Данное изобретение касается способа и устройства для обработки полутуш, в котором, по меньшей мере, одна полутуша ступенчато подается подвешенной за задние голяшки на крюк на конвейерном рельсе, проходящем поперек конвейера, на упомянутый конвейер полутуша переносится после снятия с крюка, а задняя голяшка полутуши автоматически отрезается в соответствии с данным способом.
Необходимо отметить, что устройство будет типично осуществлять подачу двух полутуш одновременно, вследствие чего в дальнейшем не является существенным, рассматривается ли случай о подаче одной или двух полутуш в связи со способом и устройством согласно данному изобретению, поскольку это не изменит основополагающие принципы изобретения.
Такое устройство известно из DK T3 0607744, в котором задние голяшки отрезаются автоматически дисковыми пилами, так как существенная часть веса полутуши перенесена на конвейер перед осуществлением отреза. Здесь полутуши подаются на конвейер с расположенного над конвейером подвесного конвейера, который имеет наклоненную вниз секцию, размещенную поперек конвейера, по которой туши буксируются поперечно конвейерной ленте под действием собственного веса до тех пор, пока пилы не отрежут задние голяшки, и вес окорока туши, наконец, переносится полностью на конвейер. Устройство, кроме того, включает в себя управляющие и фиксирующие приспособления в виде фиксированных направляющих и ограничителей, контролирующих или удерживающих крюки и/или задние голяшки относительно пил во время перемещения туш на конвейерную ленту.
Несмотря на применение упомянутых управляющих и фиксирующих приспособлений и установку ограничителей для продвижения крюков по подвесному конвейеру, оптимальный разрез при отрезании задних голяшек туш будет достаточно случайным, так как не осуществляется действительно управляемое направление и удерживание окорока в процессе обрезания задних голяшек.
В соответствии с данным изобретением была реализована возможность выполнения более точного обрезания задних голяшек полутуш за счет осуществления этого процесса в соответствии с тем, как это изложено в отличительной части п.1 формулы изобретения.
За счет использования поворотных/перемещаемых механических зажимных устройств, захватывающих окорок между скакательным и коленным суставами, в соответствии со способом согласно данному изобретению достигается то, что задние голяшки полутуш за счет поворота зажимных устройств в сторону от центральной линии подвесного конвейера освобождаются от крюков перед выполнением обрезания задних голяшек.
Перемещение зажимных устройств может быть описано как направленное вверх и наружу относительно подвесного конвейера движение, посредством которого задние голяшки, как упомянуто, освобождаются от крюка. Направленным вверх перемещением окорок и скакательный сустав поднимаются в уровень с плоскостью, в которой расположены лезвия пил с каждой стороны подвесного конвейера, а непрерывным боковым перемещением зажимных механизмов скакательные суставы туш могут проводиться через отрезные установки, посредством чего осуществляется обрезание задних голяшек.
В данном изобретении используется то, что зажимные устройства, в закрытом состоянии захватывающие окорок, не позволяют скакательным суставам на окороке проходить через зажимные устройства. То есть окорок при направленном вверх наклонном смещении зажимных устройств скользит внутри них до тех пор, пока не достигается контакта между верхними сторонами зажимных устройств и скакательными суставами окороков, вследствие чего скольжение прекращается, затем подъем продолжается до достижения уровня плоскости лезвий пилы, после чего осуществляется отпиливание задних голяшек в основном за счет бокового перемещения зажимных устройств. В соответствии с изобретением используется тот факт, что изменение размера скакательного сустава на туше независимо от длины туши является очень незначительным, то есть позиционирование окороков при обработке туш различной длины практически идентично. Это означает то, что за счет обеспечения достаточного подъема окорока, что является возможным благодаря тому, что задние голяшки предварительно сняты с крюков, за счет регулировки высоты подъема зажимных устройств и за счет одинаковых участков перемещения зажимных устройств здесь достигнуто очень большое однообразие и точность локализации места отреза задних голяшек при использовании способа согласно данному изобретению.
Тем не менее, в особых случаях, за счет использования управляющей системы в комбинации с детектирующим оборудованием для определения наиболее толстой части скакательного сустава будет возможно компенсировать направленное вверх и наружу перемещение зажимного устройства для обеспечения размещения линии отреза задних голяшек точно поперек самой толстой части скакательного сустава.
