Изобретение относится к области газовой аппаратуры, а именно к металлопластиковым баллонам высокого давления (ВД), используемым, в частности, в портативных кислородных дыхательных аппаратах альпинистов, спасателей, в переносных изделиях криогенной и противопожарной техники, системах газообеспечения.
Выпускаемые в настоящее время металлопластиковые баллоны высокого давления (ВД) содержат внутреннюю тонкостенную металлическую герметичную оболочку - лейнер и внешнюю силовую пластиковую оболочку, образованную намоткой на поверхность лейнера жгута из высокомодульного волокна (например, стекловолокна, углеволокна, органического волокна), пропитанного связующим.
Среди требований, предъявляемых к газовым баллонам ВД, приоритетными являются: снижение удельной материалоемкости (d) баллона, определяемой отношением массы баллона к его объему, и обеспечение высокого ресурса по числу циклов нагружения при безопасной эксплуатации баллона.
Первому из указанным требований, в частности, отвечают известные металлопластиковые баллоны со сварными и штампованно-сварными стальными лейнерами, содержащими среднюю цилиндрическую часть и приваренные к ней два днища, по крайней мере одно из которых снабжено штуцером, соединенным с днищем сварным швом.
Известный, принятый за прототип, металлопластиковый баллон ВД по патенту RU, C1 2077682, содержит штампованно-сварной герметичный стальной лейнер и внешнюю силовую пластиковую оболочку.
Лейнер содержит среднюю цилиндрическую часть, два днища и имеет толщину стенок, равную (0.5-0.9) мм. Днища соединены со средней частью посредством сварки через подкладные кольца, обеспечивающие гладкую внешнюю поверхность лейнера в месте сварного шва. По крайней мере к одному из днищ приварен штуцер.
Металлопластиковый баллон ВД по патенту RU, C1 2077682 изготавливают следующим образом.
Для изготовления лейнера используют стальную заготовку из тонкого листового проката. Цилиндрическую часть лейнера получают из листовой стальной заготовки, свернутой в цилиндр и сваренной встык, например, электронно-лучевой сваркой. Днища выполняют известным методом холодной вытяжки из того же листового проката. При этом, поскольку глубина днищ незначительна, как правило, не более 0.32 наружного диаметра (30 мм), их толщина после вытяжки соизмерима с толщиной цилиндрической заготовки. Днища по периметру приваривают к цилиндрической части через подкладные кольца. По крайней мере, к одному из днищ приваривают штуцер. При этом используют, например, электронно-лучевую или лазерную сварку.
В качестве пластиковой внешней оболочки используют жгут Армос, который наматывают на лейнер, используя, как и в известных конструкциях, спиральную радиально-диагональную намотку, которую осуществляют на известном оборудовании, например на станке СНП.
При этом для сохранения формы лейнера в процессе намотки толщина стенки лейнера не должна быть меньше 0.2-0.5 мм.
Сварная, штампованно-сварная технологии позволяют изготовить стальные лейнеры с достаточно тонкими стенками, и, тем самым, обеспечить сравнительно невысокую удельную материалоемкость (d) баллона.
Однако известные конструкции металлопластиковых баллонов ВД со сварными или штампованно-сварными стальными лейнерами имеют сравнительно невысокий ресурс по числу циклов нагружения вследствие возможной потери устойчивости и разрушения лейнера в области сварного соединения днища и штуцера.
В известных сварных и штампованно-сварных стальных лейнерах, обеспечивающих сравнительно невысокую удельную материалоемкость (d) баллона ВД (при отношении толщины стенки лейнера к его диаметру в диапазоне от 0.003 до 0.01), тонкостенные днища соединены со штуцером сваркой.
Штуцер по сравнению с тонкостенным днищем представляет собой достаточно массивный узел, что препятствует получению одной детали, включающей штуцер и тонкостенное днище известными методами, например токарной обработкой. Авторам не известны технологические процессы, позволяющие иным способом, кроме сварки, соединить достаточно массивную деталь - штуцер с тонкостенной деталью, днищем.
Наличие сварного соединения в днище обусловливает невысокий ресурс баллона ВД со стальным лейнером по числу циклов нагружения, который не превышает несколько десятков, вследствие возможной потери устойчивости и разрушения лейнера в области сварного соединения днища и штуцера.
Кроме того, дополнительная операция соединения штуцера с днищем, а также использование дополнительных деталей - подкладных колец, посредством которых осуществляют сварку средней цилиндрической части и днищ, усложняет технологию изготовления стальных баллонов ВД.
