Изобретение относится к области производства и переработки проволоки малого диаметра, из которой изготавливают стержневые детали (штыри, стержни, скобы и т.д), используемые в изделиях приборостроения и радиоэлектроники.
Известно правильное устройство для пруткового материала [а.с. SU №195426, МПК B21F 1/02, опубл. 04.05.1967 г.], содержащее вращающийся корпус со смонтированными в нем регулируемыми в радиальном направлении опорами и посаженную в них волнообразную изогнутую спираль, через которую протягивается выправляемый материал. Спираль посажена в составную обойму (опору), установленную соосно с корпусом и имеющую эксцентрично расположенное относительно оси вращения корпуса гнездо, в котором укреплен диск при помощи фиксатора. В свою очередь, диск, ось вращения которого в гнезде обоймы параллельна оси вращения корпуса, имеет смещенное к собственному краю отверстие для прохождения спирали и радиальные сверления. Требуемый прогиб спирали достигается вращением диска через прорезь обоймы с помощью стержня, вводимого в радиальные сверления диска. Для предупреждения перекручивания пруткового материала у выходного отверстия правильного корпуса установлен нажимной узел, состоящий из прижима, пружины и регулировочной гайки.
Недостатками известного устройства являются сложность конструкции, неудобство заправки проволоки в волнообразную изогнутую спираль, а также не обеспечивается качественная правка проволоки диаметром менее 1 мм.
Известно устройство для правки проволоки [а.с. SU №155480, МПК B21F 1/02, опубл. 01.01.1963 г.], содержащее вращающаяся раму со смещенными одна относительно другой втулками, в которых установлена спираль. Проволоку протягивают через спираль, наматывая ее на барабан, вращаемый электродвигателем. Величину смещения втулок регулируют винтами. Данное устройство обеспечивает качественную правку проволоки диаметром менее 2 мм.
Недостатками данного устройства являются сложность регулировки величины изгиба проволоки, а также не обеспечивается качественная правка проволоки диаметром менее 1 мм.
Также из уровня техники известен способ правки сварочной проволоки [патент RU №2275982, МПК B21F 1/02, B21D 3/02, B21C 43/04, опубл. 10.05.2006 г.], включающий протягивание проволоки через соосные отверстия, расположенные в основаниях полого цилиндра, в процессе которого участок проволоки внутри цилиндра отжимают в сторону от оси цилиндра на заданную величину. Перед правкой на проволоку внутри цилиндра надевают с зазором, по меньшей мере, одну втулку, а полость цилиндра частично заполняют абразивным порошком. При этом цилиндр вращают с переменной скоростью относительно его оси.
Данная конструкция не обеспечивает качественную правку проволоки малых диаметров.
Наиболее близким техническим решением к заявляемому является устройство правки проволоки [заявка RU №94020181, МПК B21F 1/02, опубл. 20.06.1996 г.], содержащее размоточный механизм, две последовательно расположенные вращающиеся в разные стороны рамки с регулируемыми по амплитуде и шагу волнообразными полыми трубками, тянущие ролики и механизм отрезки.
Недостатками данного технического решения являются сложность конструкции из-за присутствия в ней двух приводов для вращения рамок в разные стороны, а также не обеспечивается качественная правка проволоки малых диаметров.
Задачей заявляемого технического решения является создание простой конструкции устройства правки проволоки малых диаметров, из которой изготавливают стержневые детали (штыри, стержни, скобы и т.д), используемые в изделиях приборостроения и радиоэлектроники.
Техническим результатом является повышение качества правки проволоки малых диаметров и сокращение времени переналадки.
Технический результат достигается тем, что в устройстве для правки проволоки малых диаметров, содержащем размоточный механизм, механизм правки проволоки методом множественных перегибов во вращающейся рамке и тянущие ролики, новым является то, что внутри вращающейся рамки установлен прямоугольный сборный вкладыш с внутренним волнообразным полым отверстием, образованным соединением двух пластин вкладыша, на внутренних поверхностях которых выполнены волнообразные канавки.