Преимущества, достигаемые за счет применения данного способа, заключаются в том, что таким образом может быть обеспечена обработка полутуш, имеющих большие отклонения по длине, и в то же самое время гарантировано однообразие линии отреза задних голяшек за счет очень точного позиционирования задних голяшек полутуш, что в предпочтительном варианте должно происходить при распиле поперек самого толстого места скакательного сустава. Кроме того, будет значительно проще транспортировать отрезанные голяшки, собранные в коллекторах, для последующей обработки без необходимости предварительного снятия их с крюков вручную или с помощью специальных последующих операций, поскольку задние голяшки в зажимных устройствах сняты с крюка до выполнения отрезания задних голяшек.
В некоторых случаях используется многодорожечный конвейер с лентами, раздельными друг от друга и приводимыми в действие синхронно, и в зазорах, между которыми расположены выполненные с возможностью горизонтального и вертикального смещения укладывающие приспособления, предназначенные для разворота полутуш(и) относительно направления движения конвейера прежде, чем туша(и) подается конвейером для дальнейшей обработки. Разворот полутуш(и) и укладка на конвейер осуществляется, соответственно, за счет горизонтального и вертикального перемещения укладывающих приспособлений. Способ, описанный в п.2 формулы изобретения, определяет, как способ согласно данному изобретению может использоваться совместно с вышеупомянутым укладывающим устройством.
Иногда может быть предпочтительным осуществлять отрезание задних голяшек таким образом, при котором окорок полутуши поднят вверх и в сторону посредством зажимных устройств, захватывающих скакательный сустав так, что задние голяшки снимаются с крюка, но боковое перемещение зажимных устройств ограничивается этим перемещением, и где окорок остается в положении, которое является удобным для выполнения отрезания задних голяшек за счет поперечно перемещаемых дисковых пил. Преимущество этого способа состоит в том, что зажимные устройства обеспечивают выполнение отреза задних голяшек в наиболее толстом месте скакательного сустава.
За счет наклонного расположения полотен дисковых пил получен оптимальный угол резания относительно положения скакательного сустава при его захвате в зажимных устройствах.
Устройство для реализации способа согласно изобретению включает в себя подвесной конвейер, по которому ступенчато подается, по меньшей мере, одна полутуша, подвешенная за задние голяшки на крюке, конвейер, расположенный под подвесным конвейером, на который полутуши впоследствии переносятся по наклоненной вниз секции подвесного конвейера, расположенной поперек конвейерной ленты, для последующей транспортировки полутуш на последующую обработку, и в котором в области, где полутуша передается на конвейерную ленту, имеется, по меньшей мере, отрезное устройство для обрезания задних голяшек от полутуш, отличающееся тем, что оно включает в себя наклонный принимающий кронштейн для гарантированной ориентации полутуш кожной стороной вниз при их укладке на конвейерную ленту во время направленного вниз продвижения, и то, что оно также включает в себя, по меньшей мере, приводимое в действие исполнительным механизмом механическое зажимное устройство для захвата и удержания задних ног туши за счет зацепления между коленным суставом и скакательным суставом после подачи туши по подвесному конвейеру к определенному ограничителю и, по меньшей мере, одно отрезное устройство с лезвием, расположенным на уровне выше зажимного устройства и ниже крюка для обрезания задних голяшек туши поперек скакательного сустава в наиболее толстом месте.
С целью использования зажимных устройств как средств, направляющих скакательный сустав в процессе осуществления обрезания задних голяшек для обеспечения правильно размещенного отреза, зажимные устройства могут быть выполнены поворотными в горизонтальном и/или вертикальном направлении между точкой приложения и крайним положением на расстоянии, расположенном дальше от центральной линии подвесного конвейера. Тем самым достигнуто то, что за счет вертикального смещения зажимного устройства окорок полутуши может быть немного поднят так, чтобы скакательный сустав скользил в зажимном устройстве до места четко определенного размещения своей самой толстой части перед осуществлением обрезания задних голяшек за счет горизонтального перемещения зажимного устройства к крайнему положению, посредством которого скакательный сустав передвинут поперек лезвия отрезного устройства. За счет последнего перемещения задние голяшки дополнительно выводятся из зацепления с крюком.
