Группа изобретений, характеризуемая единым изобретательским замыслом касается техники смазки узлов различных машин станков, рольгангов, горнообогатительных мельниц, машин непрерывною литья заготовок и др. и зубчатых зацеплений, где подшипники подвержены воздействию высоких температур, пыли, воды эмульсий, вредных газов, в частности высокоскоростных подшипниковых опор прокатных клетей рабочих и опорных валков.
В настоящее время к наиболее перспективным технологиям смазки относится система смазки типа «масло-воздух», предназначенная для централизованной автоматизированной точно дозированной смазки и частичною охлаждения рабочих валков, как с экономической, так и с экологической точки зрения.
При этом способе смазки из специального агрегата масловоздушного подается точно дозированное количество смазочного материала к каждому месту трения, а транспортировка смазочного материала происходит при помощи турбулентною потока сжатого воздуха, который сжимает дозу смазочного материала и транспортирует ее в виде масляной пленки по внутренним стенкам трубопровода. Так как масло и воздух - две раздельные среды, то распределение через T-образное винтовое соединение не представляется возможным. Каждый подшипник должен иметь собственное подключение к центральной системе смазки.
В каталоге фирмы «Rebs» приведена пневмогидравлическая схема смазки подшипников прокатных клетей стана масляно-воздушной смазкой чертеж 88106, демонстрирующий способ осуществления смазки. Турбулентный масляновоздушный поток по масляновоздушному трубопроводу с помощью делителя потока (патент Германии №2844995, F 16 N 7/30: устройство для разделения смазочной среды капельной формы, введенный в среду - носитель) делится пополам на обе подушки валка. Каждая половина уже в канале подушки с помощью двух делителей потока делится на три части, которые через оба дистанционных кольца подшипника направляются через специальные дюзы и в виде крупнодисперсных капель разбрызгиваются по поверхностям колец подшипника, роликов и сепараторов. Остатки масляновоздушной смазки турбулентным воздушным потоком направляются по специальному дополнительному каналу в полость между манжетами и производят смазку контактирующих поверхностей манжет с поверхностью шейки и дополнительное охлаждение шейки, подшипников и манжет.
Такая система смазки позволяет наиболее экономично и рационально использовать смазочные материалы и повышать долговечность подшипника, но эта система имеет следующие недостатки:
- невозможно в процессе эксплуатации изменить потом параметры масляновоздушной смазки в одном дистанционном кольце, не нарушив параметров смазки во всех остальных каналах смазки подшипника и манжет (увеличить, уменьшить);
- невозможно без разборки системы изменить концентрацию масла в заданном объеме воздуха,
- необходимы специальные устройства-делители потока, которые установлены по длине каналов в подушке подшипника, индивидуально подобранные в зависимости от геометрических размеров подшипника:
- в корпусе подушки выполняют дополнительно длинные каналы малых диаметров для специальных подводов смазки в область манжет, и если в манжете изменяется давление, то нарушится подача смазки в подшипник;
- чистая свежая масляная пленка не используется для смазки подшипника, а идет, греется на манжеты.
В качестве прототипа выбрана система смазки валковых опор прокатной клети а.с. 1643854, F 16 N 7/32 29/04 от 23.04.1991 года, Бюл. №15.
Система смазки валковых опор прокатной клети состоит из резервуара, насоса, фильтра, напорной магистрали, связанной с резервуарами питателей «масло-воздух» через отсечные клапаны, управляемые командами реле уровня, а также прогрессивными распределителями, соединенными с питателями «масло-воздух» через клапаны переключения и с магистралью сжатого воздуха, снабженной сигнализатором давления и мультипликатором с отсечным клапаном, обратного клапана блоков датчиков скорости нагрузки и давления, установленных на прокатной клети подшипниковых опор нагнетательной магистрали. В системе реализуется режим оптимальной смазки за счет использования двух параллельно работающих питателей, взаимодействие которых регулирует блок управления.
Согласно способа осуществления смазки к точкам смазки (подшипниковым опорам) смазочный материал подается по нагнетательной магистрали либо питателями «масло-воздух», либо прогрессивными распределителями. Причем выбор режима работы осуществляется блоком управления в зависимости от показаний датчиков скорости и нагрузки, установленных на клети. При нормальном (установившемся) режиме работы подача смазки осуществляется питателями «масло-воздух» (величина подачи порядка 20÷50 см3/час на точку смазки).
При пиковых режимах скоростей и нагрузок, а также при пусках клети, после длительной остановки (более 2x часов) подача производится прогрессивными распределителями (величина подачи может колебаться от 40 до 100 см3/мин). Включение прогрессивных распределителей происходит следующим образом: после подачи датчиками скорости или нагрузки на блок управления сигналов, превышающих заданное пороговое значение, или при включении стана в работу после длительного (более 2х часов) перерыва блок управления дает команду на включение электродвигателя насоса и перемещение клапана переключения в положение подачи от распределителя. Питатели «масло-воздух» работают при этом в нормальном режиме. Для улучшения стабильности подачи смазочного материала и увеличения экономичности системы смазки блок питателей «масло-воздух» с прогрессивными распределителями устанавливается в непосредственной близости от точек смазки на клети. А питатели «масло-воздух» снабжены автономными резервуарами для смазочного материала. При такой установке длина нагнетательных магистралей минимальна, поэтому смазочный материал от питателей «масло-воздух», движущийся в виде пленки по стенкам трубопровода, транспортируется стабильно, без разрывов и оседания в местах сопротивления. Таким образом, осуществляется близкий к оптимальному режим смазки подшипников, а потери энергии приводятся к минимуму.
Заправка резервуаров питателей «масло-воздух» производится по сигналам от реле уровня. Реле нижнего уровня подает команду на включение электродвигателя насоса и открывание отсечных клапанов. По команде от реле верхнего уровня электродвигатель насоса выключается, а отсечные клапаны закрываются.
