Изобретение относится к устройствам для обработки проволоки, а именно к устройствам для правки отожженной проволоки, преимущественно диаметром до 3 мм.
Известно устройство для правки проволоки, состоящее из цилиндра, на торцах которого выполнены по оси цилиндра отверстия для протяжки проволоки, а между отверстиями закреплена изогнутая волной пружина, пропитанная маслом, которая отжимает проволоку от оси цилиндра.
В процессе вращения цилиндра и одновременного протягивания внутри пружины проволоки происходит многократный ее перегиб и в итоге выпрямление (см. а.с. СССР №195426, кл. B 21 F 1/02, 1967 г.).
Недостатком этого устройства является то, что с его помощью неэффективно правятся проволоки диаметром менее 1,5 мм. Кроме того, это устройство малопригодно для правки сварочной проволоки, т.к. из такого правильного устройства проволока выходит со следами окисной пленки, полученной при отжиге, и в масле, что требует дополнительных операций по ее зачистке и обезжириванию.
Известно также аналогичное устройство для правки проволоки, содержащее многократно изогнутую пружину, закрепленную между соосными торцевыми отверстиями цилиндра (см. а.с. СССР №704703, кл. B 21 F 1/02, 1979 г.). Это устройство позволяет качественно править проволоку диаметром менее 1,5 мм, однако оно не обеспечивает очистку проволоки от окисной пленки и смазки, а это вынуждает изготовителя проволок, предназначенных для сварочных работ, проводить дополнительные операции по очистке проволок от окисной пленки и масла, что влечет за собой неизбежные расходы на приобретение специализированного оборудования и обслуживающий персонал.
Из известных устройств правки проволоки наиболее близким по числу существенных признаков, совпадающих с признаками заявляемого изобретения, является устройство по авторскому свидетельству СССР №195426, кл. B 21 F 1/02 от 1967 года, которое взято в качестве прототипа.
Задача, на решение которой направлено заявляемое изобретение, состоит в разработке устройства для правки, которое обеспечивало бы получение проволоки, годной сразу после правки для использования в сварочных работах без применения дополнительных процессов по удалению окисных и жировых пленок.
Технический результат состоит в том, что разработанное устройство для правки проволоки диаметром до 3 мм не требует применения какой-либо смазки, при этом усилие протяжки проволоки через правильное устройство снижено по сравнению с известными способами, а кроме этого проволока в процессе протяжки автоматически подвергается очистке от окисной пленки и поверхностных загрязнений, что позволяет ее сразу использовать для сварочных работ.
Указанный технический результат достигается тем, что в устройстве для правки сварочной проволоки, содержащем закрепленный во вращателе полый цилиндр, в основаниях которого выполнены осевые отверстия для протягивания проволоки, и расположенное в полости цилиндра устройство для принудительного отжима проволоки от оси вращения цилиндра, при этом полость цилиндра частично заполнена образивным порошком, а устройство для принудительного отжима проволоки от оси вращения полого цилиндра выполнено в виде груза, который имеет возможность, подвижного закрепления на проволоке;
- кроме того, груз выполнен в виде втулки;
- кроме того, втулка выполнена с осевым отверстием, диаметр которого превышает сумму диаметра проволоки и приведенных диаметров двух наиболее крупных частиц абразивного порошка;
- кроме того, втулка выполнена со сквозными отверстиями в ее стенке, расположенными перпендикулярно оси втулки с пересечением между собой под углом 90°;
- кроме того, полость цилиндра заполнена абразивным порошком не менее чем на 30% объема.
Наиболее распространенные способы правки проволоки диаметром до 3 мм состоят в протягивании ее сквозь вращающееся устройство вдоль его оси вращения, при этом внутри устройства тем или иным способом проволоку отжимают от оси вращения, заставляя проволоку отклоняться от оси вращения в виде одной или нескольких пологих петель, что приводит в процессе вращения устройства к многократным перегибам проволоки, в результате чего она всегда выходит из вращающегося устройства прямой по всей длине.
Во всех известных способах отжим проволоки в процессе ее протяжки через правильное устройство осуществляется преимущественно путем ее жесткого механического отжима от оси вращения правильного устройства. При этом в известных устройствах практически не учитываются взаимозависимости между величиной отжима проволоки от оси вращения устройства и ее диаметром, а также между величиной отжима и числом оборотов устройства.