С целью наиболее оптимального осуществления обрезания задних голяшек полезно располагать отрезное устройство относительно зажимных устройств таким образом, чтобы скакательный сустав полутуши перемещался поперек лезвия отрезного устройства за счет разворота поворотных зажимных устройств от точки приложения до крайнего положения поперек наиболее толстого места скакательного сустава.
Отрезные устройства преимущественно могут быть составлены из дисковых пил, как определено в п.9 формулы изобретения.
Устройство может быть с преимуществом реализовано так, чтобы дисковые пилы были подвешены с возможностью поперечного перемещения, достигаемого за счет применения исполнительных механизмов.
С целью достижения оптимального расположения линии отреза задних голяшек лезвия дисковых пил могут быть расположены наклонно.
В некоторых случаях, когда важно точное расположение полутуш на конвейере, конвейер устройства может быть выполнен многодорожечным с лентами, расположенными параллельно, разделенными друг от друга промежутками и приводимыми в действие синхронно в одном и том же направлении, и такой конвейер далее включает в себя горизонтально и вертикально смещаемые укладывающие кронштейны, выступающие через промежутки между лентами конвейера, и данные укладывающие кронштейны могут вертикально смещаться так, чтобы их верхние концы были расположены ниже поверхностей конвейерных лент, и так, чтобы их нижние точки были расположены на некотором расстоянии выше поверхностей конвейерных лент.
