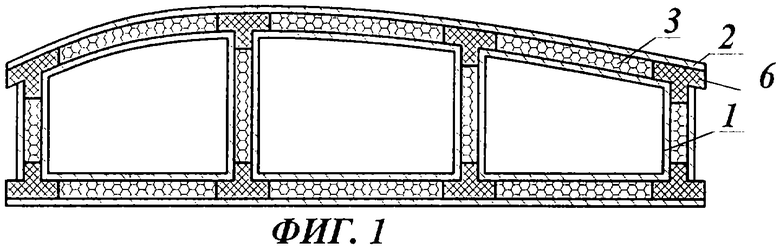
В этом известном способе внешняя обшивка состоит из двух раздельных элементов, присоединенных к поверхности трубчатых элементов через сотовый заполнитель и Т-образные силовые элементы, вставляемые между смежными трубчатыми элементами и обшивкой.
Недостатки этого известного способа заключаются в том, что технология изготовления объемной конструкции сложна за счет необходимости изготовления Т-образных силовых элементов и их установки и подгонки в процессе сборки объемной конструкции. Усложняет процесс ее изготовления также необходимость разметки обшивки, ее разрезания и подгонки частей обшивки при сборке.
Кроме того, объемная конструкция, получаемая известным способом, имеет низкие эксплуатационные характеристики. Продольные трубчатые элементы слабо связаны между собой. Они не образуют монолитной конструкции, т.к. обшивка не обеспечивает их стягивания и надежной фиксации.
Техническим результатом предлагаемого изобретения является повышение эксплуатационных характеристик путем повышения механической прочности и надежности за счет более надежной связи трубчатых элементов между собой и с обшивкой. Техническим результатом предлагаемого способа является также повышение технологичности за счет упрощения процесса изготовления объемной конструкции.
Для достижения указанного технического результата выполняют продольные трубчатые элементы методом намотки, соединяют продольные трубчатые элементы между собой в сборку, формируют внешнюю обшивку, отверждают сборку продольных трубчатых элементов и внешнюю обшивку. Причем предварительно выполняют продольные трубчатые элементы, соединяют их между собой в сборку, а формирование обшивки, соединение сборки продольных трубчатых элементов и обшивки производят одновременно. При этом отверждение обшивки производят одновременно с отверждением сборки продольных трубчатых элементов.
Предлагаемый способ иллюстрируется фигурами:
Фиг.1 - сечение объемной конструкции, изготовленной по известному способу.
Фиг.2 - сечение объемной конструкции, изготовленной предлагаемым способом, без легкого заполнителя.
Фиг.3 - сечение объемной конструкции, изготовленной предлагаемым способом, с легким заполнителем между смежными стенками соседних продольных трубчатых элементов.
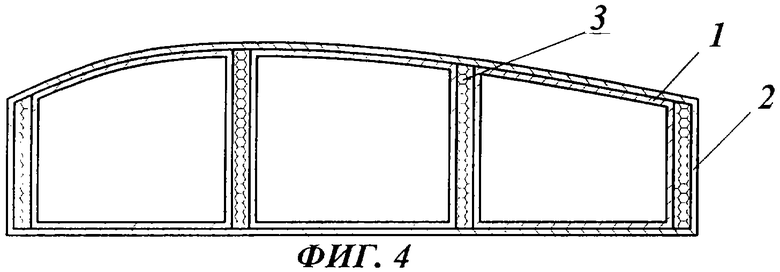
Фиг.4 - сечение объемной конструкции, изготовленной предлагаемым способом, с легким заполнителем между смежными стенками соседних продольных трубчатых элементов и между внешней обшивкой в области кромки сборки продольных трубчатых элементов и стенкой продольного трубчатого элемента.
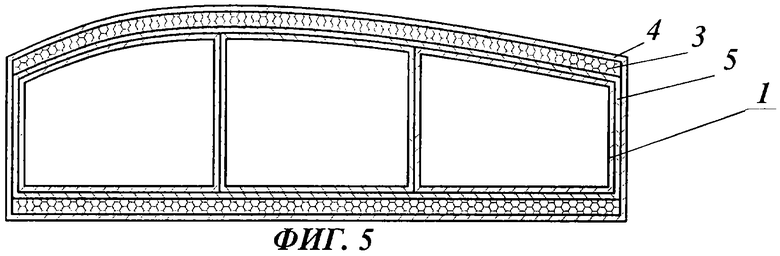
Фиг.5 - сечение объемной конструкции, изготовленной предлагаемым способом, в которой внешняя обшивка выполнена трехслойной, причем один из слоев выполнен в виде легкого заполнителя между наружным и внутренним слоями обшивки на участке вне кромок сборки продольных трубчатых элементов.
