СЛ
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для очистки и намотки проволоки | 1980 |
|
SU935156A1 |
| Устройство для очистки проволоки | 1982 |
|
SU1071403A1 |
| Устройство для очистки сварочной проволоки | 2018 |
|
RU2751158C1 |
| СТАНОК ДЛЯ ОЧИСТКИ и УКЛАДКИ СВАРОЧНОЙ ПРОВОЛОКИ в КАССЕТЫ | 1967 |
|
SU189966A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1585124A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ВРАЩАЮЩЕЙСЯ НАПЛАВОЧНОЙ ПРОВОЛОКИ | 2004 |
|
RU2266180C1 |
| Агрегат для электрохимической очистки проволоки | 1982 |
|
SU1093025A1 |
| Станок для магнитно-абразивной обра-ботки | 1974 |
|
SU509412A1 |
| Устройство для очистки и укладки проволоки на барабан моталки | 1989 |
|
SU1738413A2 |
| Способ магнитно-абразивной обработки кромок деталей | 1984 |
|
SU1284799A1 |
Изобретение относится к машиностроению и может быть использовано на предприятиях, использующих в процессе производства сварку с присадочной проволокой. Цель изобретения - повышение качества обработки и расширение номенклатуры обрабатываемой проволоки. Установка предусматривает комплексную очистку проволоки от органических загрязнений и окалины. Установка содержит несколько самостоятельных очистительных блоков: блок магнитно-абразивной очистки и два блока плазменной очистки, установленных на входе и выходе упомянутого блока. Предусмотрено также устройство для укладки проволоки с регулируемой шириной намотки. Описано конструктивное выполнение всех блоков очистки. 5 ил.