В основу настоящего изобретения положена задача создать металлопластиковый баллон высокого давления и способ его изготовления, позволяющие исключить сварное соединение штуцера с днищем и тем самым повысить устойчивость и прочность лейнера и ресурс баллона по числу циклов нагружения при сохранении невысокой удельной материалоемкости (d) баллона, а также упростить технологический процесс изготовления баллона за счет исключения операции соединения штуцера с днищем и дополнительных деталей - подкладных колец.
Поставленная задача решается тем, что в металлопластиковом баллоне высокого давления, включающем внешнюю силовую пластиковую оболочку и внутренний тонкостенный стальной лейнер, содержащий среднюю цилиндрическую часть, два днища и штуцер по крайней мере на одном днище, согласно предлагаемому изобретению, штуцер и днище выполнены за одно целое.
Выполнение днища лейнера со штуцером за одно целое уменьшает вероятность разрушения и потери устойчивости лейнера в области штуцера, тем самым обеспечивает возможность увеличения ресурса металлопластикового баллона ВД со стальным лейнером по числу циклов нагружения.
Испытания, проведенные авторами, показали, что исключение сварного соединения штуцера с днищем, позволяет повысить ресурс металлопластикового баллона ВД с тонкостенным стальным лейнером по числу циклов нагружения до нескольких сотен. При этом исключается дополнительная операция - сварка днища со штуцером, что упрощает технологический процесс.
Наиболее технологично, чтобы днище со штуцером были выполнены за одно целое из заготовки в виде прутка с использованием для формирования стенки днища операций раскатки и ротационной вытяжки, а для формирования штуцера - токарной обработки.
Целесообразно, чтобы днища были соединены со средней цилиндрической частью сваркой, при этом каждое из днищ содержит периферийный кольцевой участок стенки в области соединения со средней цилиндрической частью, выполненный с утолщением стенки с внутренней стороны и кольцевой канавкой с наружной стороны, образующей на периферийном кольцевом участке выступ для насаживания средней цилиндрической части.
Благодаря указанной конструкции периферийного участка стенки каждого днища обеспечивается сварка днищ со средней цилиндрической частью без подкладных колец, что упрощает технологию изготовления баллона ВД.
Поставленная задача решается тем, что в способе изготовления металлопластикового баллона высокого давления со стальным тонкостенным лейнером, содержащим среднюю цилиндрическую часть и два днища, по крайней мере одно из которых содержит штуцер, включающем соединение сварным швом средней цилиндрической части с днищами, согласно предлагаемому изобретению днище и штуцер выполняют за одно целое из заготовки в виде стального прутка заданного размера, при этом пруток раскатывают с одного конца, образуя фланец, имеющий с одной стороны плоскую круговую поверхность, соединенную с противоположной стороны с нераскатанным участком прутка, длина которого достаточна для формирования штуцера, из нераскатанного участка прутка механической обработкой формируют внешнюю поверхность и внутренний канал штуцера, из фланца методом токарной обработки и ротационной вытяжки с последующей формовкой прессом формируют днище заданной формы, которое соединяют со средней цилиндрической частью, и осуществляют сварку по периметру их соединения.
Предлагаемый способ является наиболее технологичным и экономичным способом изготовления баллона ВД, обеспечивающим выполнение днища за одно целое со штуцером при сохранении невысокой удельной материалоемкости (d) баллона.
Предлагаемый способ обеспечивает невысокую трудоемкость технологического процесса и экономичный расход металла.
Целесообразно, до ротационной вытяжки на плоской круговой поверхности фланца механической обработкой создавать по периферии фланца утолщение, которое сохраняют на внутренней стороне стенки днища после его формовки прессом, на наружной стороне стенки днища над утолщением выполняют кольцевую канавку заданного диаметра, образуя на периферийном участке стенки днища выступ, на который насаживают среднюю цилиндрическую часть, и осуществляют сварку.
Периферийный участок днища с выступом под среднюю цилиндрическую часть образуют для выполнения сварного шва без подкладных колец, что упрощает технологию изготовления баллона ВД.
В дальнейшем предлагаемое изобретение будет более подробно раскрыто на конкретных примерах его выполнения со ссылками на чертежи, на которых:
Фиг.1 изображает металлопластиковый баллон ВД, продольный разрез;
Фиг.2 - днище лейнера баллона ВД, продольный разрез;
Фиг.3 - схема технологического процесса изготовления днища лейнера баллона.
