Изобретение относится к машиностроению и может быть использовано при изготовлении многослойных баллонов высокого давления с внутренней футеровкой из коррозионно-стойкого материала, обеспечивающих надежное хранение и транспортировку коррозионно-активных жидкостей и газов.
Известен «Способ изготовления баллона высокого давления и баллон высокого давления, особенно для хранения жидкостей и газов под повышенным давлением» (см. WO 2010059068, МПК В29С49/58, В29С53/ 66, В29С70/32, В29С70 86, F17C1/16, опубл. 27.05.2010 г.), заключающийся в изготовлении компонента с использованием любого известного метода изготовления преформ, образованных из термопластичного материала. Преформе придают в точности форму будущей емкости и формуют раздуванием так, чтобы придать ей требуемые габаритные размеры. Ее наружную поверхность армируют посредством наматывания пропитанных смолой волокон. Преформу согласовывают с присоединительным фитингом.
Предлагаемый способ и конструкция крепления и заделки фитингов в корпус контейнера известного изобретения сложна в исполнении и не надежна в эксплуатации.
Наиболее близким по конструкции является изобретение «Металлопластиковый баллон высокого давления и способ его изготовления» (см. патент RU 2289062, МПК F17C1/00, B21D 51/24, опубл. 1012.2006 г.), включающее внешнюю силовую пластиковую оболочку и внутренний тонкостенный сварной стальной лейнер, содержащий среднюю цилиндрическую часть, два днища и штуцер, по крайней мере, на одном днище.
Отсутствие защитного внутреннего слоя лейнера не обеспечивает защиту металлической поверхности от коррозии, что сокращает срок службы баллона.
Таким образом, технической задачей настоящего изобретения является создание способа изготовления металлопластикового баллона высокого давления и создание металлопластикового баллона со средствами защиты внутренней поверхности от коррозии с обеспечением надежного крепления штуцеров в стальном лейнере.
Сущность заявляемого способа заключается в том, что после сварки стального лейнера осуществляют его поверку на герметичность, а затем в одно из отверстий штуцера вставляют преформу пластика низкого давления (ПНД) и формуют покрытие на внутренней поверхности лейнера посредством экструзионно-выдувного метода толщиной около 1,5 мм, после обрезки лишнего ПНД на один из штуцеров устанавливают резьбовую заглушку с применением герметика на резьбовой части соединения, а затем лейнер помещают в термопласт-автомат и формируют наружное покрытие лейнера из материала стеклонаполненного пластика марки РА-66 толщиной не менее 5 мм, и заодно формируют на наружной поверхности баллона поперечные кольцевые ребра и продольные ребра шириной около 10 мм и высотой около 5 мм.
Сущность устройства, реализующее предлагаемый способ, заключается в том, что стальной лейнер с внутренней стороны покрыт пластиком низкого давления толщиной около 1,5 мм., а наружная поверхность лейнера покрыта стеклонаполненным пластиком марки РА-66 толщиной не менее 5 мм с выполненными заодно на наружной поверхности баллона поперечными кольцевыми ребрами и продольными ребрами шириной около 10 мм и высотой около 5 мм, при этом один из штуцеров оснащен заглушкой с применением герметика на резьбовой части соединения.
Использование предлагаемого изобретения обеспечивает следующий технический результат: обеспечение надежного хранения и транспортировки коррозионно-активных жидкостей и газов в баллоне высокого давления.
Указанный результат при осуществлении изобретения достигается тем, что металлопластиковый баллон с тонкостенным стальным лейнером изготавливается в виде средней цилиндрической части и двух днищ, в которых закреплены штуцеры, при этом способ включает соединение сварным швом средней цилиндрической части лейнера с днищами и штуцерами, а также формирование наружного покрытия лейнера композиционным материалом.