В заявляемом устройстве отжим проволоки от оси вращения правильного устройства в виде полого цилиндра осуществляют с помощью относительно массивной втулки, которую перед началом правки надевают на проволоку внутри цилиндра. Массу втулки выбирают в зависимости от диаметра проволоки, чем больше диаметр проволоки, тем большей массой выбирается втулка.
В горизонтальном положении и в неподвижном состоянии цилиндра втулка за счет своего веса оттягивает проволоку вниз от оси вращения цилиндра, на которой выполнены входящее и выходящее отверстия для протяжки проволоки.
Когда цилиндр получает вращение, втулка за счет образовавшегося эксцентриситета начинает вращаться вместе с цилиндром, и если проволоку еще не протягивают, то за счет центробежной силы втулка максимально отжимает проволоку и касается стенки цилиндра. Одновременно с надеванием на проволоку втулки в цилиндр насыпают абразивный порошок не менее 30% объема полости цилиндра.
В процессе вращения цилиндра порошок за счет центробежной силы равномерно распределяется по стенкам цилиндра и тем самым увлекает во вращение и втулку.
Когда проволоку начинают протягивать через вращающийся цилиндр величина прогиба-отжима проволоки будет в зависимости от числа оборотов и массы втулки уменьшаться.
При переменной скорости вращения устройства абразивный порошок, находящийся в полости цилиндра, за счет инерционных сил и изменений числа оборотов цилиндра будет все время находиться в движении и входить и выходить из отверстий втулки, перпендикулярных оси втулки, и постоянно находиться в отверстии, через которое протягивается проволока. В процессе протягивания проволока все время трется о внутреннюю поверхность втулки и одновременно протаскивается через слой абразивного порошка, в результате чего проволока очищается от окисной пленки, которая могла образоваться на поверхности проволоки в результате ее отжига, а также от возможных следов различной грязи, в том числе с примесью масел.
Отжим проволоки от оси вращения устройства с помощью массы втулки и центробежной силы от ее вращения вместе с цилиндром во время протягивания проволоки делает этот способ достаточно гибким, т.к. для проволок малого диаметра можно использовать втулки небольшой массы, а для проволок диаметром от 2 до 3 мм можно использовать втулки в наборе, например, в количестве 3-5 штук или одну массивную, равную по массе нескольким.
Сущность изобретения поясняется чертежами, где на фиг.1 показан продольный разрез устройства с проволокой и грузом (втулкой) перед началом правки. Вращатель на чертеже условно не показан.
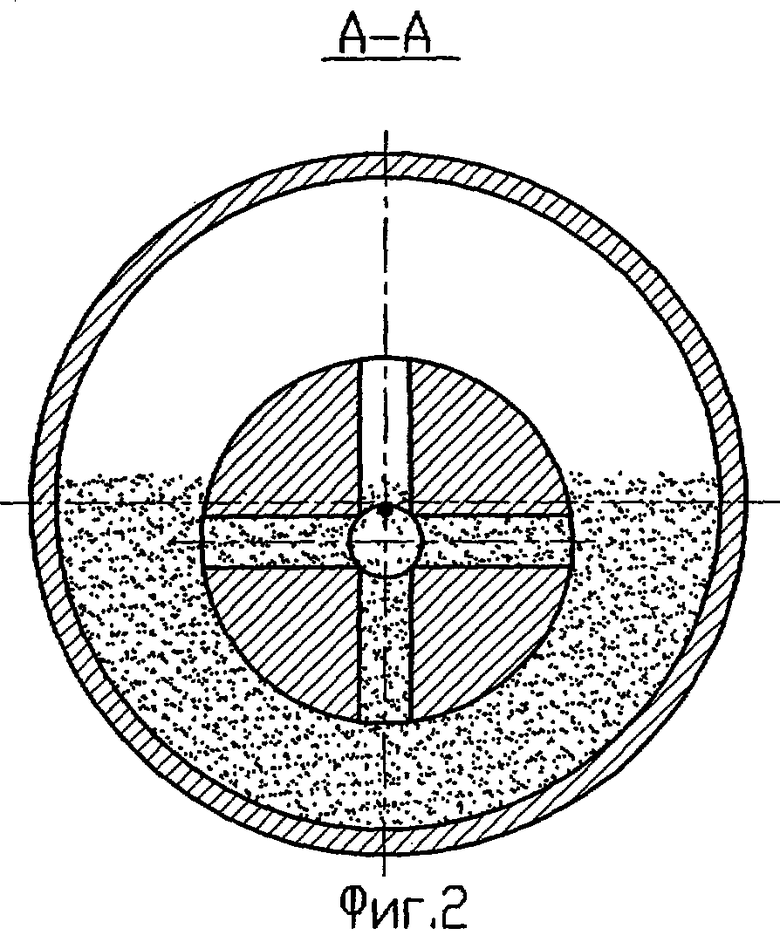
На фиг.2 показано поперечное сечение устройства, подготовленного к работе.