На Фиг.1 показан металлопластиковый баллон высокого давления (ВД), содержащий внешнюю силовую пластиковую оболочку 1, внутренний тонкостенный стальной лейнер 2 и штуцер 3. Внешняя силовая пластиковая оболочка 1 образована намоткой на лейнер 2 по всей его поверхности прочного полимерного волокна, пропитанного смолой. Внешняя силовая пластиковая оболочка 1 может быть выполнена из любого известного полимерного материала, применяемого с этой целью, например, из жгута Армос.
Лейнер 2 выполнен из высоколегированной коррозионно-стойкой стали, например, марки 12Х18Н10Т и содержит цилиндрическую часть 4 и два днища 5, соединенных с цилиндрической частью 4 по периметру сварным швом 6.
Толщина стенки лейнера 2 в средней части 4 и в днищах 5 определяется из условия, при котором отношение толщины стенки лейнера к его диаметру находится в диапазоне 0.003-0.01.
Это обусловлено необходимостью сохранения формы лейнера в процессе намотки при обеспечении минимальной удельной материалоемкости (d) баллона.
При этом штуцер 3 и днище 5 выполнены за одно целое, без сварного соединения.
На Фиг.2 показано днище 5 лейнера, выполненное за одно целое со штуцером 3 и соединенное сварным швом 6 с цилиндрической частью лейнера 4.
Днище 5 содержит периферийный кольцевой участок 7 в области соединения со средней цилиндрической частью 4, выполненный с утолщением 8 с внутренней стороны стенки днища и кольцевой канавкой 9 с наружной стороны стенки, образующей на периферийном кольцевом участке выступ 10 для насаживания средней цилиндрической части 4.
Исходя из условий обеспечения сплошности материала сварного шва высота кольцевой канавки 9 может превышать толщину стенки цилиндрической части 4 лейнера в 1.5-2.0 раза. Соответственно, внешний диаметр днища 5 также будет превышать внешний диаметр цилиндрической части 4 лейнера.
Внешний диаметр днища 5 перед кольцевой канавкой может также совпадать с внешним диаметром средней цилиндрической части 4, а высота кольцевой канавки 9 соответствовать толщине стенки цилиндрической части 4 лейнера.
Выполнение днища 5 лейнера со штуцером 3 за одно целое уменьшает вероятность разрушения и потери устойчивости лейнера в области штуцера, тем самым обеспечивает возможность увеличения ресурса металлопластикового баллона ВД со стальным лейнером по числу циклов нагружения.
Испытания, проведенные авторами, показали, что исключение сварного соединения штуцера с днищем, позволяет повысить ресурс металлопластикового баллона ВД со стальным лейнером по числу циклов нагружения до нескольких сотен.
Изготовление лейнера осуществляется следующим образом.
Для средней цилиндрической части 4 лейнера 2 наиболее технологично использовать стальную заготовку из тонкого листового проката, которую, свернутой в цилиндр, сваривают встык. Наиболее предпочтительно использовать электронно-лучевую сварку.
На Фиг.3 изображена схема технологического процесса изготовления днища баллона, выполненного за одно целое со штуцером, как например показано на Фиг.2.
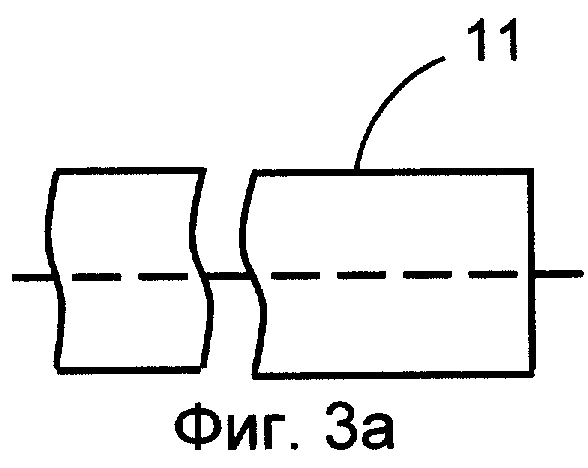
Для изготовления днища используют заготовку в виде стального прутка 11 (Фиг.3а), например из стали марки 12Х18Н10Т. Диаметр прутка 11 определяется наибольшим внешним диаметром штуцера, например штуцера 3 на Фиг.2, с учетом допусков на механическую обработку. Длина прутка 11 (Фиг.3а) выбирается из условия создания фланца 12 (Фиг.3б), имеющего с одной стороны плоскую круговую поверхность 13, соединенную с противоположной стороны с нераскатанным участком 14 прутка. Диаметр и толщина фланца 12 задаются из условия обеспечения при последующей обработке формования днища заданной формы, например как днище 5 на Фиг.2, а длина нераскатанного участка 13 (Фиг.3б) прутка должна соответствовать длине штуцера, например штуцера 3, показанного на Фиг.2, с учетом допусков на механическую обработку. Длина прутка 11 (Фиг.3а), обеспечивающая указанные условия, определяется известным расчетным путем, исходя из объема детали и припусков на механическую обработку заготовки.