Для транспортирования смазочного материала к питателям «масло-воздух» подводится сжатый воздух. Магистраль сжатого воздуха снабжена стабилизатором давления, обеспечивающим постоянное давление после себя, необходимое для стабильной работы питателей и поддержания постоянного избыточного давления в узлах трения. По сигналу от датчиков давления, расположенных в подшипниковых опорах, о том, что давление упало ниже допустимого, блок управления дает команду на открытие клапана. При этом полость высокого давления мультипликатора сообщается с магистралью сжатого воздуха.
Таким образом, система смазки прокатной клети с двумя параллельно работающими питателями, датчиками скорости, нагрузки и давления и блоком управления, дающим возможность поддерживать оптимальный режим смазки, имеющая мультипликатор, воздушную магистраль, позволяет значительно расширить диапазон режимов ее работы, повысить экономичность за счет непроизводительных потерь, а также увеличить надежность работы прокатной клети в целом.
Система смазки по прототипу имеет следующие недостатки:
- конструктивная сложность: наличие двух типов питателей «масло-воздух» и прогрессивных распределителей, датчиков скорости и нагрузки, что ведет к усложнению пульта управления;
- не используются высоковязкие масла, которые благоприятно влияют на контактирующие поверхности роликов и беговых дорожек при пиковых (экстремальных) нагрузках;
- система не герметична и через 2 часа остается без смазки, так как происходит ее вытекание, что снижает надежность и требует дополнительных затрат;
- смазочная система инерционна - система сработает и подаст дополнительную смазку уже после пикового погружения подшипника. При оптимальном режиме смазки подшипник смазан раньше пикового нагружения, чтобы исключить задиры контактирующих поверхностей при пиковых нагрузках и уменьшить износ.
В основу изобретения поставлена задача - расширить область применения централизованных систем смазки «масло-воздух» в экстремальных условиях (высокая температура, высокая запыленность и загрязненность, предельные нагрузки или скорости вращения) для обеспечения качественной смазки подшипников.
Техническим результатом предлагаемого изобретения является создание экологически чистой и экономически эффективной централизованной системы смазки подшипниковых узлов масляновоздушной пленкой путем создания надежной герметичной конструкции подшипникового узла, обеспечения экономичного и оптимальною режима смазывания контактирующих поверхностей подшипника, в том числе при пиковых режимах скоростей и нагрузок, что является решающим фактором в решении проблемы долговечности и надежности машин, повышения производительности и снижения издержек производства.
Поставленная задача решается благодаря тому, что централизованная автоматизированная система смазки подшипниковых узлов валковых опор прокатной клети масляновоздушной пленкой содержит смазочную станцию 1 с жидким смазочным материалом, блок подготовки воздуха 2, масляновоздушные питатели 3, пульт управления 4, контролирующие 5 и сигнализирующие 6 устройства, трубопроводы смазочного материала 7, сжатого воздуха 8 и масляновоздушные 9, подушки верхнюю 10, нижнюю 11 с каналами подвода смазочного материала (короткий, на ближнее дистанционное кольцо) 12, (длинный, на дальнее дистанционное кольцо) 13, с крышками 14, 15, спаренные манжеты 16, 17, разделенные распорной шайбой 18, подшипник 19, в дистанционных кольцах 20, 21 которого установлены дюзы 22, установленный на шейках валка 23.
Согласно предлагаемому изобретению.
Наружная поверхность 24 подшипника 19 герметизирована с внутренней поверхностью 25 подушек 10, 11, а в распорной шайбе 18, установленной между манжетами 16, 17, в ее верхней и нижней части выполнены каналы 26, 27, соединяющие глухие каналы 28, 29, выполненные в крышках 14, 15 подушек 10, 11, и полость подушек 10, 11 с внешней средой, а дюзы 22, установленные в дистанционных кольцах 20, 21, выполнены с отверстиями 30, направленными в диаметрально-противоположные стороны вдоль оси подшипника или под углом от 0 до 90 град. к беговым дорожкам 31 наружных колец 32 подшипника 19.
Уплотняющая кромка наружной манжеты 16 направлена в сторону внешней среды и установлена таким образом, что в режиме повышенного давления сжатого воздуха в подушке 10, 11 она образует с контактирующей поверхностью валка 23 щель 33 для выхода отработанного воздуха и остатков смазочного материала.
Также поставленная задача решается благодаря тому, что способ смазки подшипниковых узлов валковых опор прокатной клети масляновоздушной пленкой включает дотирование смазочного материала, смешивание с сжатым воздухом в масляновоздушных питателях 3 и подачу смеси в масляновоздушные трубопроводы 9, последующую подачу масляновоздушной смеси через дюзы 22 к беговым дорожкам наружных колец 32 подшипника 19 и отвод отработанного смазочного материала в окружающую среду.
Согласно предлагаемому способу:
Подачу масляновоздушной смеси через отверстия 30 дюз 22 осуществляют со скоростью истечения, прямо пропорциональной давлению воздуха, подаваемого в масляновоздушный трубопровод 9, с образованием непрерывной эластогидродинамической текущей пленки с толщиной 5-50 мкм, обеспечивающей, в том числе при пиковых нагрузках оптимальные режимы смазывания и разъединение контактирующих поверхностей, а выход сжатого воздуха и остатков отработанного смазочного материала из полости подшипника 9 в окружающую среду осуществляют через каналы 26, 27, 28, 29 в распорной шайбе и через щель 33, образованную между уплотняющей кромкой наружной манжеты 16 и контактирующей поверхностью валка 23.
Выход сжатого воздуха и остатков отработанного смазочного материала используют для смазки и охлаждения манжет 16, 17 и шеек валков 23, а также для создания воздушного барьера между полостью подушки 10, 11 и окружающей средой, создавая преграду загрязнениям и смазачно-охлаждающим жидкостям.