На фиг.3 показан продольный разрез устройства в процессе вращения и протягивания через него сварочной проволоки, когда груз (втулка) за счет массы и центробежной силы, возникающей в процессе вращения, отжимает протягиваемую проволоку в сторону от оси вращения устройства. Вращатель условно не показан.
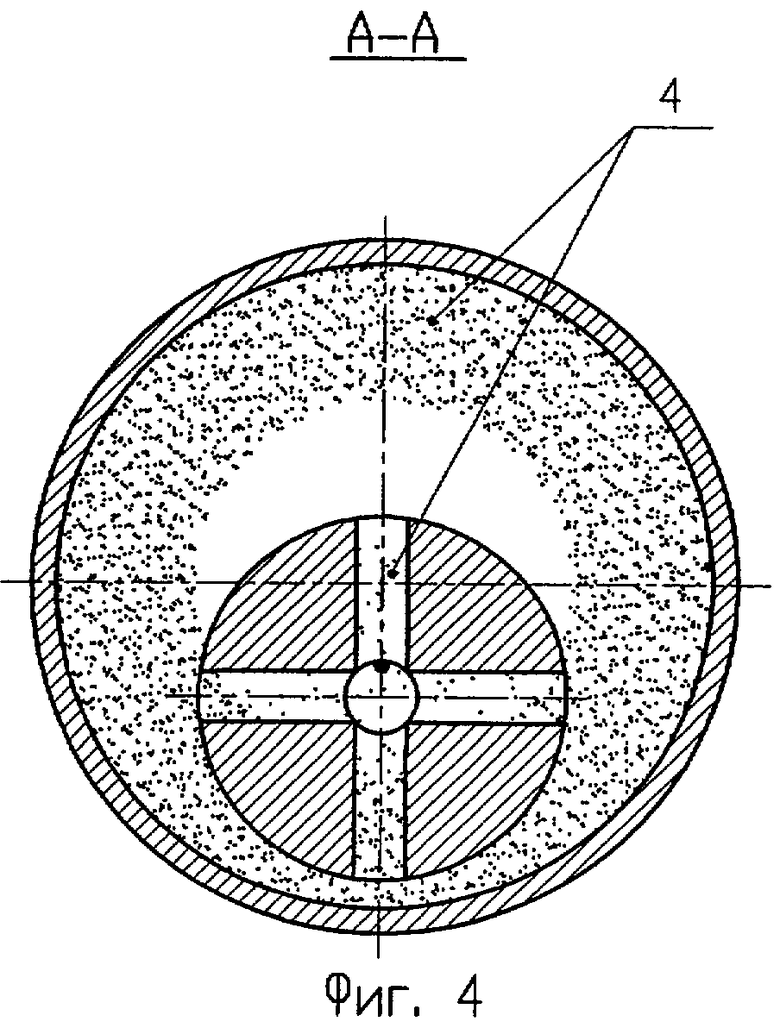
На фиг.4 показан поперечный разрез устройства в процессе его вращения и протягивания через него сварочной проволоки.