Особенность заключается в том, что после сварки стального лейнера осуществляют его поверку на герметичность, а затем в одно из отверстий штуцера вставляют преформу пластика низкого давления (ПНД) и формуют покрытие на внутренней поверхности лейнера посредством экструзионно-выдувного метода толщиной около 1,5 мм, после обрезки липшего ПНД на один из штуцеров устанавливают резьбовую заглушку с применением герметика на резьбовой части соединения, а затем лейнер помещают в термопласт-автомат и формируют наружное покрытие лейнера из материала стеклонаполненного пластика марки РА-66 толщиной не менее 5 мм, и -заодно формируют на наружной поверхности баллона поперечные кольцевые ребра и продольные ребра шириной около 10 мм и высотой около 5 мм.
Металлопластиковый баллон высокого давления содержит стальной лейнер, выполненный в виде средней цилиндрической части и двух днищ, в которых закреплены штуцера, а наружная поверхность лейнера покрыта композиционным материалом.
Особенность заключается в том, что стальной лейнер с внутренней стороны покрыт пластиком низкого давления толщиной около 1,5 мм., а наружная поверхность лейнера покрыта стеклонаполненным пластиком марки РА-66 толщиной не менее 5 мм с выполненными заодно на наружной поверхности баллона поперечными кольцевыми ребрами и продольными ребрами шириной около 10 мм и высотой около 5 мм, при этом один из штуцеров оснащен заглушкой с применением герметика на резьбовой части соединения.
Проведенный заявителем анализ уровня техники, включающий поиск по патентам и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения.
Следовательно, заявленное изобретение соответствует условию «новизна».
Конструкция изобретения представлена на фигурах.
Фиг. 1 - внешний вид устройства.
Фиг. 2 - разрез А-А.
Фиг. 3 - разрез Б-Б.
Фиг. 4 - разрез В-В.
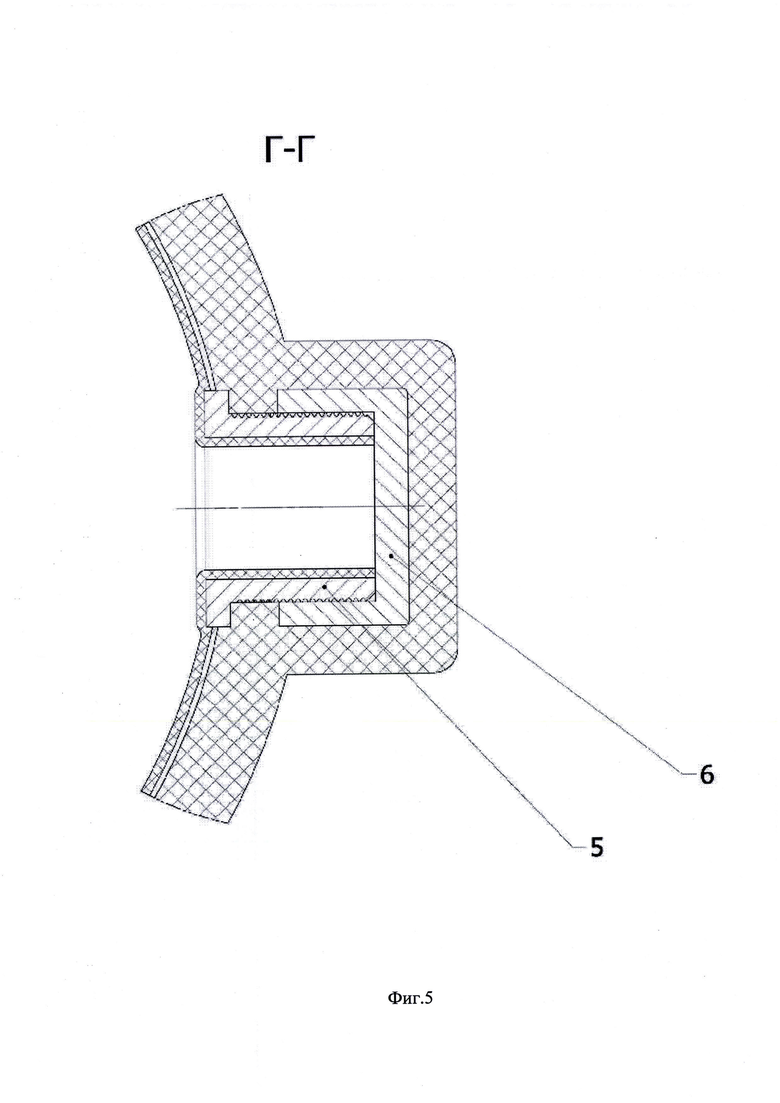
Фиг. 5 - разрез Г-Г.