Горизонтальное смещение укладывающих кронштейнов может осуществляться вокруг точки поворота так, чтобы невидимая линия, проведенная между нижними точками наиболее удаленных укладывающих кронштейнов, образовывала угол с направлением перемещения конвейера, посредством чего полутуша(и) располагается под углом относительно направления продвижения за счет опускания укладывающих кронштейнов. Однако должно быть подчеркнуто, что горизонтальное смещение укладывающих кронштейнов необязательно используется и что использование упомянутых кронштейнов гарантирует очень одинаковое расположение полутуш, подаваемых на конвейер только за счет вертикального смещения укладывающих кронштейнов.
Изобретение далее объяснено более подробно со ссылкой на чертежи, в которых показывают:
фиг.1 - вид сбоку устройства для обработки полутуш согласно изобретению,
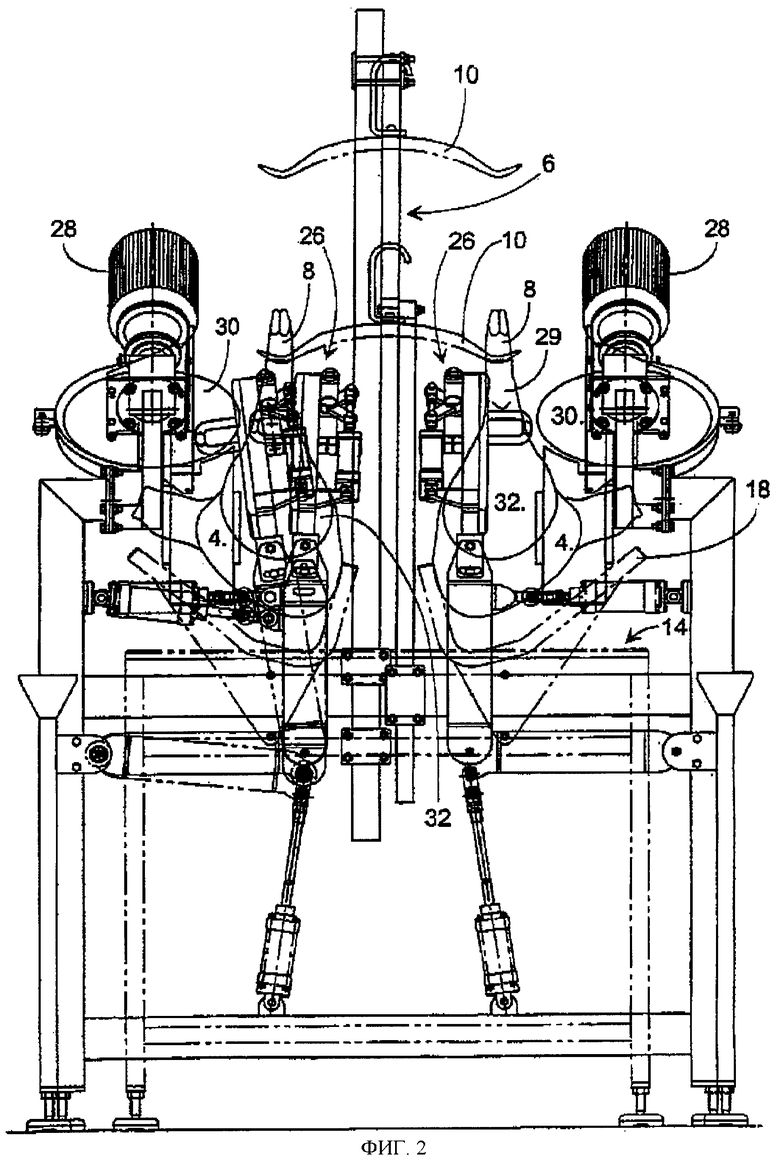
фиг.2 - вид справа устройства, изображенного на фиг.1, и
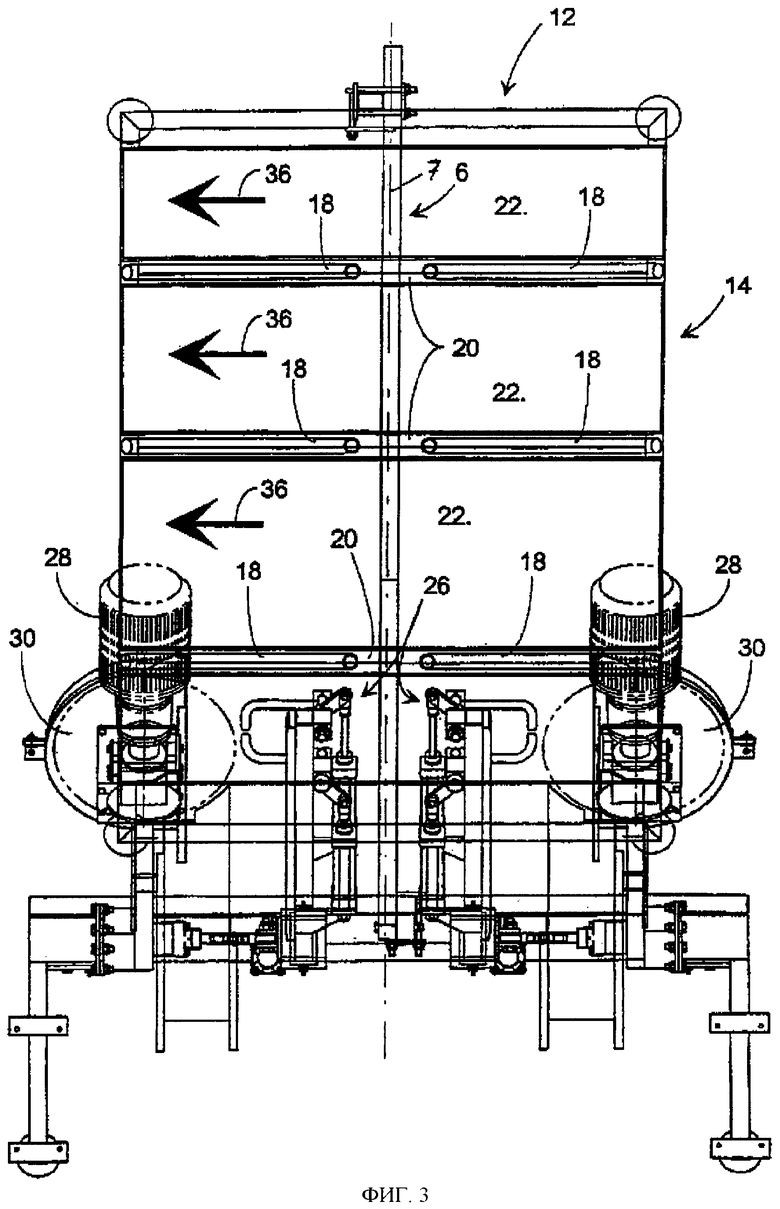
фиг.3 - вид сверху устройства, изображенного на фиг.1 и 2.
На фиг.1 изображено устройство 2 согласно изобретению для обработки полутуш 4, которые подаются ступенчато по подвесному конвейеру 6 подвешенными за задние голяшки 8 на крюках 10.