Отличие заявляемого устройства от наиболее близкого аналога заключается в том, что за счет того, что внутри вращающейся рамки установлен прямоугольный сборный вкладыш с внутренним волнообразным полым отверстием, образованным соединением двух волнообразных канавок, выполненных на внутренних поверхностях пластин вкладыша, повышается качество правки проволоки малых диаметров и сокращается время переналадки.
Таким образом, перечисленные выше отличительные от прототипа признаки позволяют сделать вывод о соответствии заявляемого технического решения критерию «новизна». Признаки, отличающие заявляемое техническое решение от прототипа, не выявлены в других технических решениях и, следовательно, обеспечивают заявляемому решению соответствие критерию «изобретательский уровень».
Сущность изобретения поясняется с помощью графических материалов.
На фиг.1 изображено заявляемое устройство для правки проволоки малых диаметров.
На фиг.2 - сечение А-А рамки с вкладышем.
Устройство для правки проволоки малых диаметров содержит размоточный механизм (не показан), электродвигатель 1, кинематически связанный посредством ременной передачи 2 с рамкой 3, тянущие ролики 4. Механизм правки проволоки методом множественных перегибов содержит рамку 3, внутри которой установлен прямоугольный сборный вкладыш с внутренним волнообразным полым отверстием. Прямоугольный сборный вкладыш состоит из двух прямоугольных пластин 5 и 6, на внутренних поверхностях которых выполнены волнообразные канавки с переменным шагом и амплитудой, пластины 5 и 6 соединены посредством винтов 7 и штифтов 8. Величина оборотов электродвигателя определяется с помощью тахометра 9.
Устройство для правки проволоки малых диаметров работает следующим образом.
Перед началом работы устройства производят сборку прямоугольного сборного вкладыша: соединяют посредством винтов 7 и штифтов 8 две прямоугольные пластины 5 и 6 вкладыша с волнообразными канавками таким образом, чтобы внутри вкладыша образовалось волнообразное полое отверстие. Прямоугольный сборный вкладыш устанавливают внутри рамки 3. Включают электродвигатель 1 и приводят во вращение рамку 3, внутри которой установлен прямоугольный сборный вкладыш с внутренним волнообразным отверстием. Частоту вращения рамки 3 контролируют с помощью тахометра 9. Проволока из катушки (бухты) размоточного механизма тянущими роликами 4 протягивается через волнообразное полое отверстие, образованное внутри вращающегося вкладыша рамки 3.
Переналадка устройства для правки проволоки происходит за счет смены сборного вкладыша. Комплект сменных сборных вкладышей состоит из набора деталей с разной величиной амплитуды и шага внутреннего полого отверстия, что обеспечивает в сочетании с переменной частотой вращения рамки разное число перегибов проволоки в процессе правки. Требуемый режим правки подбирают в зависимости от диаметра и материала проволоки.