Баллон состоит из стальной лейнера 1, внутреннего покрытия 2 из пластика низкого давления (ПНД), наружного покрытия 3 из стеклонаполненного пластик марки РА-66, штуцера 4, штуцера 5 с заглушкой 6, поперечных кольцевых ребер 7, продольных ребер 8, двух днищ 9.
Изготовление устройства осуществляется следующим образом. Сначала изготавливают металлический лейнер 1 путем аргонной сварки средней цилиндрической части, двух днищ 9 и двух штуцеров 4 и 5. Среднюю цилиндрическую часть 1 и днища 9 изготавливают методом холодной деформации, причем в днищах 9 выполняют отверстия для крепления в них аргонной сваркой штуцеров 4 и 5. Полученную конструкцию лейнера проверяют на герметичность. Прошедшие испытания лейнеры 1 отправляют на операцию покрытия внутренней поверхности лейнера пластиком низкого давления (ПНД) 2, обладающего свойствами коррозионно-стойкого материала. Для этого металлический лейнер помещают в экструзионно-выдувную машину, в отверстие лейнера через штуцер 4 вводят преформу ПНД и раздувают ее экструзионно-выдувным методом до полного покрытия внутренней стенки лейнера. После чего на концах лейнера обрезают излишки ПНД. Объем преформы рассчитывают, исходя из того, что толщина слоя ПНД внутри лейнера не будет превышать 1,5 мм. На штуцер 5 устанавливают резьбовую заглушку 6, обеспечивая герметичность посредством применения герметика на резьбовые части соединения.
Затем лейнер 1 с внутренним покрытием 2 отправляют в термопласт-автомат, где базируют его на штуцер 4, используя лейнер как пуансон, закрывают внешнюю поверхность лейнера пресс-формой, состоящей из двух половинок, а затем заполняют зазор между лейнером и пресс-формой стеклонаполненным пластиком РА-66 и формируют наружное покрытие лейнера толщиной не менее 5 мм, заодно пресс-формой формируют на наружной поверхности баллона поперечные кольцевые ребра 7 и продольные ребра 8 шириной около 10 мм и высотой около 5 мм.
При эксплуатации газ, хранящийся в баллоне под давлением, действует на стенки сосуда. Благодаря тому, что лейнер с внутренней поверхности покрыт ПНД, выполненный из коррозионно-стойкого материала, изготовленный баллон позволяет хранить и транспортировать коррозионно-активные жидкости и газы. Использование штуцера 4, присоединенного аргонной сваркой к лейнеру обеспечивает требуемую механическую прочность соединения, а покрытие наружной поверхности лейнера стеклонаполненным пластиком РА-66 с поперечными кольцевыми 7 и продольными 8 ребрами в виде утолщений наружного покрытия позволяет создать надежную конструкцию баллона, обеспечивающую увеличенное количество циклов загрузки по сравнению с известными.