Такая система смазки и способ ее осуществления устраняют недостатки прототипа и позволяют:
- устранить вытекание смазочного материала из подшипника в виду герметичности и поверхности подшипника,
- исключить попадание окалины, пыли, грязи и охлаждающей жидкости в полость подшипника, что возможно благодаря барьеру, который создается отработанным воздушным потоком в полости подшипника и который заполняет объем между двумя манжетами и распорной шайбой, создавая дополнительную преграду внешним загрязнениям, благодаря чему абразивный износ поверхностей подшипника исключается, что уменьшает расход энергии.
- избыточный поток сжатого воздуха создает герметичную дополнительную полость между подушкой и окружающей средой
Увеличение количества смазочного материала в подшипнике не сказывается на толщине эластогидродинамической пленки, а вызывает дополнительные потери на перемешивание и нагрев избытка смазки. См. Автореферат диссертации на соискание ученой степени К.Н.Т. Дзюба В.И. «Эффективные системы смазывания высокоскоростных шпиндельных узлов на подшипниках качения». ЭНИМС, Москва, 1985 г., стр.7.
Поэтому в опору необходимо подавать такой объем смазочного материала, который необходим для образования эластогидродинамической пленки. Расчеты, определяющие величину объема смазочного материала, его физико-химические параметры, условия образования постоянно движущейся масляной пленки, обеспечивающей в том числе при пиковых нагрузках оптимальные режимы смазывания и разъединение контактирующих поверхностей, является предметом «ноу-хау».
