Изобретение относится к области радиоэлектронных технологий, а именно к способу и устройству ориентирования изделий различной формы, например радиоэлектронных компонентов, при их транспортировании, и может быть использовано в малогабаритных автоматах поверхностного монтажа.
Известен способ ориентирования изделий различной формы при их транспортировании (см. заявку № 2001121962 от 07.082001 г.), включающий поочередную подачу транспортируемых изделий, при этом из поочередной подачи изделий формируют одноканальную или многоканальную кассету в виде диска или вертикального цилиндра посредством предварительного формирования изделий, поданных россыпью в соорентированную последовательность одного номинала или наперед заданную последовательность разного номинала с последующей поочередной подачей с разворотом на ребро в выбранный канал кассеты, где изделия подают с внешнего контура кассеты в центральный или наоборот, либо формируют вертикальную последовательность в канале вертикального цилиндра с радиальной или касательной ориентацией изделий, при этом смену каналов осуществляют пошаговым приводом, а выдачу изделий осуществляют поштучно - крайних изделий в канале (прототип).
Известный прототип имеет технологические возможности, которые заключаются в возможности использовать удобного для эксплуатации конструктива кассеты, в котором последовательность изделий внутри каждого канала автоматически смещается под воздействием сформированных либо смещенных радиальных сил, либо сил веста. В связи с чем целесообразно расширить функциональные возможности известного способа для вертикального цилиндра, при этом количество каналов в цилиндрической кассете имеет смысл выполнить на весь ассортимент изделий, которые необходимо установить на общий носитель. При этом целесообразно канал с изделиями выполнить сменный для установки линейной кассеты с изделиями и снятия пустой линейной кассеты после использования всех изделий, что в свою очередь приведет к удобству эксплуатации автомата поверхностного монтажа.
Технологическим и техническим результатом предложенного изобретения является повышение удобства эксплуатации известного способа, т.е. повышения надежности в эксплуатации с одновременным повышением скоростных параметров.
Указанный технологический и технический результат достигается следующим способом и устройством.
Способ ориентирования изделий различной формы при их транспортировании, согласно которому на поверхность транспортирования в виде диска с возможностью вращения подают изделие, после чего изделие подают в узел приема и формирования архитектурной композиции строчной последовательности, где оно удерживается до момента приема на элемент переноса, посредством которого осуществляется перенос изделия строчной последовательности на общий носитель для соответствующей фиксации его на нем, при этом предварительно линейные кассеты с изделиями последовательно располагают по замкнутому кругу на цилиндрической поверхности и приводят во вращательное движение, которое синхронизируют с процессом формирования строчной последовательности узла приема и формирования архитектурной композиции строчной последовательности, при этом кассеты с изделиями располагают в соответствии с очередностью подачи их на поверхность транспортирования, а с внешней стороны цилиндрической поверхности с кассетами, в нижней ее части, располагают электромагнитный узел сброса изделий, подачу изделий на поверхность транспортирования осуществляют путем последовательного сброса нижнего изделия в каждой кассете в наперед выбранный участок поверхности транспортирования с последующей подачей изделия путем разворота поверхности транспортирования в узел приема для формирования строчной последовательности изделий.
Устройство ориентирования изделий различной формы при их транспортировании содержит поверхность транспортирования в виде диска с возможностью вращения, над которой расположены кассеты с изделиями, узел формирования строчной последовательности изделий, совокупность элементов переноса с возможностью вращения, под которой расположен общий носитель для приема изделий строчной последовательности, при этом кассеты с изделиями расположены над диском на цилиндрической поверхности по замкнутому кругу с возможностью вращения, при этом электромагнитный узел сброса изделий расположен с внешней стороны цилиндрической поверхности с кассетами, в нижней ее части, перед совокупностью элементов переноса.