Исходную заготовку в виде прутка 11 с одного конца раскатывают до образования фланца 12 (Фиг.3б) заданного размера, определяемого, как указывалось выше, исходя из заданных размеров днища со штуцером.
Раскатка прутка 11 выполняется либо с нагревом заготовки до 1100°С за один переход, либо без нагрева заготовки за два перехода с промежуточной закалкой, которая проводится по режиму: нагрев до (1050-1070)°С, охлаждение в воде. После операции раскатки производят известным способом закалку заготовки для снятия наклепа.
Для раскатки прутка 11 (Фиг.3а) используют известное оборудование для раскатки деталей, например, может быть использована установка для штамповки обкатыванием РХ-100. Параметры раскатки выбирают известными методами расчета усилия деформирования и предельных величин деформации.
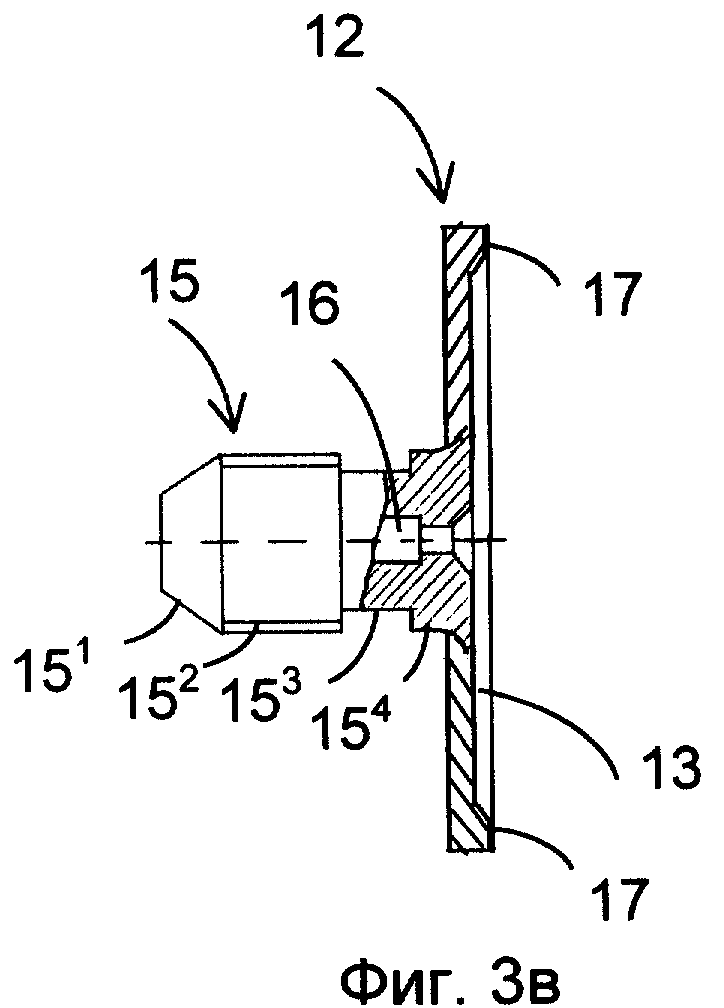
Следующим этапом, показанным на Фиг.3в, является формирование штуцера 15 из нераскатанного участка 14 (Фиг.3б) и обработка плоской круговой поверхности 13 фланца 12. Обе операции осуществляют механической обработкой, в частности, токарной и фрезерной обработкой. На токарном и фрезерном станках обрабатывают нераскатанный участок 14 прутка, формируя заданную внешнюю и внутреннюю поверхности штуцера 15 (Фиг.3в), имеющего на внешней поверхности конический участок 151 и три цилиндрических участка 152, 153, 154 разного диаметра, а также внутренний канал 16.