Рационально подобранный смазочный материал при вязкости 35÷41 мм2/сек обеспечивает увеличенную толщину эластогидродинамической пленки, увеличивает длительность пребывания тел качения за каждый оборот в зоне гидродинамического режима трения и соответственно сокращает время пребывания тел качения в области больших нагрузок. Перед каждым очередным нагруженном тел качения они напыляются чистой свежей масляной пленкой, а повышенная вязкость масла уменьшает удельную нагрузку на тела качения и беговые дорожки и создает режим устойчивого гидродинамического трения подшипника. Благодаря таким условиям трения и герметичности подшипника и подушки смазочный материал не вытекает и стан можно запускать в работу без огромного количества смазки 40÷100 см3/мин. Конструкция питателей, используемых в заявленной системе смазки, постоянно совершенствуется заявителем, см., например, заявку, поданную в России, «Последовательный смазочный масляновоздушный питатель."
Практика внедрения заявленной системы подтверждает, что увеличенное количество смазки не увеличивает толщину масляной пленки и датчики при пиковых режимах скоростей и нагрузок не способствуют уменьшению трения, поэтому они только усложняют систему смазки, т.е. при герметизации подшипникового узла необходимость в них отпадает. Система смазки упрощается, повышается надежность.
Техническая сущность и принцип действия предложенной централизованной автоматизированной системы смазки подшипниковых узлов валковых опор прокатной клети масляновоздушной пленкой поясняются чертежами:
Фиг.1 - принципиальная пневмогидравлическая схема централизованной автоматизированной системы смазки валковых опор прокатной клети масляновоздушной пленкой;
