Область техники
Изобретение относится к области машиностроения, в частности, к устройствам для очистки высоколегированной сварочной проволоки диаметром от 0,5 мм до 1,2 мм. Такая проволока используется в качестве присадки к металлу сварного шва трубопроводов из высоколегированных никелевых сталей.
Предшествующий уровень техники
Известно устройство очистки сварочной проволоки, включающее в себя два блока, образующих свивку из нескольких витков очищаемой проволоки. В такой свивке все ветви гибких нитей перемещаются навстречу друг другу, поверхности трения непрерывно обновляются, процесс очистки идет стабильно и не требуется замена износившихся нитей.
Для изменения степени очистки проволоки достаточно изменить расстояние между блоками и уменьшить или увеличить число витков в свивке. Кроме того, очистку проволоки можно производить с применением абразивных материалов или флюсов, погружая свивку из проволоки в сосуд с порошком из абразива, флюса или их смеси. В последнем случае не требуется прижимать порошкообразный материал к проволоке, так как частицы его проникают между ветвями свивки к местам контакта и трения (см. авт. свид. СССР №447239, М.Кл. В23к 35/40, 1975 г.).
Недостатком такого устройства является то, что оно приспособлено для очистки сварочной проволоки большой толщины.
Известно приспособление для очистки сварочной проволоки, которое устанавливается на сварочный полуавтомат и содержит корпус, разделенный войлочным кольцом на секцию грубой очистки, заполненную металлической сеткой, и секцию тонкой очистки, заполненную поролоном, пропитанную растворителем. Для направления проволоки предусмотрена направляющая втулка, расположенная в расточке поджимной резьбовой втулки, установленной в корпусе пред секцией грубой очистки (см. авт. свид. №169989, Кл. 49h, 36/02, 1965 г.).
В описании этого изобретения не приведены конструктивные особенности сетчатой камеры грубой очистки, поэтому невозможно определить недостатки такого приспособления.
В качестве прототипа принят станок для очистки и укладки сварочной проволоки в кассеты, где для удобства заводки проволоки в камеры для ее зачистки без высыпания наполнителей и возможности регулирования сжатия абразивного и флюсового наполнителей на станине установлены дополнительно две поворотные камеры, содержащие последовательно расположенные наполнители, причем эти камеры снабжены подвижными крышками, опускающимися вместе с наполнителями при повороте камер на 180°, и установленными над крышками пружинами для регулирования давления наполнителей на проволоку (см. авт. свид. №189966, Кл. 21h, 30/16, 1967 г.).
Недостатком такого устройства является очень сложная конструкция поджимного устройства, а также то, что его нельзя применять для очистки высоколегированной проволоки с помощью абразивной крошки.
Раскрытие изобретения
Задачей изобретения является упрощение конструкции поджимного устройства и улучшение качества очистки сварочной проволоки толщиной 0,5-1,2 мм и повышение качества сварного шва.
Эта задача решена за счет того, что устройство для очистки сварочной проволоки содержит станину, на которой установлена бухта со сварочной проволокой, подлежащей очистке, камеру грубой и камеру тонкой очистки, заполненные наполнителем, электропривод, подающий очищенную проволоку в кассету, средство для поджатая наполнителя в камере грубой очистки к проволоке и средство для укладывания проволоки в.кассету, при этом камера грубой очистки выполнена в виде объемной конической секции, состоящей из нескольких стальных лепестков, концевые участки которых жестко соединены с кулачками токарного патрона, который выполняет роль поджимного средства, а внутри конической камеры помещен клубок, выполненный из витой металлической нити из никелевого сплава, причем количество лепестков равно количеству кулачков токарного патрона, камера тонкой очистки состоит из двух секций, при этом первая секция заполнена салфетками, пропитанными обезжиривающим раствором, а вторая секция заполнена такими же салфетками, но сухими.