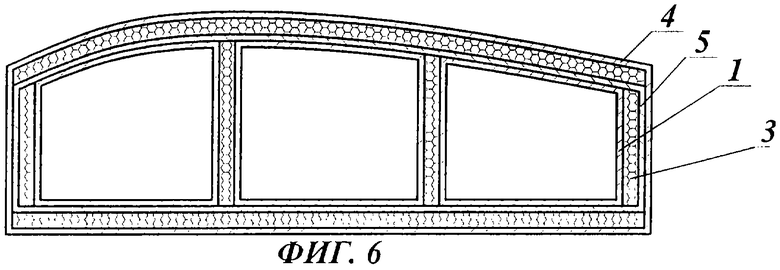
Фиг.6 - сечение объемной конструкции, изготовленной предлагаемым способом, в которой легкий заполнитель помещен между внешней обшивкой в области кромки сборки продольных трубчатых элементов и стенкой продольного трубчатого элемента, между смежными стенками соседних продольных трубчатых элементов, а также между наружным и внутренним слоями трехслойной обшивки на участке вне кромок сборки продольных трубчатых элементов и соединенный с ними.
На всех фигурах:
1 - продольный трубчатый элемент
2 - внешняя обшивка
3 - легкий заполнитель
4 - наружный слой внешней обшивки
5 - внутренний слой внешней обшивки
6 - Т-образный силовой элемент
Конкретный пример осуществления способа производится в следующей последовательности операций, см. фиг.2. Предварительно выполняют продольные трубчатые элементы 1 путем намотки углеродной нити с перекрещиванием нитей в разных слоях под углом 45 градусов. Наматывают нить на сборную оправку с одновременной пропиткой наматываемой нити полиэфирной смолой. После этого продольные трубчатые элементы с оправками внутри соединяют между собой в сборку путем фиксации относительно друг друга выступающих концов оправок. Поверх полученной сборки производят намотку нити, формируя внешнюю обшивку 2. Отформованную таким образом заготовку объемной конструкции помещают в автоклав и выдерживают необходимое время при температуре отверждения смолы. Процесс отверждения внешней обшивки 2 и продольных трубчатых элементов 1 происходит таким образом одновременно. После этого из продольных трубчатых элементов 1 удаляют, например, путем последовательного вытягивания составных частей оправки и используют по назначению.
При изготовлении объемной конструкции, имеющей легкий заполнитель между смежными стенками соседних продольных трубчатых элементов 3 (см. фиг.3), при соединении продольных трубчатых элементов 1 заполнитель 3 помещают в зазоры между смежными стенками соседних продольных трубчатых элементов и при необходимости на поверхности передней и задней кромок сборки продольных трубчатых элементов. В качестве легкого заполнителя могут быть использованы любой вспененный материал, сотовый заполнитель, гофрированный заполнитель, сотовый или гофрированный заполнитель, пустоты которого заполнены любым вспененным материалом и т.д.
Предлагаемый способ может быть применен для изготовления объемной конструкции с внешней обшивкой трехслойной конструкции, в которой один из слоев образован легким заполнителем 3, расположенным между наружным слоем 4 и внутренним слоем 5 внешней обшивки (см. фиг.6). Такая объемная конструкция по сравнению с конструкцией, представленной на фиг.4, при той же массе обладает большей жесткостью.
Предлагаемый способ более прост, чем известные способы изготовления объемной конструкции из композитных материалов, и позволяет получить более надежную, прочную, устойчивую, легкую и простую объемную конструкцию, широко используемую в авиации.
Объемная конструкция, изготавливаемая описанным ранее способом, по мнению автора, также может быть квалифицирована как изобретение. Известна объемная конструкция из композитных материалов, изготавливаемая с использованием описанных операций, содержащая продольные трубчатые элементы, соединенные друг с другом в сборку и внешнюю обшивку (см. указанный выше патент США №4662587 на стр.1 настоящего описания). В этой известной объемной конструкции, являющейся крылом самолета, внешняя обшивка выполнена из двух отдельных элементов, покрывающих продольные трубчатые элементы, связанные между собой при помощи Т-образных силовых элементов.
Существенным недостатком известной объемной конструкции являются ее низкие эксплуатационные характеристики, обусловленные малой прочностью конструкции, в которой продольные трубчатые элементы, обуславливающие прочность всей конструкции, слабо связаны друг с другом, так как эта связь реализована, в основном, только в местах расположения Т-образных силовых элементов.
Другим недостатком известной конструкции является сложная технология ее изготовления, при осуществлении которой внешнюю обшивку выполняют в виде трубы с последующим ее разрезанием, зачисткой и подгонкой мест разреза. Много материала при этом выбрасывается и остается неиспользованным. Кроме того, изготовление Т-образных силовых элементов и их установка при сборке значительно усложняют как саму объемную конструкцию, так и ее сборку.