Данное устройство для правки малых диаметров имеет следующие преимущества: широкий диапазон размеров и материалов проволоки (от 0,1 до 1 мм); простая и сравнительно дешевая конструкция механизма правки; быстрая заправка новой партии проволоки в правильное устройство; качественная правка проволоки за счет регулируемого числа перегибов в процессе правки; быстрая переналадка за счет смены вкладыша при использовании нового диаметра проволоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗМАТЫВАТЕЛЬ ТОНКОЙ ПРОВОЛОКИ | 2014 |
|
RU2561943C1 |
| УСТАНОВКА И СПОСОБ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА ЗАГРАЖДЕНИЙ | 2007 |
|
RU2355501C2 |
| СПОСОБ РАДИАЛЬНО-ОСЕВОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ С НЕУПОРЯДОЧЕННОЙ СТРУКТУРОЙ | 2009 |
|
RU2402400C2 |
| Станок для изготовления элемента арматурного каркаса заданного профиля | 2024 |
|
RU2834799C1 |
| Устройство для правки проволоки | 1984 |
|
SU1194548A1 |
| СПОСОБ ПРАВКИ СВАРОЧНОЙ ПРОВОЛОКИ | 2004 |
|
RU2275982C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУЧЕНОЙ ПРОВОЛОЧНОЙ СЕТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2067510C1 |
| Устройство для правки проволоки | 1976 |
|
SU639633A1 |
| Автомат для изготовления проволочных рамок | 1981 |
|
SU994093A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ СПИРАЛЕЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ КЕРНА, ПРИСПОСОБЛЕНИЕ ДЛЯ СНЯТИЯ ВИНТОВОЙ СПИРАЛИ С КЕРНА | 2010 |
|
RU2443490C1 |

Изобретение относится к машиностроению и может быть использовано при производстве и переработке проволоки малого диаметра для изготовления стержневых деталей, используемых в изделиях приборостроения и радиоэлектроники. Устройство содержит размоточный механизм, механизм правки проволоки путем множественных перегибов во вращающейся рамке и тянущие ролики. Внутри вращающейся рамки установлен прямоугольный сборный вкладыш с внутренним волнообразным полым отверстием, образованным соединением двух пластин вкладыша, на внутренних поверхностях которых выполнены волнообразные канавки. Повышается качество правки проволоки малых диаметров, сокращается время переналадки. 2 ил.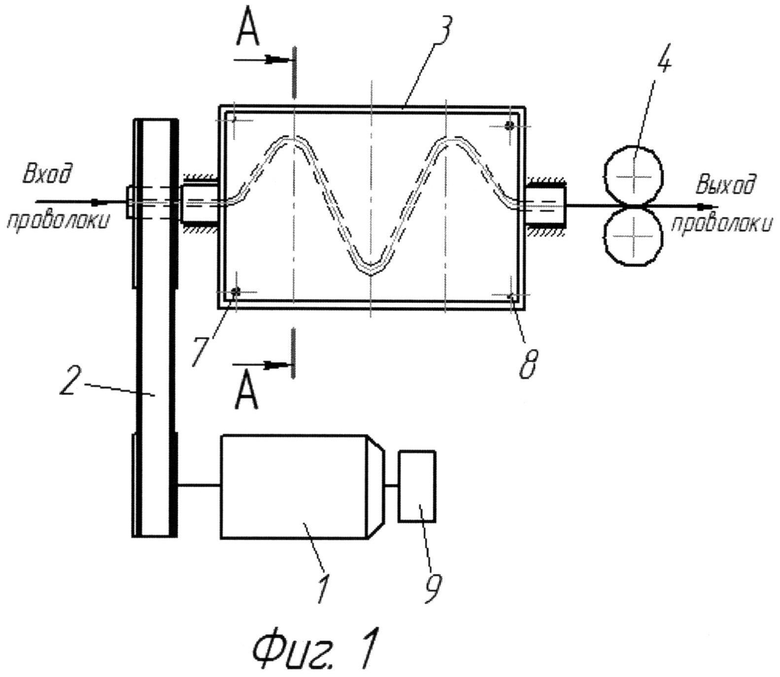
Устройство для правки проволоки малых диаметров, содержащее размоточный механизм, механизм правки проволоки посредством множественных перегибов во вращающейся рамке и тянущие ролики, отличающееся тем, что внутри вращающейся рамки установлен прямоугольный сборный вкладыш с внутренним волнообразным полым отверстием, образованным соединением двух пластин вкладыша, на внутренних поверхностях которых выполнены волнообразные канавки.
| RU 94020181 A1, 20.06.1996 | |||
| Устройство для правки проволоки | 1976 |
|
SU639633A1 |
| Устройство для правки проволоки | 1978 |
|
SU704703A1 |
| СПОСОБ ПРАВКИ СВАРОЧНОЙ ПРОВОЛОКИ | 2004 |
|
RU2275982C1 |
| CN 201040306 Y, 26.03.2008 | |||