Заявляемый металлопластиковый баллон может быть изготовлен с использованием известных материалов, технологических операций и оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛОПЛАСТИКОВЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2289062C1 |
| Газовая баллонная установка, средство крепления баллона высокого давления на опорной поверхности, баллон высокого давления | 2017 |
|
RU2645097C1 |
| МЕТАЛЛОПЛАСТИКОВЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ КОСМИЧЕСКОГО АППАРАТА | 2016 |
|
RU2631202C2 |
| МЕТАЛЛОПЛАСТИКОВЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2013 |
|
RU2554699C2 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2018 |
|
RU2708013C1 |
| МЕТАЛЛИЧЕСКИЙ ЛЕЙНЕР, МЕТАЛЛОПЛАСТИКОВЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПЛАСТИКОВОГО БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2000 |
|
RU2187746C2 |
| Баллон высокого давления для подводных аппаратов | 2024 |
|
RU2839789C1 |
| МЕТАЛЛОКОМПОЗИТНЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2009 |
|
RU2432521C2 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2013 |
|
RU2560125C2 |
| СОСУД ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2175088C1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении многослойных баллонов высокого давления с внутренней футеровкой из коррозионно-стойкого материала, обеспечивающих надежное хранение и транспортировку коррозионно-активных жидкостей и газов. Металлопластиковый баллон высокого давления содержит стальной лейнер, выполненный в виде средней цилиндрической части и двух днищ, в которых закреплены штуцера. Наружная поверхность лейнера покрыта композиционным материалом. Кроме того стальной лейнер с внутренней стороны покрыт пластиком низкого давления толщиной около 1,5 мм, а наружная поверхность лейнера покрыта стеклонаполненным пластиком марки РА-66 толщиной не менее 5 мм с выполненными заодно на наружной поверхности баллона поперечными кольцевыми ребрами и продольными ребрами шириной около 10 мм и высотой около 5 мм. Один из штуцеров оснащен заглушкой с применением герметика на резьбовой части соединения. Техническим результатом является обеспечение надежного хранения и транспортировки коррозионно-активных жидкостей и газов в баллоне высокого давления. 2 н.п. ф-лы, 5 ил.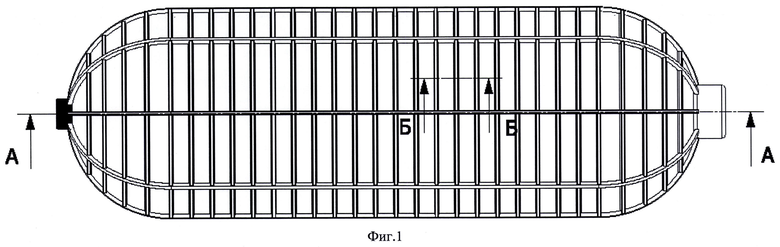
1. Металлопластиковый баллон с тонкостенным стальным лейнером, выполненный в виде средней цилиндрической части и двух днищ, в которых закреплены штуцера, а наружная поверхность лейнера покрыта композиционным материалом, отличающийся тем, что стальной лейнер с внутренней стороны покрыт пластиком низкого давления толщиной около 1,5 мм, а наружная поверхность лейнера покрыта стеклонаполненным пластиком марки РА-66 толщиной не менее 5 мм с выполненными заодно на наружной поверхности баллона поперечными кольцевыми ребрами и продольными ребрами шириной около 10 мм и высотой около 5 мм, при этом один из штуцеров оснащен заглушкой с применением герметика на резьбовой части соединения.
2. Способ изготовления металлопластикового баллона с тонкостенным стальным лейнером, выполненного в виде средней цилиндрической части и двух днищ, в которых закреплены штуцеры, при этом способ включает соединение сварным швом средней цилиндрической части лейнера с днищами и штуцерами, а также формирование наружного покрытия лейнера композиционным материалом, отличающийся тем, что после сварки стального лейнера осуществляют его поверку на герметичность, а затем в одно из отверстий штуцера вставляют преформу пластика низкого давления (ПНД) и формуют покрытие на внутренней поверхности лейнера посредством экструзионно-выдувного метода толщиной около 1,5 мм, после обрезки лишнего ПНД на один из штуцеров устанавливают резьбовую заглушку с применением герметика на резьбовой части соединения, а затем лейнер помещают в термопласт-автомат, и формируют наружное покрытие лейнера из материала стеклонаполненного пластика марки РА-66 толщиной не менее 5 мм, и заодно формируют на наружной поверхности баллона поперечные кольцевые ребра и продольные ребра шириной около 10 мм и высотой около 5 мм.
| МЕТАЛЛОПЛАСТИКОВЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2289062C1 |
| WO 2010059068 А2, 27.05.2010 | |||
| Способ изготовления баллонов высокого давления | 2018 |
|
RU2699701C1 |
| УСТРОЙСТВО для РАСПИЛОВКИ ТУШЕК птицы НА ПОЛОВИНЫ | 0 |
|
SU180975A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОЛОГО ТЕЛА ПЕРЕМЕННОГО СЕЧЕНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2329114C1 |