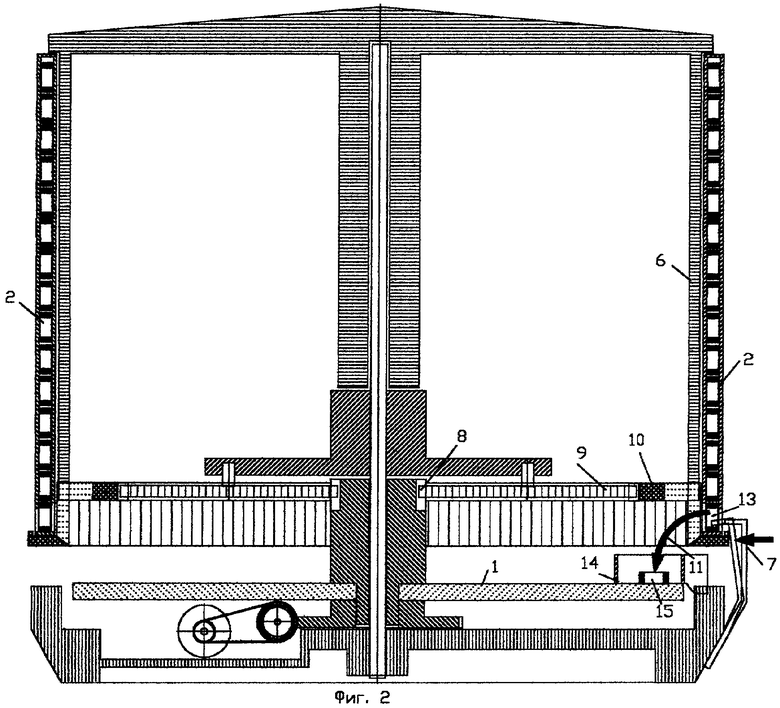
На фиг.1 и 2 изображены устройства, которые реализуют предложенный способ.
Устройство содержит поверхность транспортирования 1 в виде диска с возможностью вращения, над которой расположены кассеты 2 с изделиями для последовательной подачи их на поверхность транспортирования 1 для подачи изделий в узел формирования 3 строчной последовательности, совокупность элементов переноса 4 с возможностью вращения, под которой расположен общий носитель 5 для приема изделий строчной последовательности, при этом кассеты 2 с изделиями расположены на внешнем диаметре диска 1 на цилиндрической поверхности 6 фиг.2 с возможностью вращения, при этом электромагнитный узел сброса 7 изделий располагают с внешней стороны цилиндрической поверхности в нижней части кассеты с изделиями перед совокупностью элементов переноса 4. Цилиндрическая поверхность 6 выполнена с возможностью установки линейных кассет 2 с изделиями, т.е. линейные кассеты 2 с изделиями последовательно располагают по замкнутому кругу и приводят во вращательное движение, которое синхронизируют с процессом формирования строчной последовательности зоны приема и формирования архитектурной композиции. В данном случае синхронизацию осуществляют посредством зубчатых поверхностей 8, 9 и 10.
Работа устройства заключается в следующем.
Предварительно линейные кассеты 2 на цилиндрической поверхности 6 устанавливают в соответствии с последовательностью установки их на поверхности общего носителя 5. После чего на поверхность транспортирования 1 с возможностью вращения подают 11 изделия, после чего изделия подают 12 в зону приема и формирования 3 архитектурной композиции строчной последовательности, где и удерживаются они до момента приема на элемент переноса 4, посредством которого осуществляется перенос изделия строчной последовательности на общий носитель 5 для соответствующей фиксации его на нем. Кассеты 2 с изделиями располагают в соответствии с очередностью подачи их на поверхность транспортирования 1, а подачу 11 изделий на поверхность транспортирования 1 осуществляют путем последовательного сброса 11 (фиг.2) нижнего изделия 13 в каждой кассете 2 в наперед выбранный участок 14 поверхности транспортирования 1 с последующей подачей изделия 15 путем разворота 12 (фиг.1) поверхности транспортирования 1 в зону приема 3 для формирования строчной последовательности. После чего элемент переноса 4, который расположен над узлом формирования 3, опускается на изделие, которое прилипает к смоченной водой поверхности элемента переноса 4. Затем элемент переноса 4 разворачивается и опускает изделие на общий носитель 5, где предварительно нанесена паяльная паста или клеющее вещество, и осуществляется переклеивание изделия с элемента переноса 4 на общий носитель 5.
Использование изобретения позволяет повысить надежность работы малогабаритных автоматов поверхностного монтажа с одновременным увеличением скоростных параметров.