Изобретение относится к машиностроению и может найти применение на предприятиях различных отраслей народного хозяйства, использующих в процессе производства сварку с присадочной проволокой.
Целью изобретения является повышение качества обрабатываемой поверхности сварочной проволоки, расширение ее номенклатуры и повышение производительности процесса очистки, обеспечение возможности обработки проволоки из любых металлов и их сплавов, обеспечение очистки проволоки от органических загрязнений до магнитно- абразивной обработки и от смазочно- охлаждающей жидкости после этой обработки.
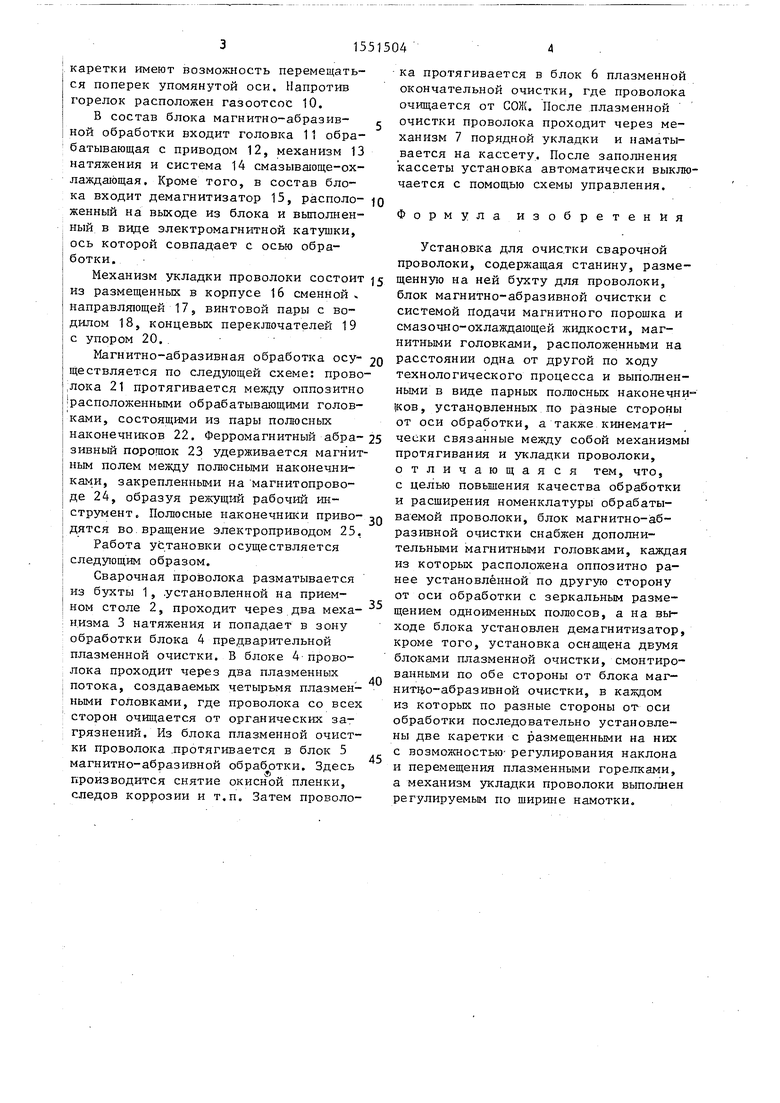
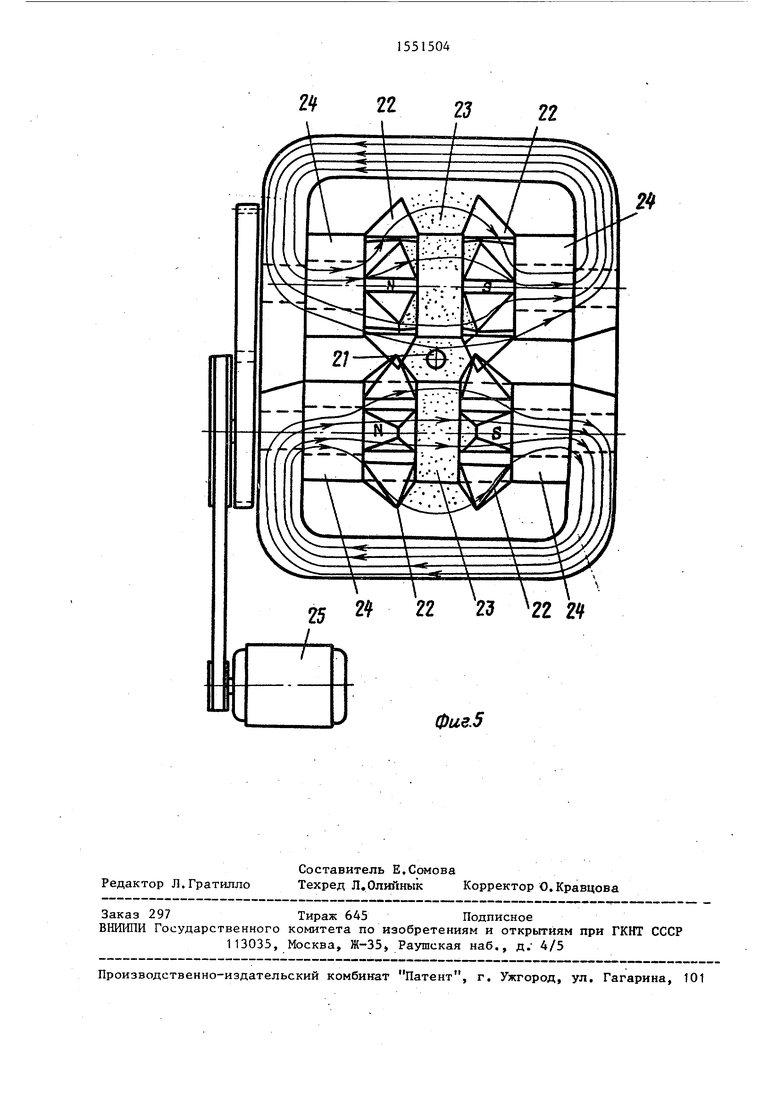
На фиг. 1 показана установка, общий вид; на фиг, 2 - блок плазменной очистки; на фиг. 3 - магнитно-абразнвный блок; на фиг. 4 - механизм укладки сварочной проволоки; на фиг. 5 - схема магнитно-абразивной зачистки проволоки.
Установка содержит бухту 1 со сварочной проволокой, расположенную на станине 2, механизм 3 натяжения, блок 4 предварительной плазменной очистки, блок 5 магнитно-абразивной обработки, блок 6 окончательной плазменной очистки от СОЖ, кассету с приводом и меха- . низм 7 укладки для очищенной прово- локи.
Блок плазменной очистки, помещенный в замкнутый кожух с прозрачным экраном, состоит из четырех плазменных головок 8, которые закреплены с возможностью изменения угла наклона в пределах 80-100 на каретках 9 по % обе стороны от оси обработки, причем
каретки имеют возможность перемещаться поперек упомянутой оси. Напротив горелок расположен газоотсос 10.