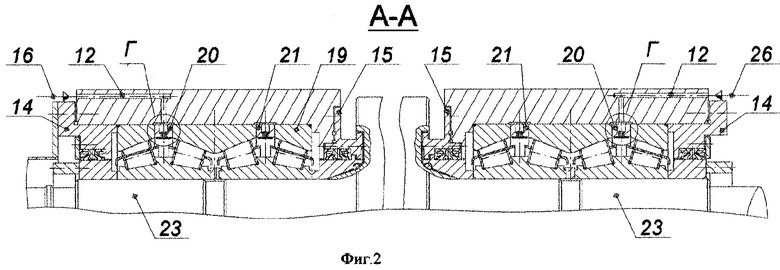
Фиг.2 - разрез по А-А фиг.1, подвод масляновоздушной смеси по каналам 12 в полость подшипников;
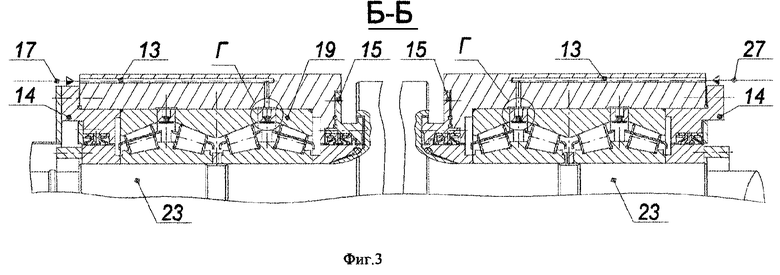
Фиг.3 - разрез по Б-Б фиг.1, подвод масляновоздушной смеси по каналам 13 в полость подшипников;
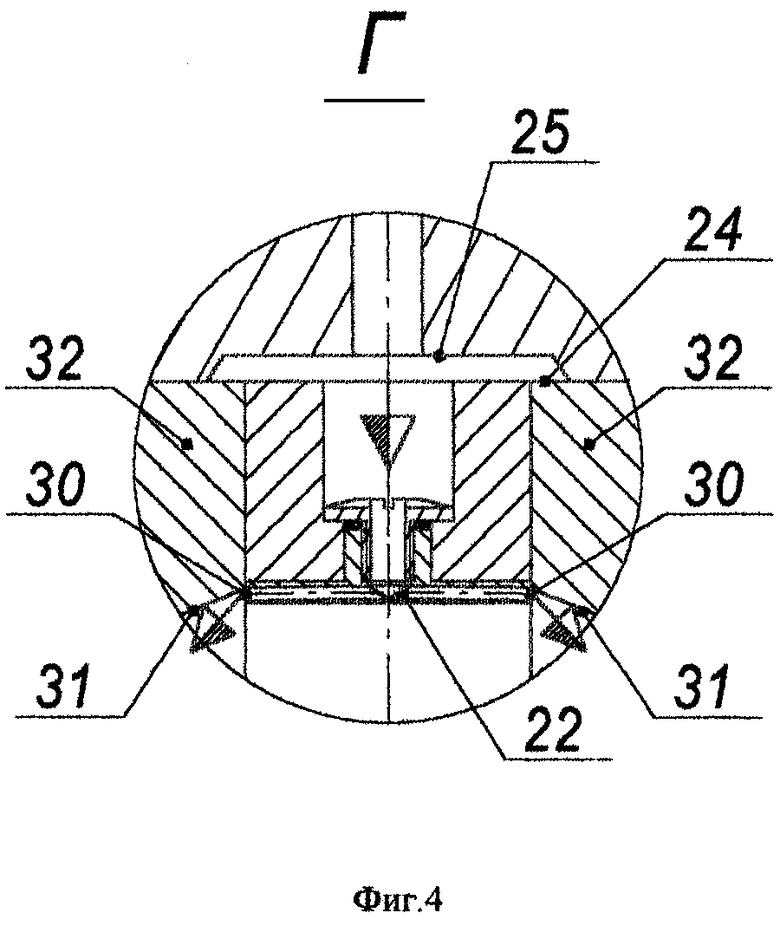
Фиг.4 - узел Г фиг.2, 3 подвода масляновоздушной смеси в полость подшипников через дюзы 25;
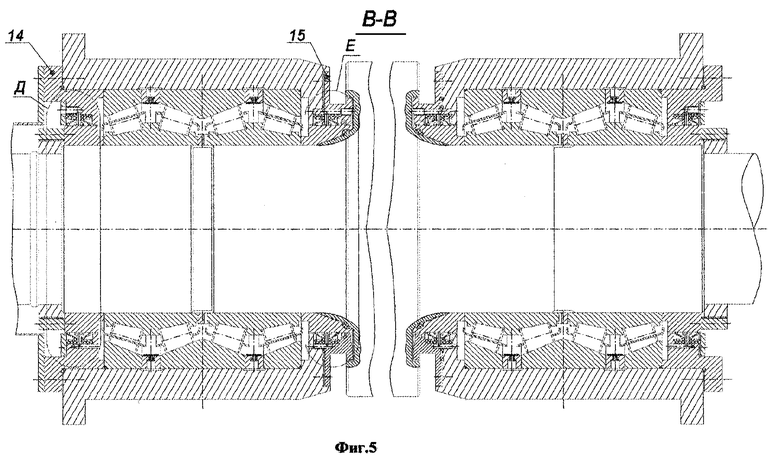
Фиг.5 - разрез по В-В фиг.1, отвод отработанного воздуха из полостей подушек;
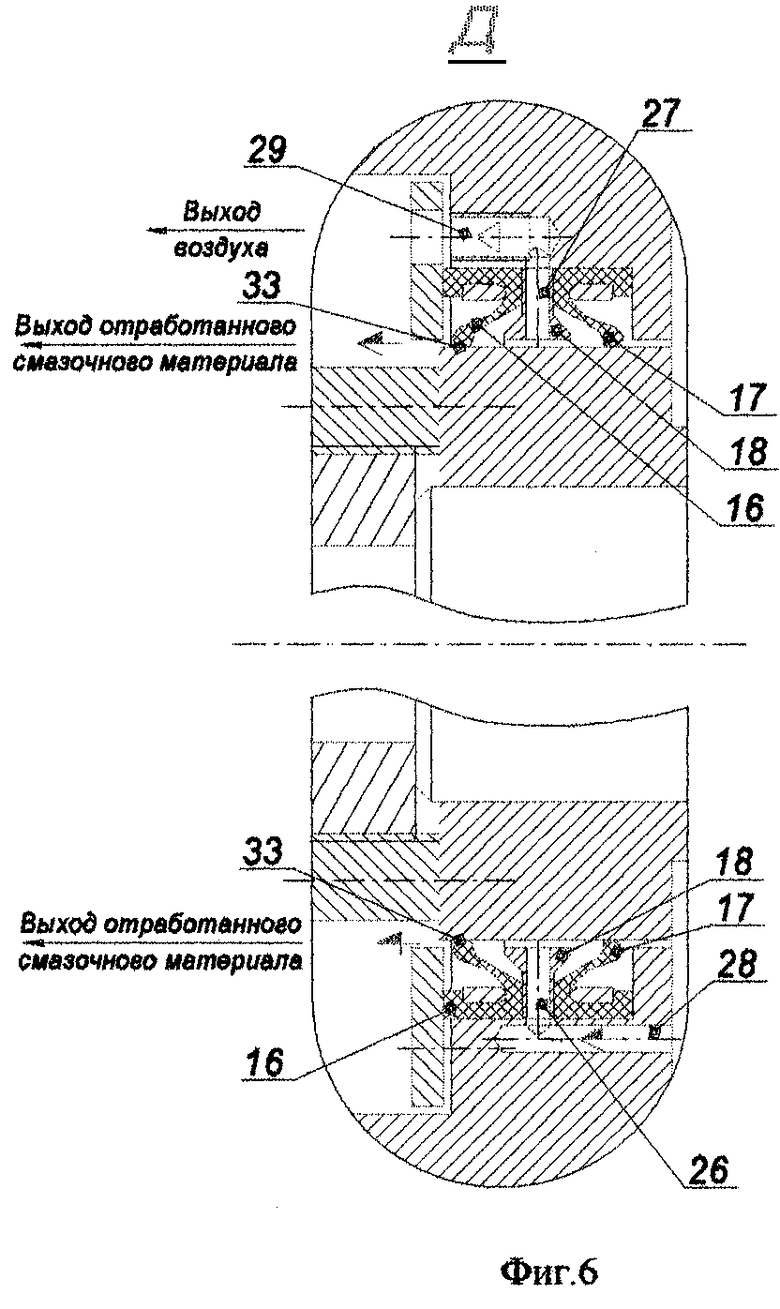
Фиг.6 - узел Д фиг.5, выход отработанного сжатого воздуха и остатков отработанного смазочного материала из полости подшипников через крышку 14 по каналу 28, 26, 27, 29 в атмосферу, а также через щель 33, образованную между уплотнительной кромкой наружной манжеты 16 и контактирующей поверхностью валка 23, в режиме повышенного давления сжатого воздуха в подушке 10, 11;
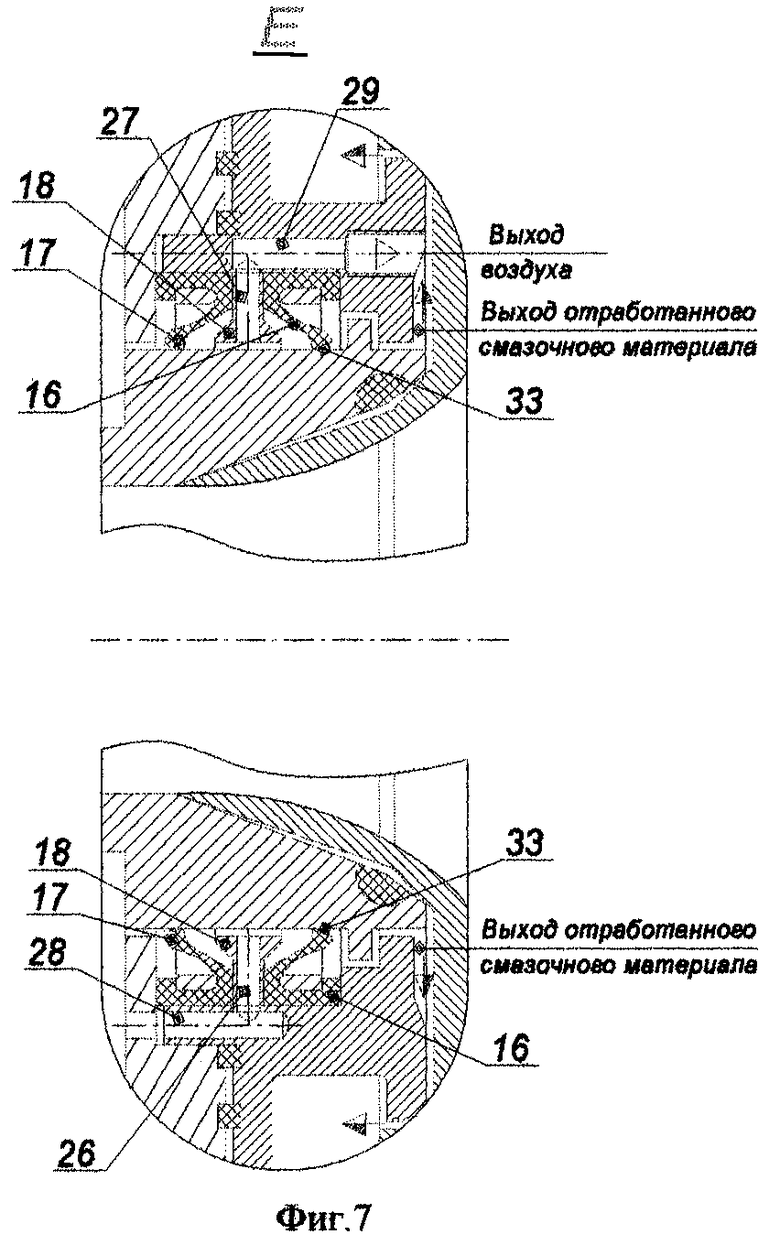
Фиг.7 - узел Е фиг.5, выход отработанного сжатого воздуха и остатков отработанною смазочного материала из полости подшипников через крышку 15 по каналу 28, 26, 27, 29 в атмосферу, а также через щель 33, образованную между уплотнительной кромкой наружной манжеты 16 и контактирующей поверхностью валка 23, в режиме повышенного давления сжатого воздуха в подушке 10, 11;
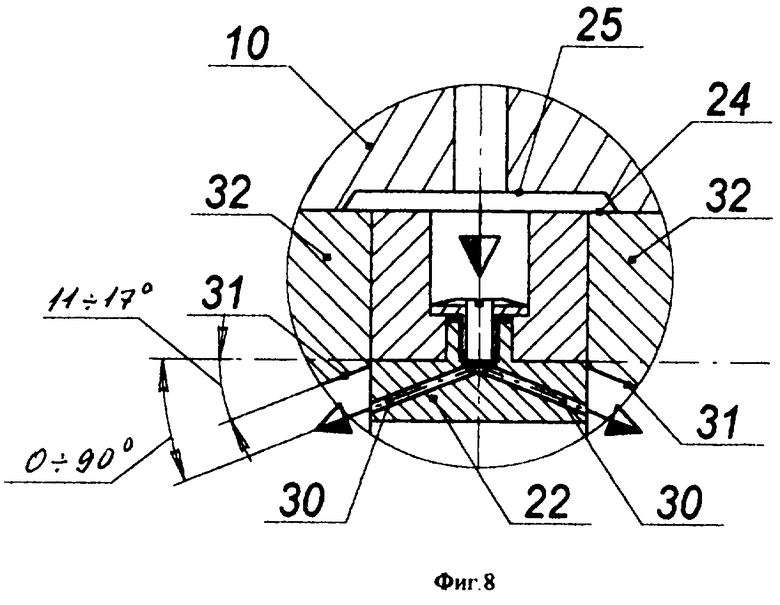
Фиг.8 - пример конкретного выполнения узла Г, в варианте - два отверстия 30 и угол, например, 11-17 град. наклона этих отверстий к беговым дорожкам 31 наружных колец 32 подшипника 19.