Другими отличиями являются:
- в качестве токарного патрона могут быть применены двух или трехкулачковые патроны;
- средство для укладки проволоки в кассету выполнено в виде водила;
- металлические лепестки конической секции расположены под острым углом α к оси токарного патрона равным 1,2-2°;
- диаметр металлической нити равен 0,08-0,09 мм.
Суть изобретения поясняется чертежами Фиг. 1 и Фиг. 2.
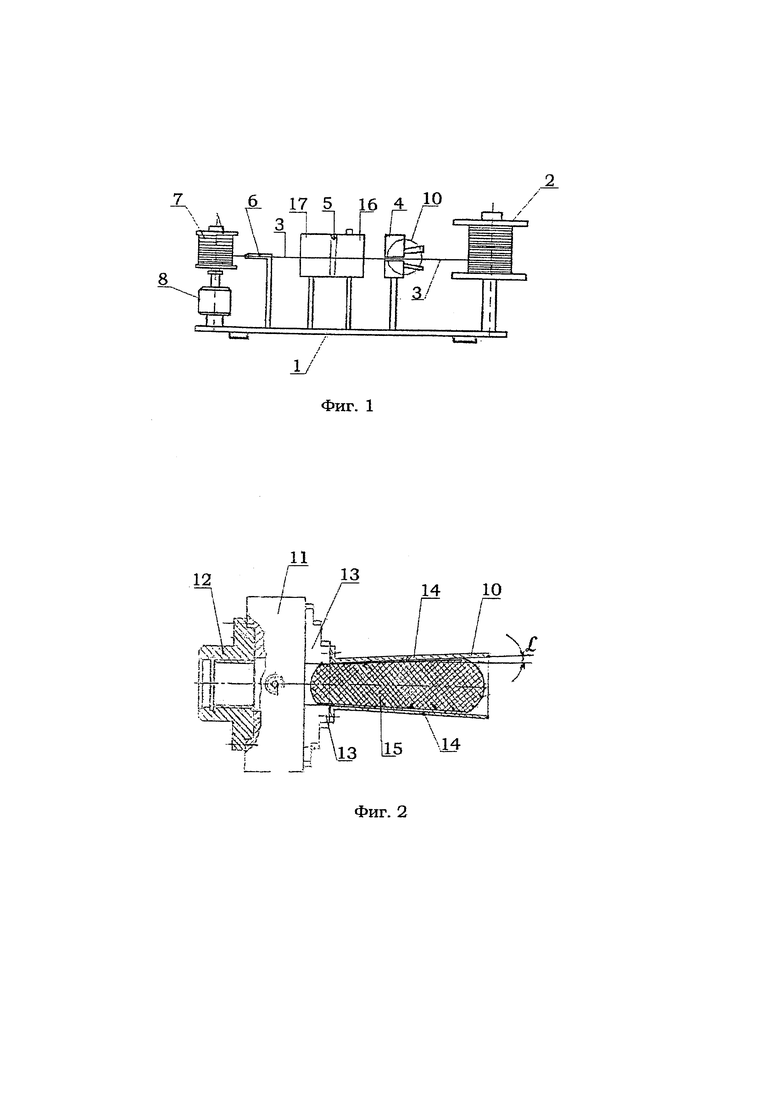
На Фиг. 1 изображено устройство для очистки сварочной проволоки.
На Фиг. 2 изображен токарный патрон с камерой грубой очистки.
Описание изобретения
Устройство (Фиг. 1) содержит станину 1, на которой установлены: бухта 2 со сварочной проволокой 3, подлежащей очистке, камеру грубой очистки 4, камеру тонкой очистки 5, водило 6, обеспечивающее укладку очищаемой проволоки в кассету 7 и электропривод 8, с помощью которого осуществляется протяжка проволоки через указанные элементы конструкции.
Камера грубой очистки 4 включает в себя поджимной элемент, выполненный в виде четырех кулачкового патрона 9 и объемную коническую секцию 10. Патрон 10 состоит из корпуса 11, промежуточного фланца 12, с помощью которого патрон крепится к шпинделю токарного станка (не показан), четыре кулачка 13.