На плоской круговой поверхности 13 фланца 12 выбирают толщину, создавая по периферии кольцевое утолщение 17. При этом толщина фланца 12 по всей поверхности, вне периферийного кольцевого утолщения 11, превосходит заданную толщину стенки днища и определяется углом раскрытия конуса оправки (не показан) для ротационной вытяжки. Величина утолщения 17 на периферии фланца 12 задается условиями сварки днища с цилиндрической частью лейнера и превосходит общую толщину фланца в 2-3 раза.
Далее ротационной вытяжкой из фланца 12 формируют коническую поверхность 18 (Фиг.3г) с уменьшением толщины стенки конической поверхности 18 до заданной толщины стенки днища. Операция проводится известным образом на токарном станке (не показан), где заготовка фиксируется на конусной оправке с заданным углом раскрытия. Вытяжка проводится роликом (не показан), который обкатывает поверхность фланца, прижимая его к оправке. При этом толщина фланца уменьшается в соответствии с зависимостью Sк=Sф×sinα, где Sф - толщина фланца 12 (Фиг.3в) после механической обработки, Sк - толщина стенки конуса 18 (Фиг.3г) после ротационной вытяжки, 2α - угол раскрытия конической поверхности оправки. Центральная часть фланца 12 (Фиг.3в), примыкающая к штуцеру 15, не обкатывается роликом и толщина стенки конуса, примыкающая к штуцеру, не уменьшается, оставаясь равной толщине фланца 12 (Фиг.3в) до ротационной вытяжки. Также не меняется толщина периферийной части фланца. При этом на конической поверхности 18 образуется периферийный кольцевой участок 19 с утолщением 17 на внутренней стороне стенки.
Следующей операцией является формирование из конусной поверхности 18 (Фиг.3г) днища 20 (Фиг.3д) заданного профиля. Данная операция осуществляется известным методом прессования в матрице (не показано) заданной формы. При этом на периферийном кольцевом участке 19 сохраняют кольцевое утолщение 17 на внутренней стороне стенки днища 20.
Далее на указанном периферийном участке 19 днища 20, над утолщением 17, на внешней стороне стенки днища 20 выполняют кольцевую канавку 21, образуя выступ 22, на который насаживают среднюю цилиндрическую часть лейнера и осуществляют сварку.
Высота кольцевой канавки 21 равна толщине стенки средней части лейнера или превышает толщину стенки цилиндрической части лейнера в 1.5-2.0 раза.
Возможно выполнение днища без утолщения 17 на внутренней стороне и кольцевой канавки 21 на наружной стороне периферийного участка 19 стенки днища 20. При этом днища 20 и цилиндрическая часть могут быть соединены через подкладные кольца, как в известном техническом решении по патенту RU, C1 2077682.
Возможно изготовление заготовки под ротационную вытяжку токарной обработкой из прутка диаметром, большим диаметра фланца. В этом варианте много металла уйдет в стружку и велика трудоемкость токарной обработки. Возможно изготовление ротационной вытяжкой днища, имеющего заданную форму. При этом исключается операция формования днища. Однако при этом варианте требуется изготовление заготовки под ротационную вытяжку с переменной толщиной фланца, при этом толщина фланца в центральной части должна быть равна заданной толщине днища. Изготовление такой заготовки крайне трудоемко и связано с вероятностью появления большого процента брака.
Ниже приведен конкретный пример выполнения днища для лейнера с наружным диаметром 48 мм, предназначенного для металлопластикового баллона высокого давления в 40 МПа с ресурсом работы 500 нагружений.
Исходной заготовкой является стальной пруток диаметром 20 мм, длиной 51 мм марки 12Х18Н10Т. Пруток раскатывают с одного конца до образования фланца с плоской круговой поверхностью диаметром 43 мм, толщиной 3 мм, оставляя нераскатанным участок длиной 28 мм
На токарном и фрезерном станке обрабатывают нераскатанный участок прутка, формируя внешнюю и внутреннюю поверхность штуцера. Длина штуцера - 27 мм.
Также на токарном станках на плоской круговой поверхности фланца выбирают толщину до 0.75 мм, создавая по периферии кольцевое утолщение, толщиной 1.6 мм.
Ротационной вытяжкой из фланца формируют коническую поверхность с толщиной стенки 0.5 мм, сохраняя утолщение по периферии в 1.6 мм. Ротационную вытяжку осуществляют на конусной оправке с углом раскрытия конуса - 84°. Конус выполняют диаметром 52 мм и длиной 14 мм. При этом угол наклона конуса к горизонтальной осью составляет 42°.