Выполнения узла Г фиг.2, 3 иллюстрируют подвод масляновоздушной смеси в полость подшипников через дюзы 22 с отверстиями 30, направленными в диаметрально-противоположные стороны вдоль оси подшипника или под углом от 0 до 90 град. - это оптимальные изменения углов наклона отверстий 30 к беговым дорожкам 31 наружных колец 32 подшипника. 19
Централизованная автоматизированная система смазки подшипниковых узлов валковых опор прокатной клети масляновоздушной пленкой состоит из узлов: смазочная станция 1 с жидким смазочным материалом; блок подготовки воздуха 2; масляновоздушные питатели 3; пульт управления 4; контролирующие 5 и сигнализирующие 6 устройства; трубопроводы смазочного материала 7, сжатого воздуха 8 и масляновоздушные 9; подушки верхней 10, нижней 11, с каналами подвода смазочного материала (короткий, на ближнее дистанционное кольцо) 12 (длинный на дальнее дистанционное кольцо), 13 с крышками 14, 15; спаренные манжеты 16, 17, разделенные распорной шайбой 18; подшипник 19; дистанционные кольца 20, 21 и установленные в них дюзы 22; подшипник установлен на шейках валка 23; наружная поверхность 24 подшипника 19 герметизирована с внутренней поверхностью 25 подушек 10, 11 (уплотнительный материал позицией на чертежах не обозначен, однако его присутствие на чертежах показано точками установки уплотнительных элементов на фиг.2, 3); в верхней и нижней части распорной шайбы 18 выполнены каналы 26, 27, соединяющие глухие каналы 28, 29, выполненные в крышках 14, 15 подушек 10, 11, и полость подушек 10, 11 с внешней средой; дюзы 22 выполнены с отверстиями 30, направленными в диаметрально-противоположные стороны вдоль оси подшипника или под углом от 0 до 90 град. к беговым дорожкам 31 наружных колец 32 подшипника 19.
Уплотняющая кромка наружной манжеты 16 направлена в сторону внешней среды. Поз.33 обозначена щель, образованная уплотняющей кромкой манжеты 16 с контактирующей поверхностью валка 23 в режиме повышенного давлении сжатого воздуха в подушке 10, 11, предназначенная для выхода отработанного воздуха и остатков смазочного материала
Работа централизованной автоматизированной системы смазки подшипниковых узлов осуществляется следующим образом
Система, см. фиг.1, начинает работать в автоматическом режиме после заправки смазочным материалом смазочной станции 1, подачи сжатого воздуха и электроэнергии на пульт управления 4. Далее происходит включение насоса с пневмоприводом, цикличность подачи смазочного масла, рабочий ход насоса и выдачи смазочного материала в питатели 3. При этом смазочный материал по системе трубопроводов смазочных материалов 7 поступает в масляновоздушный питатель 3, где происходит дозирование и смешивание с воздухом с последующим поступлением в масловоздушный трубопровод 9, см. фиг. 2, 3, через каналы подвода смазочного материала 12 (короткий, на ближнее дистанционное кольцо 20) и 13 (длинный на дальнее дистанционное кольцо 21) в подушках 10, 11. Далее масляновоздушная смесь попадает в объем, проточку, в канал, образованный внутренней поверхностью подушки и наружной поверхности дистанционного кольца, см. фиг.2, 3, и после чего в дюзы 22, которые распределяют смазочный материал на поверхности качения наружного кольца подшипника, см. фиг.4, узел Г. Смазочный материал попадает на дорожки внутренних колец подшипника, а также смазывает сепаратор. Т.е., таким образом, поступивший смазочный материал переносится с помощью роликов (шариков) на внутренние поверхности качения внутренних колец подшипника. Уплотнительный элемент установлен по торцам наружных колец 32 подшипника 19, см. фиг.2, 3.
Далее остатки смазочного материала через глухие каналы 28, 29 в крышках 14, 15 и каналы в распорной шайбе 18 попадают в пространство между спаренными манжетами 16, 17.
При увеличении избыточного давления воздуха в подушке, см. фиг.5, 6, 7, узел Е и узел Д, происходит выход отработанного сжатого воздуха и остатков отработанного смазочного материала из полости подшипников через крышки 14, 15 по каналам 28, 26, 27, 29 в атмосферу, а также через щель 33, образованную между уплотнительной кромкой наружной манжеты 16 и контактирующей поверхностью валка 23, в режиме повышенного давления сжатого воздуха в подушке 10, 11.
Выход сжатого воздуха и остатков отработанного смазочного материала используют для смазки и охлаждения манжет 16, 17 и шеек валков 23, а также для создания воздушного барьера между полостью подушки 10, 11 и окружающей средой, создавая преграду загрязнениям и смазачно-охлаждающим жидкостям.
Смазочная масловоздушная смесь, поступающая в полость подшипника по каналам 12, 13, через дюзы 22 и отверстие 30, создает внутри полости подшипника избыточное давление. Поток сжатого воздуха переносит масляную пленку по поверхностям 31 к глухим каналам 28 и, попадая в пространство между манжетами 16, 17, через каналы 26 образует воздушный барьер. При давлениях до образования щели 33 отработанный воздух уходит в атмосферу через каналы 27, 29. При увеличении давления в полости подшипника и образования щели 33 остатки сжатого воздуха и смазочного материала сбрасываются в атмосферу, при этом смазывают и охлаждают манжеты 16, 17 и шейки валка 23. Создание воздушного барьера в подшипниковых узлах является дополнительным фактором герметизации.
Описание способа смазки подшипниковых узлов
Подачу масляновоздушной смеси через отверстия 30, дюзы 22 осуществляют со скоростью, прямопропорциональной давлению воздуха в масляновоздушной магистрали. Оптимальный режим образования эластогидродинамической масляной пленки происходит при скоростях выхода масловоздушной смеси из каналов 30, образующих ламинарный поток масляновоздушной пленки, поэтому при скоростях выше оптимальной величины происходит турбулизация потока, отрыв капель и образование масляного тумана, что нежелательно в процессе смазки. На фиг.8 дан пример конкретного выполнения способа подачи масляновоздушной смеси через отверстия 30. В варианте исполнения узла Г, фиг.8, показаны два отверстия, ориентированные во взаимно-противоположные стороны с углом наклона от 0 до 17 град. к оси подшипника. В таком варианте происходит образование эластогидродинамической пленки, позволяющей производить оптимальный режим смазывания (режимы технологического процесса смазки, являются объектом ноу-хау).