Объемная коническая секция 10 состоит из 4-х стальных лепестков 14. Концевые участки лепестков 14 жестко соединены соответственно с четырьмя кулачками 13 патрона. Внутри секции 10 помещен наполнитель в виде клубка 15, выполненный из витой металлической нити диаметром 0,08-0,09 мм. Нить клубка изготовлена из никелевого сплава и ее состав близок по своим характеристикам к составу материала сварочной проволоки. Такое решение исключает наволакивание на поверхность очищаемой проволоки химических элементов от наполнителя - клубка. Лепестки 14 выступают из патрона и наклонены к оси патрона под острым углом α=1,5-2,0°. Это позволяет регулировать радиальное поджатие клубком к проволоке.
Камера тонкой очистки 5 состоит из двух секций 16 и 17. Секция 16 заполнена салфетками, пропитанными обезжиривающим раствором типа фреон или нефрас. Секция 17 заполнена сухими салфетками. Салфетки изготовлены из ткани ACT-100 ГОСТ 1469.
Следует заметить, что в качестве поджимного элемента в этом устройстве могут быть применены двух или трехкулачковые патроны.
Выполнение камеры грубой очистки в виде многокулачкового патрона совместно с объемной конической секцией, состоящей из* четырех стальных лепестков, внутри которой помещен клубок из витой металлической нити диаметром 0,08-0,09 мм позволяет регулировать степень поджатая наполнителя к проволоке, исключает ее обрыв в процессе очистки и упрощает конструкцию камеры грубой очистки.
Применение салфеток позволяет повысить качество очистки. Предлагаемое изобретение обладает простой конструкцией.
Работа устройства
Конец проволоки 3 из бухты 2 протягивается через клубок 15 витой металлической сетки вдоль его оси. Далее протягивается через две секции 16 и 17 камеры тонкой очистки 5. Затем проволока пропускается через водило 6 и укладывается в кассету 7, после чего включается электродвигатель 8.
В процессе прохождения проволоки через секцию грубой очистки можно регулировать степень поджатия наполнителя к проволоке за счет радиального перемещения кулачков патрона.
Промышленное применение
Изобретение найдет применение в машиностроении при сварке высокоответственных трубопроводов, применяемых в узлах и агрегатах жидкостных ракетных двигателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОЧИСТКИ СВАРОЧНОЙ ПРОВОЛОКИ | 1965 |
|
SU169989A1 |
| Устройство для очистки сварочной проволоки | 1978 |
|
SU774929A1 |
| УСТРОЙСТВО для очистки СВАРОЧНОЙ ПРОВОЛОКИс. г. ЗАБОТИНА | 1969 |
|
SU255434A1 |
| Электрод для контактной сварки | 1980 |
|
SU950508A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЕТЕЛЬ НА КОНЦАХ СТАЛЬНЫХ ТРОСОВ | 1972 |
|
SU349779A1 |
| Устройство для импульсной подачи сварочной проволоки | 1985 |
|
SU1219291A1 |
| СТАНОК ДЛЯ ОЧИСТКИ и УКЛАДКИ СВАРОЧНОЙ ПРОВОЛОКИ в КАССЕТЫ | 1967 |
|
SU189966A1 |
| Устройство для размотки гибких материалов из бухт | 1981 |
|
SU958005A1 |
| Агрегат электрохимической обработки проволоки | 1986 |
|
SU1461775A1 |
| Устройство для подачи сварочной проволоки при автоматической сварке | 1982 |
|
SU1087284A1 |