Изобретение относится к области радиоэлектронных технологий и может быть использовано в малогабаритных автоматах поверхностного монтажа. Линейные кассеты с изделиями последовательно располагают по замкнутому кругу на цилиндрической поверхности и приводят во вращательное движение, которое синхронизируют с процессом формирования строчной последовательности узла приема и формирования архитектурной композиции строчной последовательности. При этом кассеты с изделиями располагают в соответствии с очередностью подачи их на поверхность транспортирования в виде диска с возможностью вращения, а с внешней стороны цилиндрической поверхности с кассетами, в нижней ее части, располагают электромагнитный узел сброса изделий. Подачу изделий на поверхность транспортирования осуществляют путем последовательного сброса нижнего изделия в каждой кассете в наперед выбранный участок поверхности транспортирования. Путем разворота поверхности транспортирования изделие подают в узел приема и формирования архитектурной композиции строчной последовательности, где оно удерживается до момента приема на элемент переноса, посредством которого осуществляется перенос изделия строчной последовательности на общий носитель. Использование изобретения позволяет повысить надежность работы малогабаритных автоматов поверхностного монтажа. 2 н.п. ф-лы, 2 ил.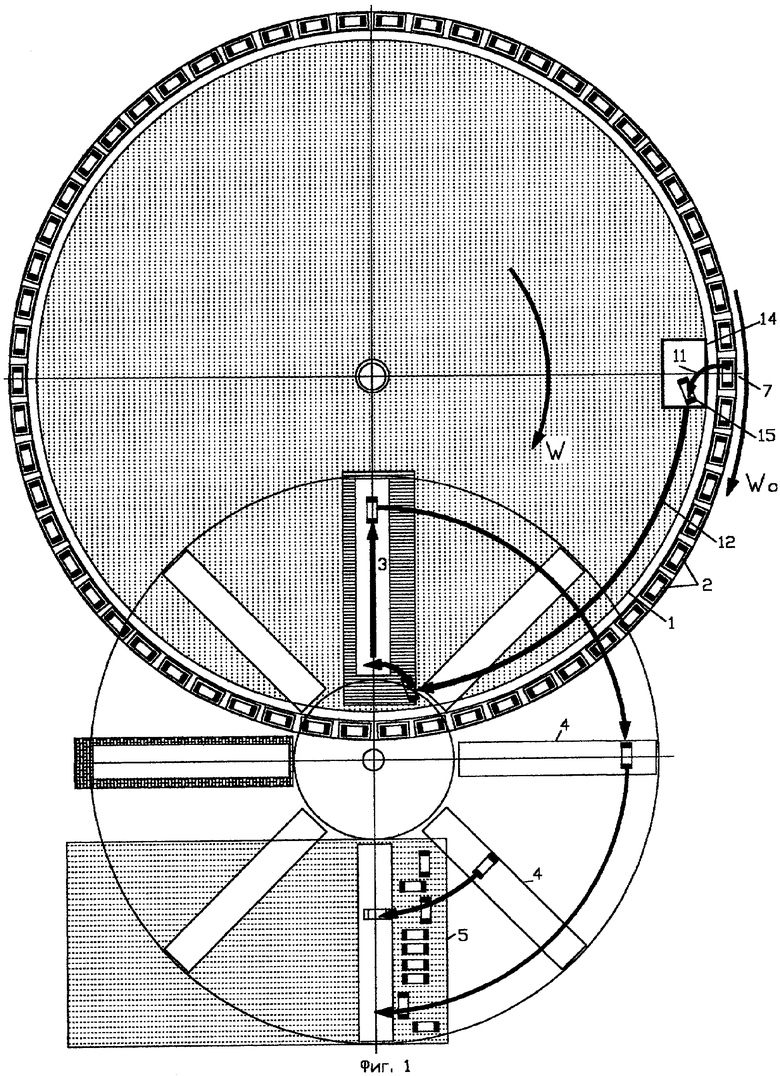
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ ИМ.Л.П.ПЕТРЕНКО - ВЕРСИЯ VII | 2001 |
|
RU2203212C1 |
| Устройство для транспортировки микросхем | 1978 |
|
SU750769A1 |
| US 4969256 А, 13.11.1990 | |||
| Устройство для сортировки радиодеталей | 1979 |
|
SU860367A1 |