На фиг.1 полутуши прошли два непоказанных, наклоненных приблизительно на 45°, приемных кронштейна, которые расположены на подающей стороне 12 многодорожечного конвейера 14, расположенного под подвесным конвейером 6, посредством чего полутуши 4 во время поступательного и направленного вниз перемещения по изогнутому вниз приблизительно на 40° рельсу 16 подвесного конвейера 6 укладываются кожной стороной вниз в перемещающиеся горизонтально и вертикально укладывающие кронштейны 18, которые на фиг.1 проходят сквозь разделяющие промежутки 20 между лентами 22 конвейера. Туши, таким образом, не уложены на конвейерную ленту 22 в тот момент, когда полутуши 4 (по фиг.1) поданы в точку, в которой поворотно подвешенные, приводимые в действие исполнительным механизмом зажимные устройства 2 (по фиг.2 и фиг.3) активизированы и захватывают окорока 32 полутуш за задние ноги между скакательными суставами 29 и коленными суставами (не показаны), после чего зажимные устройства 26 поворачиваются вверх и наружу в направлении отдаления от центральной линии 7 подвесного конвейера 6, посредством чего задние голяшки 8 снимаются с крюка 10 и за счет продолжающегося поворота зажимных устройств 26 окорока скользят в зажимных устройствах 26, пока их верхние стороны не придут в соприкосновение с обратными сторонами скакательных суставов, и так, что окорока поднимаются, пока самые толстые участки скакательных суставов не окажутся на одном уровне с пилящими полотнами 30 дисковых пил 28, которые расположены с добавочным боковым зазором от подвесного конвейера 6, после чего скакательные суставы 29 за счет бокового перемещения зажимных устройств 26 передвигаются поперечно пилящим полотнам 30, посредством чего выполняется обрезание задних голяшек. Зажимные устройства 26 затем раскрываются и впоследствии немедленно возвращаются в исходное положение вблизи подвесного конвейера 6 для получения новых ступенчато поданных полутуш, а окорока туш тогда падают на укладывающие кронштейны 18.
Теперь уже отрезанные задние голяшки 8 собраны в непоказанном коллекторе и затем передаются для дальнейшей обработки.
Полутуши 4, уже освобожденные от задних голяшек 8, могут теперь быть размещены под нужным углом относительно направления перемещения 34 конвейера 14 за счет горизонтального смещения укладывающих кронштейнов 18, после чего туши 4 укладываются за счет вертикального смещения укладывающих кронштейнов 18 вниз в промежутках 20 между лентами 22 конвейера в соответствии с Фиг.2 и Фиг.3.
Способ и устройство согласно изобретению имеют несколько преимуществ, среди которых то, что задние голяшки 8 сняты с крюков 10, в то же время как скакательный сустав 29 посредством зажимных устройств 26 перемещен для распиливания или в удобное для этого положение. Тем самым достигнута возможность обработки в устройстве 2 полутуш 4 со значительными отличиями по длине, в то же самое время может быть выполнен более однообразный обрез задних голяшек, чем в устройствах, соответствующих предшествующему уровню техники.
Дальнейшее преимущество, достигнутое за счет способа и устройства согласно данному изобретению, состоит в том, что обрезанные задние голяшки 8 сняты с крюков 10 и собраны посредством воронки (не показано) или другого коллектора для дальнейшей обработки, что приводит к снижению трудозатрат, так как в обрабатывающих устройствах, соответствующих предшествующему уровню техники, задние голяшки остаются все еще на крюках после обрезания задних голяшек и должны удаляться с них прежде, чем крюки могут использоваться снова.
Должно быть подчеркнуто, что описанный и показанный на чертежах вариант реализации устройства 2 для обработки туш согласно изобретению не обязательно включает в себя показанные укладывающие кронштейны 18, поскольку обычно они необходимы только в связи с выполнением точной укладки полутуш 4 под определенным углом относительно направления перемещения 36 конвейера, что используется в связи с автоматическим осуществлением одного или более оптимизированных последующих разрезов. Однако необходимо отметить, что укладывающие кронштейны могут оказывать преимущественное влияние на точность позиционирования отрезания задних голяшек. Но полутуши также могут укладываться на конвейер традиционного типа, используемый для дальнейшей транспортировки полутуш.