Объемная конструкция, описываемая ниже, предлагается для повышения ее эксплуатационных характеристик (повышение прочности, надежности и т.д.) и технологичности (простота изготовления).
Для достижения указанного технического результата в объемную конструкцию из композитных материалов, содержащую продольные трубчатые элементы, соединенные друг с другом в сборку и внешнюю обшивку, введены следующие отличия: внешняя обшивка выполнена в виде трубы, облегающей сборку продольных трубчатых элементов и соединенной с ней по поверхности соприкосновения. Здесь под поверхностью соприкосновения понимается условная поверхность продольного трубчатого элемента и внешней обшивки, образующаяся в процессе изготовления этих деталей. При операции отверждения образуется единый монолитный материал и границу между соприкасающимися деталями можно провести условно.
Как предпочтительный вариант расположения продольных трубчатых элементов является форма в один ряд. Это позволяет при дешевизне и простоте технологии изготовления обеспечить прочность, легкость и надежность объемной конструкции. Кроме того, такое расположение продольных трубчатых элементов предпочтительнее при изготовлении пространственно изогнутых объемных конструкций.
Вариантом предлагаемой конструкции является объемная конструкция, в которой сборка продольных трубчатых элементов снабжена слоями легкого заполнителя, размещенными между смежными стенками соседних продольных трубчатых элементов, соединенными с поверхностью этих стенок.
Вариантом предлагаемой конструкции является объемная конструкция, в которой сборка продольных трубчатых элементов снабжена слоями легкого заполнителя, размещенными на передней и задней кромках сборки продольных трубчатых элементов, соединенными с поверхностью этих кромок. Здесь под кромкой сборки продольных трубчатых элементов понимается поверхность стенки крайнего в ряду продольного трубчатого элемента, наиболее удаленной от центра сборки.
Вариантом предлагаемой конструкции является объемная конструкция, в которой внешняя обшивка выполнена трехслойной, причем один из слоев выполнен в виде легкого заполнителя между наружным и внутренним слоями обшивки на участке вне кромок сборки продольных трубчатых элементов.
Вариантом предлагаемой конструкции является объемная конструкция, в которой внешняя обшивка выполнена трехслойной на участках вне кромок сборки продольных трубчатых элементов. Причем один из слоев выполнен в виде легкого заполнителя, размещенного между наружным и внутренним слоями обшивки.
Предлагаемая объемная конструкция иллюстрируется фигурами с соответствующими позициями, перечисленными выше на стр.2 настоящего описания.
Объемная конструкция, указанная на фиг.2, имеет продольные трубчатые элементы 1, соединенные друг с другом в сборку, и внешнюю обшивку 2. Внешняя обшивка 2 выполнена в виде трубы, облегающей сборку продольных трубчатых элементов и соединенной с ней по поверхности соприкосновения.
Расположение продольных трубчатых элементов в один ряд показано на всех фигурах и понятно по их виду. Предлагаемая объемная конструкция возможна в изготовлении, когда продольные трубчатые элементы расположены и в несколько рядов или слоев.
В качестве варианта объемной конструкции на фиг.3 представлена объемная конструкция, в которой сборка продольных трубчатых элементов снабжена слоями легкого заполнителя 3, размещенными между смежными стенками соседних продольных трубчатых элементов 1, соединенными с поверхностью этих стенок.
В качестве варианта объемной конструкции на фиг.4 представлена объемная конструкция, в которой сборка продольных трубчатых элементов снабжена слоями легкого заполнителя 3, размещенными на передней и задней кромках сборки продольных трубчатых элементов, соединенными с поверхностью этих кромок.
В качестве варианта объемной конструкции на фиг.5 представлена объемная конструкция, в которой внешняя обшивка 2 выполнена трехслойной, причем один из слоев выполнен в виде легкого заполнителя 3 между наружным слоем 4 и внутренним слоем 5 внешней обшивки 2 на участке вне кромок сборки продольных трубчатых элементов.
В качестве варианта объемной конструкции на фиг.6 представлена объемная конструкция, в которой сборка продольных трубчатых элементов снабжена слоями легкого заполнителя 3, размещенными на передней и задней кромках сборки продольных трубчатых элементов между смежными стенками соседних продольных трубчатых элементов 1, а также между наружным 4 и внутренним 5 слоями трехслойной обшивки на участке вне кромок сборки продольных трубчатых элементов, и соединенными с ними.
Работает предлагаемая объемная конструкция следующим образом. Основным видом нагрузок, испытываемых объемной конструкцией, является продольный изгиб. При этом часть внешней обшивки 2 и стенки продольных трубчатых элементов 1, лежащие в плоскости, перпендикулярной направлению действия изгибающей нагрузки, работают на сжатие или растяжение. Часть внешней обшивки 2 и стенки продольных трубчатых элементов 1, лежащие в плоскости, параллельной направлению действия изгибающей нагрузки, работают на сдвиг.