В процессе формования днища на прессе толщина стенки днища уменьшается до 0.5 мм. Внешний диаметр после прессования - 48 мм, внутренний - 45 мм. На периферийном участке днища, над утолщением вытачивают кольцевую канавку со скошенной стенкой и уменьшением наружного диаметра от 48 до 46 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ ПОЛОГО ТЕЛА ПЕРЕМЕННОГО СЕЧЕНИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ЛЕЙНЕРА ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОЛОГО ТЕЛА ПЕРЕМЕННОГО СЕЧЕНИЯ | 2003 |
|
RU2263001C2 |
| МЕТАЛЛОКОМПОЗИТНЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2009 |
|
RU2432521C2 |
| Способ изготовления лейнера герметизирующего для металлокомпозитного баллона и лейнер для реализации способа | 2020 |
|
RU2765216C1 |
| Металлопластиковый баллон высокого давления и способ его изготовления | 2022 |
|
RU2780907C1 |
| МЕТАЛЛИЧЕСКИЙ ЛЕЙНЕР, МЕТАЛЛОПЛАСТИКОВЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПЛАСТИКОВОГО БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2000 |
|
RU2187746C2 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2018 |
|
RU2708013C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПЛАСТИКОВОГО БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ И МЕТАЛЛОПЛАСТИКОВЫЙ БАЛЛОН | 2006 |
|
RU2310120C1 |
| Баллон высокого давления (варианты) и способ его изготовления (варианты) | 2007 |
|
RU2758470C2 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2382919C2 |
| Металлокомпозитный баллон для хранения сжатого водорода | 2023 |
|
RU2832629C2 |




В металлопластиковом баллоне высокого давления, включающем внешнюю силовую пластиковую оболочку и внутренний тонкостенный сварной стальной лейнер, содержащий среднюю цилиндрическую часть, два днища и штуцер, по крайней мере, на одном днище, штуцер и днище выполнены за одно целое из заготовки в виде прутка с использованием для формирования стенки днища операций раскатки и ротационной вытяжки, а для формирования штуцера - токарной обработки. В способе изготовления металлопластикового баллона с тонкостенным стальным лейнером днище и штуцер выполняют за одно целое из заготовки в виде стального прутка заданного размера, при этом пруток раскатывают с одного конца, образуя фланец, имеющий с одной стороны плоскую круговую поверхность, соединенную с противоположной стороны с нераскатанным участком прутка, длина которого достаточна для формирования штуцера, из нераскатанного участка прутка механической обработкой формируют внешнюю поверхность и внутренний канал штуцера, из фланца методом ротационной вытяжки с последующей формовкой прессом формируют днище заданной формы, которое соединяют со средней цилиндрической частью, и осуществляют сварку по периметру их соединения. Техническим результатом изобретения является обеспечение снижения трудоемкости технологического процесса и экономичный расход металла. 2 н. и 2 з.п. ф-лы, 3 ил.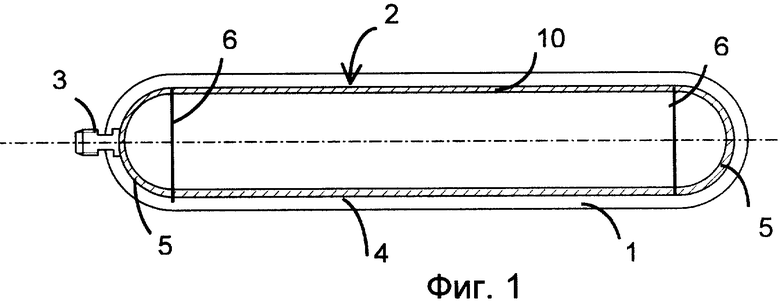
| КОМПОЗИТНЫЙ ГАЗОВЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 1994 |
|
RU2077682C1 |
| ОТОПИТЕЛЬНЫЙ ПРИБОР | 1987 |
|
RU2006755C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНОВ ВЫСОКОГО ДАВЛЕНИЯ И БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2003 |
|
RU2246371C1 |
| Устройство для очистки генераторного газа и поглощения летучих углеводородов | 1931 |
|
SU34690A1 |
| ПЕРЕГРЕВАТЕЛЬ ПЕЧИ И РЕАКТОР С ЦИРКУЛИРУЮЩИМ КИПЯЩИМ СЛОЕМ | 1995 |
|
RU2128312C1 |