Следовательно, это означает, что вариант реализации изобретения, содержащий совершенно стандартный конвейер того вида, что обычно использован для таких установок, может рассматриваться как приблизительно равноценное решение в сравнении с описанным вариантом реализации с точки зрения выполнения однообразного обрезания задних голяшек.
Кроме того, должно быть упомянуто, что обрезание задних голяшек не всегда выполняется за счет перемещения скакательных суставов окороков посредством зажимных устройств 26 через дисковые пилы 28, 30, поскольку зажимные устройства 26 могут быть отрегулированы так, что они захватывают окорока 32, как уже описано, и поднимают скакательный сустав 29 вверх и наружу так, чтобы задние голяшки были сняты с крюков и наиболее толстое место скакательного сустава было расположено в плоскости полотен пилы так, чтобы пилы 28, которые в этом случае поперечно подвешены и приводятся исполнительными механизмами, перемещались в направлении скакательного сустава для осуществления обрезания задних голяшек. Должно быть упомянуто, что этот способ также возможно использовать совместно с вариантом реализации устройства, включающим в себя многодорожечный конвейер с вертикально/горизонтально перемещаемыми укладывающими кронштейнами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделения подвешенных на троллеях туш животных на полутуши | 1990 |
|
SU1729362A1 |
| УСТРОЙСТВО ФИКСАЦИИ ТУШ ЖИВОТНЫХ | 2008 |
|
RU2391841C1 |
| УСТАНОВКА ДЛЯ РАЗДЕЛЕНИЯ ТУШ ЖИВОТНЫХ НА ПОЛУТУШИ | 1992 |
|
RU2048108C1 |
| Устройство для снятия туш мяса с подвесного пути | 1983 |
|
SU1169587A2 |
| Устройство для пересадки туш мяса с одного подвесного пути на другой | 1977 |
|
SU856421A1 |
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ ТУШ КРУПНОГО РОГАТОГО СКОТА И Т. П. | 1950 |
|
SU92090A1 |
| Установка для разруба туш | 1973 |
|
SU480390A1 |
| Устройство для разгрузки туш с подвесного конвейера | 1983 |
|
SU1145972A1 |
| УСТРОЙСТВО ДЛЯ ПОЗИЦИОНИРОВАНИЯ ПОЛУТУШ ЗАБИТОГО СКОТА ДЛЯ ОПТИЧЕСКОЙ СЪЕМКИ В ПЛОСКОСТИ РАСЧЛЕНЕНИЯ | 2009 |
|
RU2469544C2 |
| Устройство для снятия туш мяса | 1974 |
|
SU536805A1 |
Изобретение относится к мясной промышленности и позволяет оптимально обрезать задние голяшки от полутуш, которые подаются ступенчато по подвесному конвейеру подвешенными за задние голяшки. Обрезание задних голяшек реализуется за счет захвата полутуш поворотными зажимными устройствами, зазор в которых в зажатом положении не позволяет скакательному суставу пройти через него. Поскольку изменения толщины скакательного сустава на туше очень незначительны, подъем окорока полутуши за счет перемещения зажимных устройств приводит к очень точному позиционированию самого толстого места скакательного сустава, за счет чего достигается очень значительное однообразие обрезания задних голяшек посредством одинакового перемещения зажимных устройств в поперечном направлении относительно пилящих полотен, расположенных в четко заранее определенной плоскости. Это обеспечивает обработку полутуш, имеющих большие отклонения по длине, с гарантированным однообразием линии отреза задних голяшек за счет очень точного позиционирования задних голяшек полутуш. 2 н. и 10 з.п. ф-лы, 3 ил.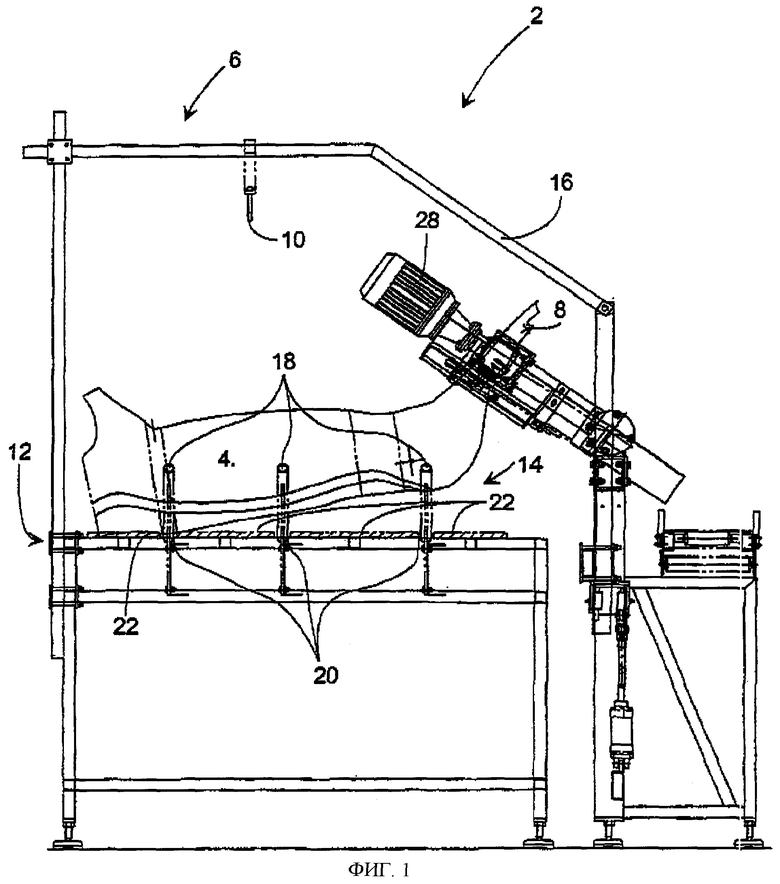