Оптимальный размер образованной в процессе смазки непрерывной эластогидродинамической текущей пленки с толщиной 5-50 мкм, обеспечивающей, в том числе при пиковых нагрузках оптимальные режимы смазывания и разъединение контактирующих поверхностей, а также количество подаваемого смазочного материала, определяется расчетным путем в зависимости от размера подшипников, скорости вращения. Исследования и опыт эксплуатации подтвердили оптимальные режимы и величины, характеризующие заявленный способ смазки. О=0,00005 ДВ см3\час, где О - расход смазочного материала; Д - диаметр подшипника; В - ширина подшипника (расчетные и экспериментально подобранные величины в каждом конкретном подшипниковом узле);
Пример конкретного выполнения (иллюстрация фиг.8)
В зависимости от выполнения количества отверстий 30 дюзы 22, от угла их наклона к беговым дорожкам 31 наружных колец 32 подшипника 19, подают смазку в разных вариантах под углами от 0 до 90 град. к оси подшипника. Это диапазон, который позволяет обеспечить оптимальное распределение смазки по внутренней беговой дорожке подшипника.
Оптимальное распределение смазочного материала происходит и в случае ориентации отверстия 30 параллельно поверхностям качения наружных колец 31. При увеличении угла до 90 град. происходит увеличенный расход смазочного материала и воздуха вследствие отрыва масляной пленки от поверхности 31 и вследствие необходимости переноса затрат энергии на образование крупнодисперсных капель и перенос их на поверхность сепаратора.
При угле, равном 0, вариант с отверстиями, направленными в диаметрально-противоположные стороны вдоль оси подшипника, это вариант, когда насквозь продувают масляновоздушной смесью подшипник и остатки смазки направляют напрямую к уплотнениям подшипника. В варианте заявленных значений угла больших 0, но меньших 90 град. необходимо подавать увеличенный расход смазочного материала на беговую дорожку внутреннего кольца подшипника, более эффективно смазывать сам подшипник, а остатки смазочного материала идут на смазывание уплотнений (уплотняющий материал), которые наряду с заявленными отличительными средствами также обеспечивают герметизацию наружной поверхности подшипника с внутренней поверхностью подушек.
В варианте: угол 90 град. дают смазку непосредственно на распорную шайбу 18, посредством которой смазка распределяется по обе стороны подшипника.
Изложенное позволяет сделать вывод, что идеальный процесс смазки происходит в диапазоне оптимального угла от 0 град. до угла наклона каналов 30, равных углам наклонов поверхностей качения наружных колец, т.е. равного углу наклона направляющего ролика. В этом варианте смазка идет параллельно беговым дорожкам наружных колец поз.31.
Предлагаемая система смазки создает такие условия трению, что контактирующие поверхности не соприкасаются друг с другом даже при пиковых нагрузках, а остаются разделенными по контактирующим поверхностям эластогидродинамической пленкой, и трение происходит между слоями смазочного материала. Кроме того, подшипниковые поверхности герметизированы от окружающей среды и смазываются постоянно чистым свежим «холодным» смазочным материалом без загрязнений, поэтому в подшипнике обеспечивается в основном жидкостный режим трения и исключается абразивный износ, в результате чего долговечность подшипников увеличивается в 3÷10 раз и больше, повышается долговечность шеек валка, а значит и качество проката.
- Смазочный материал не вытекает из подшипника, а наносится столько, сколько нужно для образования эластогидродинамической пленки и пополнения ее запаса, поэтому расход смазочных материалов уменьшается в 20÷25 раз относительно консистентной смазки, которой требуется сотни тонн на прокатный стан в год;
- уменьшается расход электроэнергии при жидкостном режиме трения.
Экономическая эффективность использования системы смазки подшипниковых узлов валковых опор прокатной клети масляновоздушной пленкой на одной паре валков составляет в год от 60 до 100 тысяч долларов США в зависимости от габаритов подшипников и условий работы. Кроме того, повышается культура производства, и самое главное - решена экологическая проблема: исключается загрязнение окружающей среды: земли, воды и воздуха.
