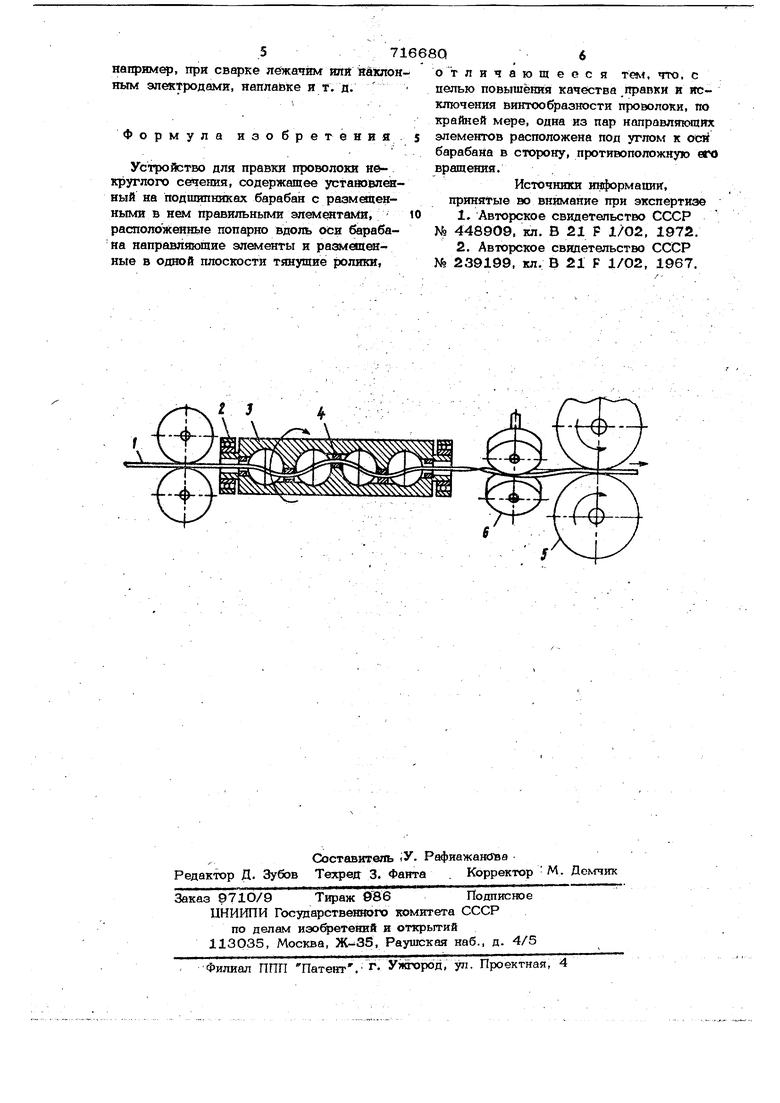
(54) УСТРОЙСТВО ДЛЯ ПРАВКИ ПРОВОЛОКИ НЕКРУГЛОГО СЕЧЕНИЯ форму, тянущие ролики и направляющие элеметггы не исправляют вйнтообразность, которая не позволяет применять ее для из1Х)товления сварочных элёктрюдов и других изделий. -: . Цель данного изобретения - улучшение Качества правки и исключения винтообразиости проволбки некруглого сечения. Для достижения цели, по крайней мере одна из пар направляющих элементов устройства расположена под углом к Оси . барабана в сторону противоположную его вршцения. Сущность Hv3o6peteHHH поясняется чертежом , где изображен рйцйй вид одного из вариантов исполнения устройства. Предложенное устройство для правки проволоки 1 йекруглогр сечеНия состоит .из установленного па подшипниках 2 барабана 3, с размещенными в нем со смещением относительно продольнои.оси барабана 3 правильными элементами 4, тянущих роликов 5 и направляюш;их эле- . ментов 6, вьшодненных в виде роликов, i Тянущие ролики 5 расположёнЁт ййг Ше ричйо относительно оси барабана 3 в плоскости, проходящей через ёту Ось, при чем Оси враще1Шя тянущих роликов 5 закреплены в стационарном положении. Направляющие элементы 6, вьгаблнённьУе в виде роликов, также расположены симметрично относительно ори барабана За плоскости проходящей через эту же ось, однако, по крайней мере одна из пар имеет возможность поворачиваться вокруг оси барабана 3 на некоторый угол относительно тянущих ропиков 5, Таким образом и Т5шущие ролики 5 и направляющие элементы 6 расположены попарно и симметрично относительно оси барабана 3, но в разных пересекающихся плоскост51х, .причем угол между этими плоскостями регулируют в пределах 1О-120 , а линия их пересечения совпадает с осью барабана 3. Устройство работает следующим образом. . Для подготовки устройства к работе проволоку 1, например, с размерами в поперечном сечении 4,5x7 мм из сварочной про во лош марки Св 08А или Св 08 направляют между первой парой направляющих элементов, вьшолненных в виде роликов, TaKinvi образом, что более широкие rpaiffi проволоки 1 контактируют с рабочими поверхностями направляющих ро ликов. Далее проволоку 1 1фоталкивак т в отверстие правильных элементов 4, рас пол9женных в, барабане 3, между райэчими поверхностями направляющих элементов 6, вьшолненных в виде роликов и между тянущими роликами 5. После этого поворачивают вторую пару направляющих роликов 6 на угол 45относительно тянущих роликов вокруг оси барабана 3 в сторону, противоположную его вращендяПропесс правки проволоки 1 начинают включением барабана 3 и тянущих роликов 5. При этом тянущие ролики 5 протягив.