Изобретение относится к области обработки металлов давлением и, в частности, к процессам закрепления труб трубных шпилек в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы.
Известен способ комбинированного закрепления труб трубных шпилек в трубных решетках, при котором трубную шпильку устанавливают в трубные отверстия, фиксируют ее от возможного осевого перемещения, обваривают торцы труб на лицевой поверхности трубной решетки с последующей развальцовкой труб путем приложения сжимающего к их внутренней поверхности усилия, например механической вальцовкой (см. Дорошенко П.А. Технология производства судовых парогенераторов и теплообменных аппаратов. - Ленинград, Судостроение, 1972, 143 с.).
К главному недостатку известного способа закрепления труб трубных шпилек в трубных решетках следует отнести повышенную стоимость производства комбинированных соединений. Кроме того, последние имеют определенное ограничение по использованию, так как не все материалы, образующие пары соединяемых элементов, являются свариваемыми.
Известен также способ закрепления труб в трубных решетках, включающий операции подготовки трубы к сборке с трубной решеткой, установку трубы в отверстие трубной решетки с выступанием ее торца над лицевой поверхностью трубной решетки, фиксирование трубы от осевого перемещения, последующее профилирование конца трубы, установку полученного профилированного конца трубы в трубное отверстие и его закрепление (см RU 2132759, В 21 D 39/06, Бюл. №19 от 10.07.1999 - прототип).
Недостатком известного способа является то, что применительно к тонкостенным трубам малого диаметра трубных шпилек имеют место проблемы с их фиксированием от осевых перемещений. Удержание труб трубной шпильки от осевых перемещений с тыльной стороны трубной решетки связано с опасностью их деформирования, потерей устойчивости в силу относительно малой продольной жесткости. Фиксирование же трубы посредством вальцовки сопряжено с упрочнением материала трубы и утонением ее стенки, что накладывает определенные ограничения на последующее закрепление трубы в трубном отверстии.
Задачей изобретения является разработка такого способа закрепления труб трубных шпилек в трубных решетках, который бы обеспечивал требуемое качество неразъемных соединений, а также устранял проблемы с фиксированием труб трубной шпильки от осевых перемещений.
Технический результат достигается тем, что в способе, включающем операции подготовки трубы к сборке с трубной решеткой, установку трубы в отверстие трубной решетки с выступанием ее торца над лицевой поверхностью трубной решетки, фиксирование трубы от осевого перемещения, последующее профилирование конца трубы, установку полученного профилированного конца трубы в трубное отверстие и его закрепление, согласно изобретению отверстие трубной решетки выполняют с кольцевой выемкой, расположенной с лицевой стороны трубной решетки, фиксирование трубы от осевого перемещения осуществляют путем размещения на части длины выступающего из трубной решетки конца трубы кольца-фиксатора с поперечными резьбовыми отверстиями и вворачивания в указанные резьбовые отверстия болтов с обеспечением внедрения их торцов во внешнюю поверхность трубы и локального формирования на ней пуклевок, установку конца трубы в трубное отверстие и его закрепление производят формированием на трубе кольцевого утолщения, расположенного в кольцевой выемке трубного отверстия, и кольцевого выступа с лицевой стороны трубной решетки, после закрепления профилированного конца трубы в трубном отверстии производят круговую сварку трубы с трубной решеткой, после чего осуществляют дорнование трубы с обеспечением ее раздачи в пределах толщины трубной решетки и в месте расположения пуклевок и пластического течения материала трубы относительно кромки трубного отверстия с тыльной стороны трубной решетки с получением дополнительного фиксирования трубы, что позволяет также осуществлять закрепление труб трубных шпилек U-образных трубных пучков
Осуществление предлагаемого способа закрепления труб в трубных решетках позволяет получать качественные неразъемные соединения и не вызывает проблем с фиксированием каждой трубы трубной шпильки от осевых ее перемещений перед выполнением операции профилирования выступающего конца.