Реклама авторского права (Свидетельство государственной регистрации ПА №4268 от 21.05.2001) подтвердила потребность отечественного и зарубежного потребителя в использовании централизованных смазочных систем в экстремальных условиях (высокая температура, высокая запыленность и загрязненность, предельные нагрузки или скорости вращения - коэффициент быстроходности до 1,8×106 мин - 1 мм), что повышает долговечность подшипников на порядок, т.е. в 8÷12 раз, сокращает расход смазки в 30÷50 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СМАЗКИ ТЕХНОЛОГИЧЕСКОГО ИНСТРУМЕНТА ДЛЯ ВОЛОЧЕНИЯ ПРОФИЛЯ И ТРУБ И СИСТЕМА СМАЗКИ | 2011 |
|
RU2492949C2 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО МИКРОДОЗИРОВАННОГО СМАЗЫВАНИЯ УЗЛОВ МАШИН С ОБРАЗОВАНИЕМ НЕПРЕРЫВНОЙ ЭЛАСТОГИДРОДИНАМИЧЕСКОЙ ТЕКУЩЕЙ ПЛЕНКИ | 2010 |
|
RU2414643C1 |
| ПОСЛЕДОВАТЕЛЬНЫЙ СМАЗОЧНЫЙ МАСЛЯНО-ВОЗДУШНЫЙ ПИТАТЕЛЬ | 2001 |
|
RU2215929C2 |
| ЦЕНТРАЛИЗОВАННАЯ РЕГУЛИРУЕМАЯ ИМПУЛЬСНАЯ СИСТЕМА СМАЗКИ "МАСЛО-ВОЗДУХ" | 2001 |
|
RU2202728C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ СМАЗОЧНОГО СРЕДСТВА ИЗ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1999 |
|
RU2234007C2 |
| ПЛИТА ЛИНЕЙНОЙ ОПОРЫ ДЛЯ ПРОКАТНОЙ КЛЕТИ | 2008 |
|
RU2504445C2 |
| Способ смазки подшипников жидкостного трения прокатной клети | 2016 |
|
RU2634865C2 |
| Прокатная клеть | 1984 |
|
SU1266585A1 |
| Валковый узел прокатной клети | 1984 |
|
SU1311798A1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1570810A1 |
Система смазки и способ предназначены для централизованной автоматизированной смазки масляновоздушной пленкой подшипниковых узлов валковых опор прокатной клети. Система содержит смазочную станцию с жидким смазочным материалом, блок подготовки воздуха, масляновоздушные питатели, пульт управления, контролирующие и сигнализирующие устройства, трубопроводы смазочного материала, сжатого воздуха и масляновоздушные, подушки верхней, нижней, с каналами подвода смазочного материала, с крышками, спаренные манжеты, разделенные распорной шайбой, с подшипником, в дистанционных кольцах которого установлены дюзы, установленным на шейках валка, при этом наружная поверхность подшипника герметизирована с внутренней поверхностью подушек, а в распорной шайбе, установленной между манжетами, в ее верхней и нижней части выполнены каналы, соединяющие глухие каналы, выполненные в крышках подушек, и полость подушек с внешней средой, а дюзы, установленные в дистанционных кольцах, выполнены с отверстиями, направленными в диаметрально-противоположные стороны вдоль оси подшипника или под углом от 0 до 90 град. к беговым дорожкам наружных колец подшипника. Способ включает дозирование смазочного материала, смешивание с сжатым воздухом в масляновоздушных питателях и подачу смеси в масляновоздушные трубопроводы, последующую подачу масляновоздушной смеси через дюзы к беговым дорожкам наружных колец подшипника и отвод отработанного смазочного материала в окружающую среду, при этом подачу масляно-воздушной смеси через отверстия дюз осуществляют со скоростью истечения, прямо пропорциональной давлению воздуха, подаваемого в масляновоздушный трубопровод, с образованием непрерывной эластогидродинамической текущей пленки с толщиной 5-50 мкм, обеспечивающей, в том числе при пиковых нагрузках оптимальные режимы смазывания и разъединение контактирующих поверхностей, а выход сжатого воздуха и остатков отработанного смазочного материала из полости подшипника в окружающую среду осуществляют через каналы в распорной шайбе и через щель, образованную между уплотняющей кромкой наружной манжеты и контактирующей поверхностью валка. Технический результат - повышение долговечности подшипника и уменьшение расхода смазки. 2 н. и 2 з.п. ф-лы, 8 ил.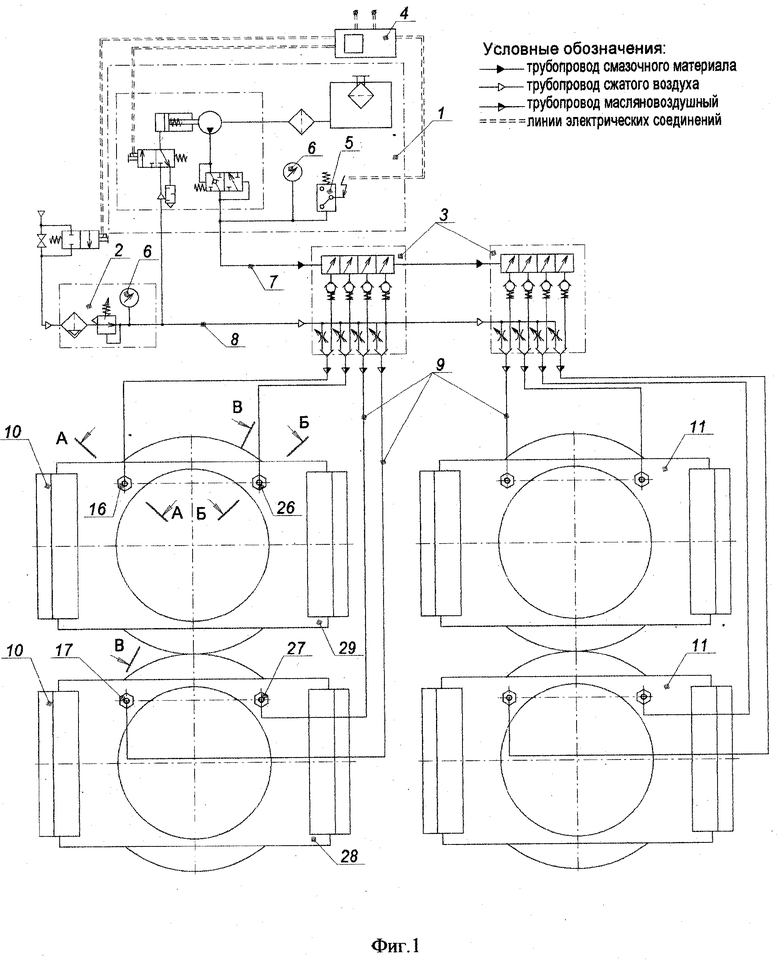
| Система смазки валковых опор прокатной клети | 1988 |
|
SU1643854A1 |
| DE 2844995 A1, 17.04.1980 | |||
| Устройство для смазки опор качения | 1983 |
|
SU1559239A1 |
| Генератор масляного аэрозоля | 1987 |
|
SU1476239A1 |
| US 38877547 A, 14.04.1975. | |||