ают проволоку 1 через вращающийся барабан 3 ifi направляющие ролики 6. Установленные со смещениегу во вращающемся барабане 3 правильные элементы 4, взаимодействуя с поверхностью проволоки 1, правят ее известным методом одновременного сложного изгиба и протягивания. Однако, при вращении барабана 3 проволока 1 на участке барабан 3 направляющие ролики б приобретает винтообразную форму за счет трения о внутреннюю поверхность вращающихся вместе с барабаном 3 правильных элементов 4. Направление вннтообразности про- , волоки совпадает с направлением вращения барабана 3. Устранение этой винтообразности достигается тем, что проволока 1, защемленная рабочими поверхностями направляющих 6 и тянущих 5 роликов, на участке от выхода ее из правильного барабана 3 до тянущих роликов 5 раскручивается путем установки направляющих роликов 6 на угол 45 в сторону, противоположную вращению барабана 3... За счет пластической деформации, возникающей в проволоке при этом повороте, вйнтообразность уничтожается. Угол, на который повернуты направляющие элементы 6 вокруг оси барабана 3 относительно тйнуших роликов 5, зависит в основном от поперечного сечения вьшравляемой проволоки, ее модуля упругости, скорости вращения барабана 3, смешения правильных элементов, скорости правки и поэтому устанавливают практически в каждом конкретном случае в зависимости от угла закручивания, полубаемого проволокой и замеряемого на выходе из прави 1цного барабана. Применение предложенного устройства, позволит повьюить качество правки провопоки некруглрго сечения и изготавливать прямолинейные стержни для различных изделий, в том числе для электродов спепиальной конструкции, применяемые
яапример, при сварке лежачим или яйклоняым эпежтродами, наплавке и т. д.
Формула изобретения
Устройство для правки проволоки некруглого сечения, содержащее уставовлетгный на подшипниках барабан с размещенными в нем правильными элементами, расположенньте попарно вдоль оси барабана направляющие элементы и размещенные в одной плоскости тянущие ролики,
отличающееся тет, что, с пелью повышения качества правки и исключения вшггообразности проволоки, по крайней мере, одна из пар направляющих элементов расположена под углом к оси барабана в сторону, противоположную fSfO вращения.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 448909, кл. В 21 F 1/О2, 1972.
2.Авторское свдпетельство СССР №239199, кл. В 21 F 1/02, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ПРАВКИ СТЕРЖНЕЙ | 1994 |
|
RU2108883C1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| Устройство для пдачи электродной проволоки | 1980 |
|
SU880651A1 |
| Способ изготовления полузамкнутых @ -образных профилей | 1987 |
|
SU1480919A1 |
| Устройство для правки проволоки | 1977 |
|
SU679288A1 |
| Станок для правки проволоки и прутков | 1980 |
|
SU917884A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ПРОВОЛОКИ | 2001 |
|
RU2202432C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПЛАВНИКОВЫХ ТРУБ ТОКАМИ ВБ1СОКОЙ ЧАСТОТЫ | 1969 |
|
SU251115A1 |
| Устройство для очистки сварочной проволоки | 1978 |
|
SU774929A1 |
| Устройство для подачи и правки сварочной проволоки | 1989 |
|
SU1657314A1 |