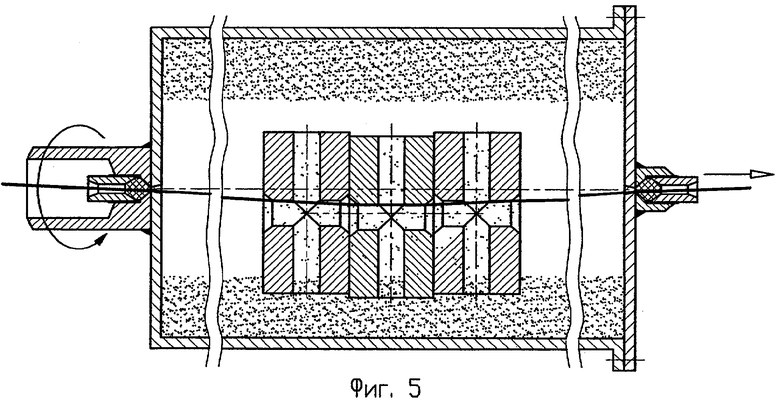
На фиг.5 показан продольный разрез устройства в процессе вращения и протягивания через него проволоки, когда груз выполнен в виде набора втулок. Вращатель условно не показан.
Устройство для правки сварочной проволоки содержит корпус в виде цилиндрического стакана 1 с крышкой 3 и груз 2 в виде втулки, который перед процессом правки подвижно закрепляется на проволоке 7. Полость корпуса 1 заполнена абразивным порошком 4, предназначенным для очистки поверхности проволоки в процессе ее протягивания от следов окисной пленки, которая может образовываться в процессе стабилизирующего отжига проволоки, а также от различных видов грязи. На донышке стакана 1 выполнена полая консоль 6, предназначенная для закрепления устройства во вращателе, который на чертежах условно не показан.
Для предотвращения высыпания абразивного порошка из полости цилиндра через осевые отверстия на входе и выходе проволоки из стакана 1 и крышки 3 выполнены сальники 5.
Работает устройство следующим образом.
Для пропускания проволоки через устройство корпус 1 устанавливают в вертикальное положение консолью 6 вниз и снимают крышку 3. Сварочную проволоку 7, предназначенную для правки, пропускают со стороны консоли 6 через сальник 5 и дальше через осевое отверстие во втулке (грузе) 2. Груз в виде втулки выбран для простоты и надежности его подвижного крепления на проволоке. Проволоку вытягивают за пределы корпуса 1, после чего конец проволоки 7 продевают сквозь крышку 3, пропуская проволоку через расположенный в крышке 3 сальник 5. Крышку 3 закрывают и закрепляют на корпусе 1.
После этого устройство с помощью консоли 6 закрепляют во вращателе.
В условиях, например, сварочных мастерских в качестве вращателя можно использовать небольшой универсальный токарный станок. В этом случае консоль 6 зажимается в патроне токарного станка, а подаваемая в устройство проволока предварительно пропускается через сквозное осевое отверстие в передней бабке токарного станка (см. фиг.1 и фиг.2).
Свободный конец проволоки, пропущенный сквозь устройство, закрепляют на барабане с ручным приводом, а при правке сварочной проволоки небольшой длины, например 5-10 м, ее протягивают вручную со скоростью 2-3 м/мин.
Вращение устройства и вращение барабана осуществляют одновременно.
На чертежах фиг.3 и фиг.4 барабан для намотки проволоки условно не показан.
Для лучшей очистки поверхности проволоки от окисной пленки и различных поверхностных загрязнений вращение устройства осуществляют с переменной скоростью, например, в диапазоне 200-100-200 об/мин и т.д., причем изменение скорости осуществляют в интервале 15-30 секунд.
Такое изменение скорости вращения устройства вызывает вращение груза (кольца) вокруг проволоки за счет инерционных процессов в виде отставания и опережения вращения груза (кольца) относительно вращения корпуса 1, а также интенсивное перемешивание абразивного порошка, что обеспечивает его активное попадание в центральное отверстие кольца, через которое протягивается проволока.
Наличие дополнительных сквозных отверстий, выполненных перпендикулярно оси втулки и пересекающихся под углом 90°, надежно обеспечивает заполнение центрального осевого отверстия абразивным порошком. Отверстие во втулке выбирают такого размера, чтобы не создавались условия для заклинивания проволоки, на практике это отверстие выполняют диаметром 8-12 мм в зависимости от диаметра проволоки.
Чем больше диаметр проволоки, тем большей должна быть масса втулки. При правке проволок диаметром свыше 2 мм используют набор из втулок (см. фиг.5).