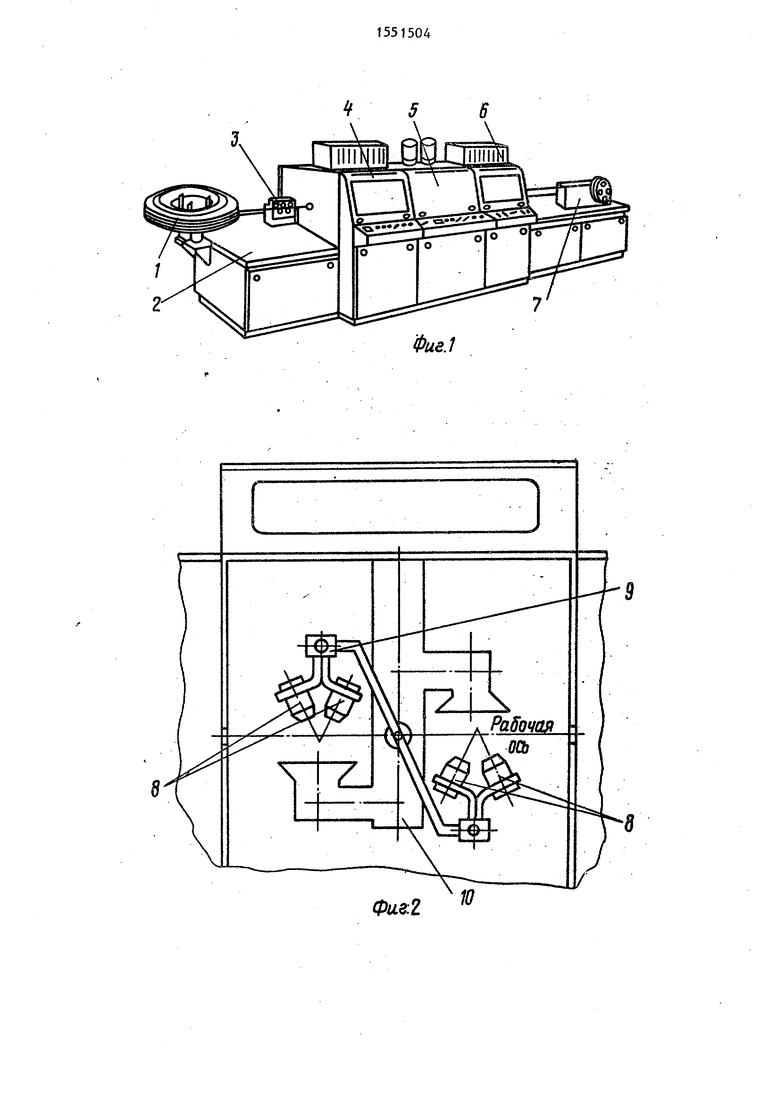
В состав блока магнитно-абразив- ной обработки входит головка 11 обрабатывающая с приводом 12, механизм 13 натяжения и система 14 смазывагоще-ох- лаждающая. Кроме того, в состав блока входит демагнитизатор 15, располо- женный на выходе из блока и выполненный в виде электромагнитной катушки, ось которой совпадает с осью обработки.
Механизм укладки проволоки состоит из размещенных в корпусе 16 сменной направляющей 17, винтовой пары с во- дилом 18, концевых переключателей 19 с упором 20.