а) полутуша (4) во время продвижения с наклоном вниз в более чем два принимающих кронштейна на стороне (12) конвейера (14) укладывается на ленту (22) конвейера кожной стороной вниз;
б) продвижение крюка (10) прекращается в предопределенной позиции, в которой задние голяшки туш захватываются двумя приводимыми в действие исполнительными механизмами зажимными устройствами (26) между коленным суставом и скакательным суставом (29);
в) зажимные устройства (26) перемещаются вверх и наружу от центральной линии (7) рельса (6) подвесного конвейера (6), посредством чего задние голяшки (8) снимаются с крюка (10), и окорок (32), таким образом, остается висеть в зажимных устройствах (26) так, что самая толстая часть скакательного сустава (29) поднята до уровня плоскости пилящих полотен (30) пил (28), расположенных по каждой стороне подвесного конвейера (6),
г) перемещение зажимного устройства (26), направленное наружу и от центральной линии (7) конвейерного рельса (6), продолжается, посредством чего задние голяшки (8) обрезаются при продвижении скакательного сустава (29) поперек упомянутых пилящих полотен (30),
д) крюк (10) продвигается далее ступенчато;
е) зажимные устройства (26) освобождают свой захват, вследствие чего окорок (32) туши падает на конвейерную ленту (14);
ж) зажимные устройства (26) возвращаются обратно в исходное положение для получения следующих, по меньшей мере, одной, полутуш(и) (4), поданных подвесным конвейером (6).
на этапе а) во время продвижения полутуши (4) с наклоном вниз (16) поперек двух принимающих кронштейнов на подающей стороне (12) конвейера, используют конвейер (14), выполненный в виде многодорожечного конвейера (14) с лентами (22), расположенными параллельно и раздельно друг от друга и приводимыми в действие синхронно в одном и том же направлении, причем полутуша (4), размещенная кожной стороной вниз, укладывается в вертикально и горизонтально перемещаемые укладывающие кронштейны (18), которые выступают через промежутки (20) между лентами (22) конвейера; а
на этапе е) зажимные устройства (26) освобождают свой захват, вследствие чего окорок (32) полутуши падает на подложенные укладывающие кронштейны (18) таким образом, что полутуша (4) ложится в укладывающие кронштейны, которые затем опускаются, посредством чего полутуша (4) укладывается на конвейерную ленту (22).
| Инструмент для образования отверстий в твердых и хрупких материалах | 1976 |
|
SU607744A1 |
| US 4662029 А, 05.05.1987 | |||
| Технологическая инструкция по переработке скота на предприятиях мясной промышленности | |||
| Утв | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| М.: Пищевая промышленность, 1979, с.9-20. | |||