Изобретение относится к области машиностроения, в частности к устройствам для очистки высоколегированной сварочной проволоки диаметром от 0,5 до 1,2 мм. Устройство для очистки сварочной проволоки содержит станину, на которой установлена бухта со сварочной проволокой, подлежащей очистке, а также камера грубой и камера тонкой очистки, заполненные наполнителем. Установлены электропривод и средство для поджатия наполнителя в камере грубой очистки к проволоке. Камера грубой очистки выполнена в виде объемной конической секции, состоящей из нескольких стальных лепестков, концевые участки которых жестко соединены с кулачками токарного патрона, который выполняет роль поджимного средства. Внутри конической камеры помещен клубок, выполненный из витой металлической нити из никелевого сплава, причем количество лепестков равно количеству кулачков токарного патрона. Камера тонкой очистки состоит из двух секций. Техническим результатом изобретения является упрощение конструкции, улучшение качества очистки сварочной проволоки толщиной 0,5-1,2 мм и повышение качества сварного шва. 4 з.п. ф-лы, 2 ил.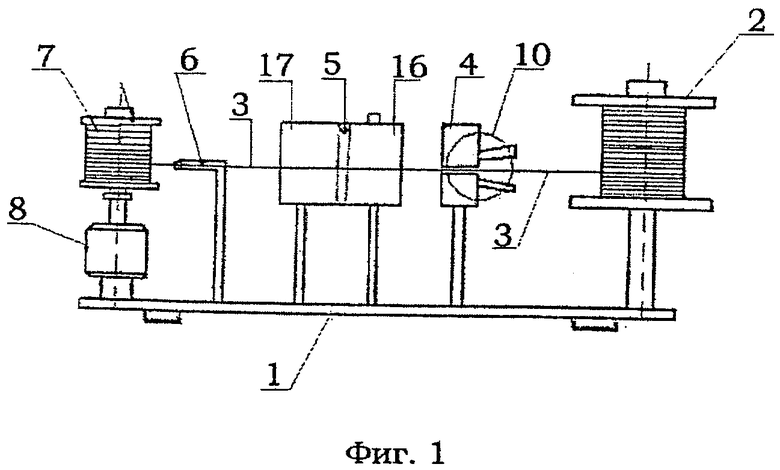
1. Устройство для очистки сварочной проволоки, содержащее станину, на которой установлена бухта со сварочной проволокой, подлежащей очистке, камера грубой и камера тонкой очистки, заполненные наполнителем, электропривод, подающий очищенную проволоку в кассету, средство для поджатая наполнителя в камере грубой очистки к проволоке и средство для укладывания проволоки в кассету, отличающееся тем, что камера грубой очистки выполнена в виде объемной конической секции, состоящей из стальных лепестков, концевые участки которых жестко соединены с кулачками токарного патрона, который выполняет роль поджимного средства, а внутри конической камеры помещен клубок, выполненный из витой металлической нити из никелевого сплава, причем количество лепестков упомянутой конической секции равно количеству кулачков токарного патрона, при этом камера тонкой очистки состоит из двух секций, первая из которых заполнена салфетками, пропитанными обезжиривающим раствором, а вторая секция заполнена сухими салфетками.
2. Устройство по п. 1, отличающееся тем, что в качестве токарного патрона использован двух- или трехкулачковый патрон.
3. Устройство по п. 1, отличающееся тем, что средство для укладки проволоки в кассету выполнено в виде водила.
4. Устройство по п. 1, отличающееся тем, что металлические лепестки конической секции расположены под острым углом α к оси токарного патрона, равным 1,2-2°.
5. Устройство по п. 1, отличающееся тем, что диаметр металлической нити равен 0,08-0,09 мм.
| СТАНОК ДЛЯ ОЧИСТКИ и УКЛАДКИ СВАРОЧНОЙ ПРОВОЛОКИ в КАССЕТЫ | 0 |
|
SU189966A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОЧИСТКИ СВАРОЧНОЙ ПРОВОЛОКИ | 0 |
|
SU169989A1 |
| Способ очистки сварочной проволоки | 1973 |
|
SU447239A1 |
| Устройство для механической очистки сварочной проволоки | 1982 |
|
SU1018821A1 |
| Амперметровый переключатель | 1938 |
|
SU54722A1 |
| KR 101677162 B1, 17.11.2016. | |||