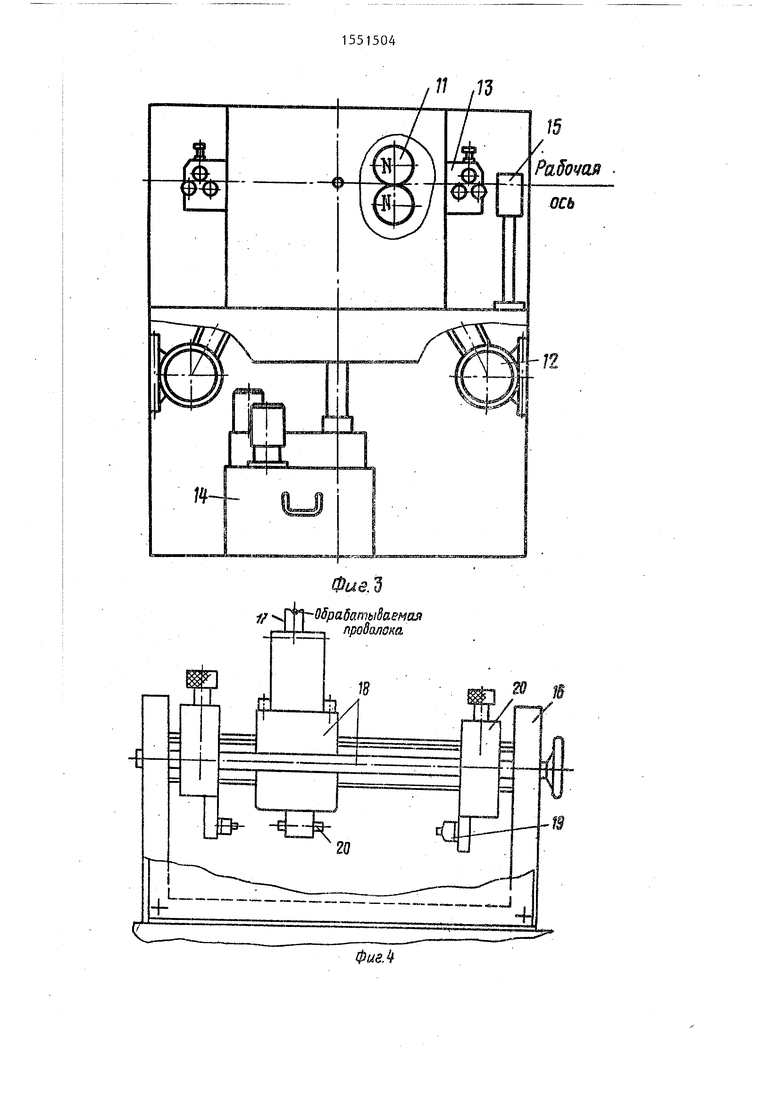
Магнитно-абразивная обработка осу- ществляется по следующей схеме: проволока 21 протягивается между оппозитно расположенными обрабатывающими головками, состоящими из пары полюсных наконечников 22. Ферромагнитный абразивный порошок 23 удерживается магнитным полем между полюсными наконечниками, закрепленными на магнитопрово- де 24, образуя режущий рабочий инструмент. Полюсные наконечники приво- дятся во вращение электроприводом 25.
Работа установки осуществляется следующим образом.
Сварочная проволока разматывается из бухты 1, установленной на приемном столе 2, проходит через два механизма 3 натяжения и попадает в зону обработки блока 4 предварительной плазменной очистки. В блоке 4 проволока проходит через два плазменных потока, создаваемых четырьмя плазменными головками, где проволока со всех сторон очищается от органических загрязнений. Из блока плазменной очистки проволока протягивается в блок 5
магнитно-абразивной обработки. Здесь производится снятие окисной пленки, следов коррозии и т.п. Затем проволо
л
0
5
ка протягивается в блок 6 плазменной окончательной очистки, где проволока очищается от СОЖ. После плазменной очистки проволока проходит через механизм 7 порядной укладки и наматывается на кассету. После заполнения кассеты установка автоматически выключается с помощью схемы управления.
Формула изобретения
Установка для очистки сварочной проволоки, содержащая станину, размещенную на ней бухту для проволоки, блок магнитно-абразивной очистки с системой Подачи магнитного порошка и смазочно-охлаждающей жидкости, магнитными головками, расположенными на расстоянии одна от другой по ходу технологического процесса и выполненными в виде парных полюсных наконечни- |ков, установленных по разные стороны от оси обработки, а также кинематически связанные между собой механизмы протягивания и укладки проволоки, отличающаяся тем, что, с целью повышения качества обработки и расширения номенклатуры обрабатываемой проволоки, блок магнитно-абразивной очистки снабжен дополнительными магнитными головками, каждая из которых расположена оппозитно ранее установленной по другую сторону от оси обработки с зеркальным размещением одноименных полюсов, а на выходе блока установлен демагнитизатор, кроме того, установка оснащена двумя блоками плазменной очистки, смонтированными по обе стороны от блока магнитно-абразивной очистки, в каждом из которых по разные стороны от оси обработки последовательно установлены две каретки с размещенными на них с возможностью регулирования наклона и перемещения плазменными горелками, а механизм укладки проволоки выполнен регулируемым по ширине намотки.
CQ
Ui 01
Ul
о
-СllK01
CO
Фые.З
-Обрабатываемая проволока
Т
25 2t 22 23 72 Ы
У-ь
фие.5
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Паспорт, 1984. | |||