Благодаря тому, что в предлагаемой объемной конструкции продольные трубчатые элементы 1 более прочно связаны друг с другом и более надежно зафиксированы внешней обшивкой 2, испытываемые ими нагрузки более равномерно распределены между ними, что увеличивает надежность объемной конструкции. Указанное обстоятельство обеспечивает также более высокую надежность при возникновении локальных нагрузок.
Форма расположения продольных трубчатых элементов 1 в один ряд наиболее часто применяется на практике тогда, когда основная изгибающая нагрузка, действующая на объемную конструкцию, направлена перпендикулярно плоскости, в которой расположены продольные трубчатые элементы 1.
Слой легкого заполнителя 3 (см. фиг.3), расположенный между смежными стенками соседних продольных трубчатых элементов 1, при возникновении изгибающих нагрузок обеспечивает механическую устойчивость стенок продольных трубчатых элементов 1, с которыми он соединен. Тем самым повышается предельная нагрузка, испытываемая этими стенками.
Работа легкого заполнителя 3, расположенного между внешней обшивкой 2 в области кромки сборки продольных трубчатых элементов и стенкой продольного трубчатого элемента 1 (см. фиг.4), происходит таким же, описанным выше образом.
В том случае, когда (см. фиг.5) внешняя обшивка 2 выполнена трехслойной, причем один из слоев выполнен в виде легкого заполнителя 3 между наружным слоем 4 и внутренним слоем 5 внешней обшивки 2 на участке вне кромок сборки продольных трубчатых элементов, легкий заполнитель 3 повышает механическую устойчивость соединенных с ним поверхностей и тем самым повышается предельная нагрузка, испытываемая этими поверхностями.
Предлагаемая объемная конструкция имеет следующие преимущества. Благодаря тому, что в предлагаемой объемной конструкции продольные трубчатые элементы 1 более прочно связаны друг с другом и более надежно зафиксированы внешней обшивкой 2, испытываемые ими нагрузки более равномерно распределены между ними, что увеличивает прочность и надежность объемной конструкции. Указанное обстоятельство обеспечивает также более высокую надежность при возникновении локальных нагрузок. Также существенным преимуществом является простота и дешевизна изготовления объемной конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЪЕМНЫЙ ЭЛЕМЕНТ ДЛЯ СОТОВЫХ КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СОТОВЫХ КОНСТРУКЦИЙ С ЕГО УЧАСТИЕМ | 1994 |
|
RU2084349C1 |
| СЛОИСТАЯ КОНСТРУКЦИЯ СО СТРУКТУРОЙ, ЗАДЕРЖИВАЮЩЕЙ РАЗВИТИЕ НАРУШЕНИЙ ЦЕЛОСТНОСТИ КОНСТРУКЦИИ, И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ КОНСТРУКЦИИ | 2010 |
|
RU2540653C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2564952C1 |
| СПОСОБ РЕМОНТА ВЫСОКОНАГРУЖЕННЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2039655C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТРЁХСЛОЙНОЙ КОНСТРУКЦИИ ИНТЕГРАЛЬНОГО ТИПА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2669499C1 |
| ПАНЕЛЬ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2035563C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНОЙ ТРЕХСЛОЙНОЙ КОМПОЗИТНОЙ ПАНЕЛИ | 2017 |
|
RU2685218C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕЙ КОНСТРУКЦИИ ГАЗОВОГО ТРАКТА | 2003 |
|
RU2247878C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОЙ КОНСТРУКЦИИ | 2004 |
|
RU2276637C1 |
| Лопасть и способ ее изготовления | 2018 |
|
RU2688603C1 |

Изобретение относится к области изготовления объемных конструкций из композитных материалов. Способ изготовления объемной конструкции характеризуется выполнением продольных трубчатых элементов методом намотки, соединением продольных трубчатых элементов между собой в сборку, формированием внешней обшивки, отверждением сборки продольных трубчатых элементов и внешней обшивки. Предварительно выполняют продольные трубчатые элементы, соединяют их между собой в сборку. Формирование обшивки, соединение сборки продольных трубчатых элементов и обшивки производят одновременно. Отверждение обшивки производят одновременно с отверждением сборки продольных трубчатых элементов. Объемная конструкция содержит продольные трубчатые элементы, соединенные друг с другом в сборку, и внешнюю обшивку. Внешняя обшивка выполнена в виде трубы, облегающей сборку продольных трубчатых элементов и соединенной с упомянутой сборкой по поверхности соприкосновения. Технический результат - повышение эксплуатационных характеристик. 2 н. и 4 з.п. ф-лы, 6 ил.
| US 4662587 А, 05.05.1987 | |||
| US 3962506 А, 08.06.1976 | |||
| ЗАЩИТНАЯ ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2096678C1 |
| JP 3024941 А, 01.02.1991. | |||