Для сильно окисленной проволоки в полость корпуса 1 насыпают абразивного порошка более 60% объема полости, что обеспечивает интенсивный контакт проволоки с абразивным порошком и лучшую очистку от окисной пленки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ СВАРОЧНОЙ ПРОВОЛОКИ | 2004 |
|
RU2275982C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ПРОВОЛОКИ МАЛЫХ ДИАМЕТРОВ | 2013 |
|
RU2515711C1 |
| СПОСОБ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ОТ ОКАЛИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2527556C2 |
| Установка для очистки сварочной проволоки | 1987 |
|
SU1551504A1 |
| Станок для правки и очистки длинномерных цилиндрических изделий | 1981 |
|
SU1018747A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОКАТА ОТ ОКАЛИНЫ | 1990 |
|
RU2030939C1 |
| Устройство для формования длинномерных изделий из порошка | 1983 |
|
SU1148707A1 |
| Устройство для подачи и правки сварочной проволоки | 1989 |
|
SU1657314A1 |
| Устройство для очистки сварочной проволоки | 2018 |
|
RU2751158C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |

Изобретение относится к обработке металлов давлением и может быть использовано при правке отожженной проволоки преимущественно диаметром до 3 мм. Устройство содержит закрепленный во вращателе полый цилиндр, в основаниях которого имеются осевые отверстия для протягивания проволоки. В полости цилиндра расположено устройство для принудительного отжима проволоки от оси вращения полого цилиндра. Полость цилиндра частично заполнена абразивным порошком. Устройство для принудительного отжима проволоки от оси вращения полого цилиндра выполнено в виде груза, который имеет возможность подвижного закрепления на проволоке. Груз может быть выполнен в виде втулки с диаметром осевого отверстия, превышающим сумму диаметра проволоки и приведенных диаметров двух наиболее крупных частиц абразивного порошка. Полость цилиндра может быть заполнена абразивным порошком не менее чем на 30% объема. В результате обеспечивается снижение усилия протяжки проволоки и очистка проволоки от окисной пленки и поверхностных загрязнений. 4 з.п. ф-лы, 5 ил.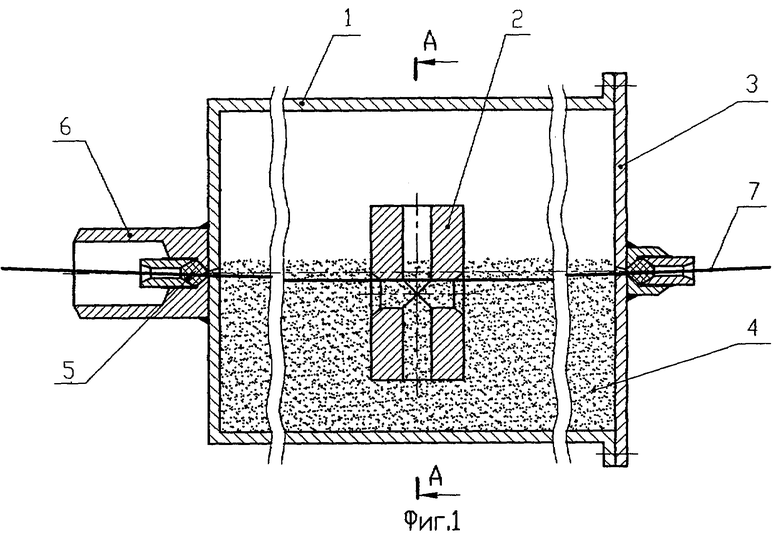
| ПРАВИЛЬНОЕ УСТРОЙСТВО ДЛЯ ПРУТКОВОГО МАТЕРИАЛА | 0 |
|
SU195426A1 |
| УСТРОЙСТВО для ПРАВКИ ПРОВОЛОКИ | 0 |
|
SU186961A1 |
| Устройство для правки проволоки некруглого сечения | 1977 |
|
SU716680A1 |
| Устройство для очистки проволоки | 1974 |
|
SU534339A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОВОЛОКИ | 1972 |
|
SU422494A1 |
| US 3543810 А, 01.12.1970 | |||
| ПЕПЕЛЬНИЦА | 1996 |
|
RU2105511C1 |