Это объясняется тем, что фиксирование каждой трубы от осевых перемещений достигают локальным пластическим деформированием стенки трубы крепежными элементами с формированием пуклевок. Размещение крепежных элементов в пуклевках формирует заданные силы трения между их торцами и поверхностью трубы и позволяет гарантированно удерживать каждую трубу от каких-либо перемещений. Последующее устранение пуклевок увязано с операцией дорнования полости трубы и дополнительного формирования плотностей на кромке трубного отверстия с тыльной стороны трубной решетки.
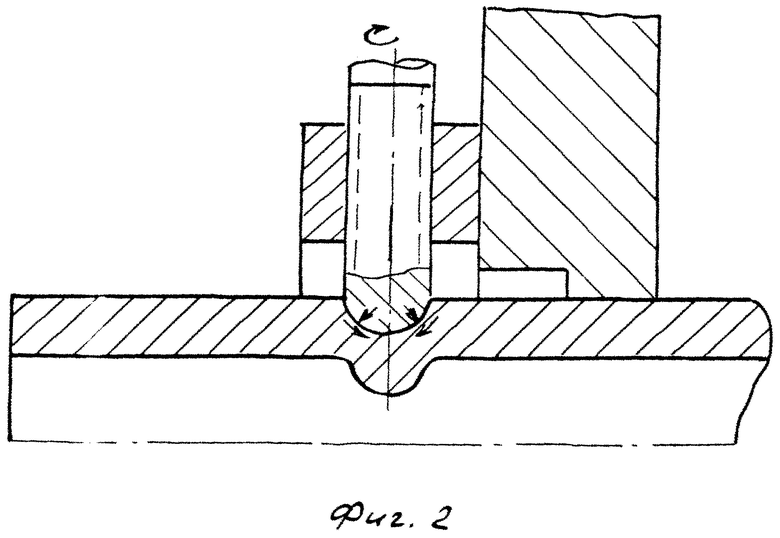
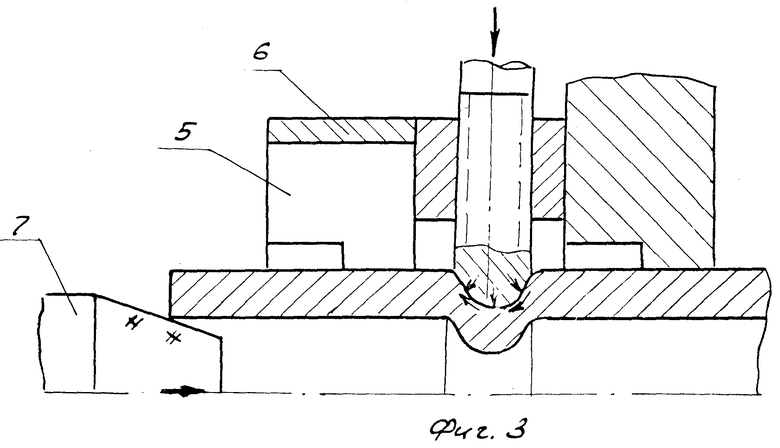
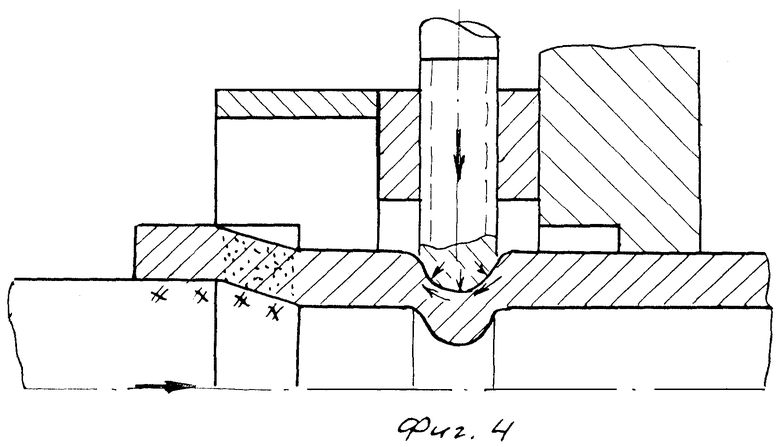
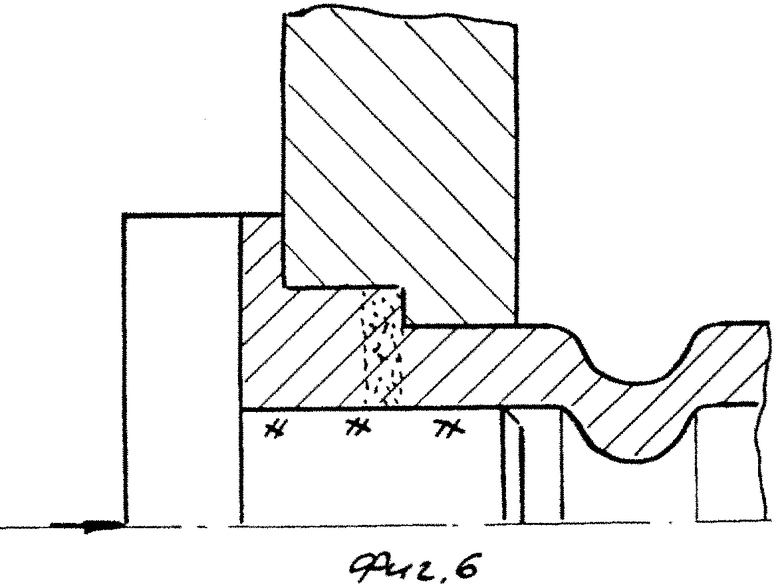
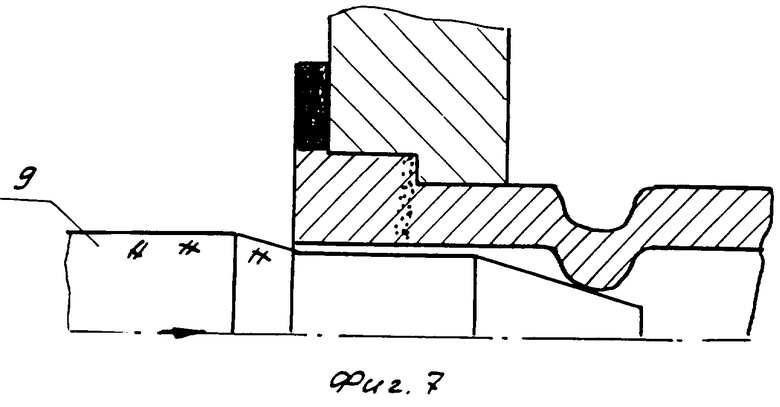
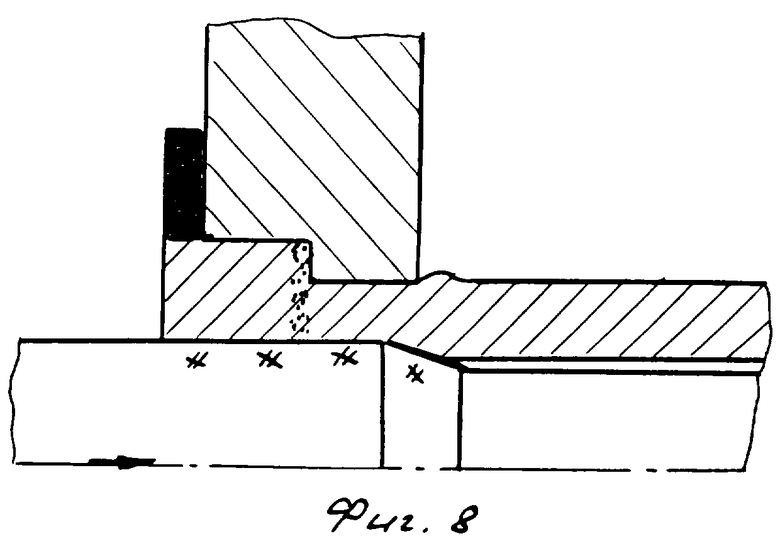
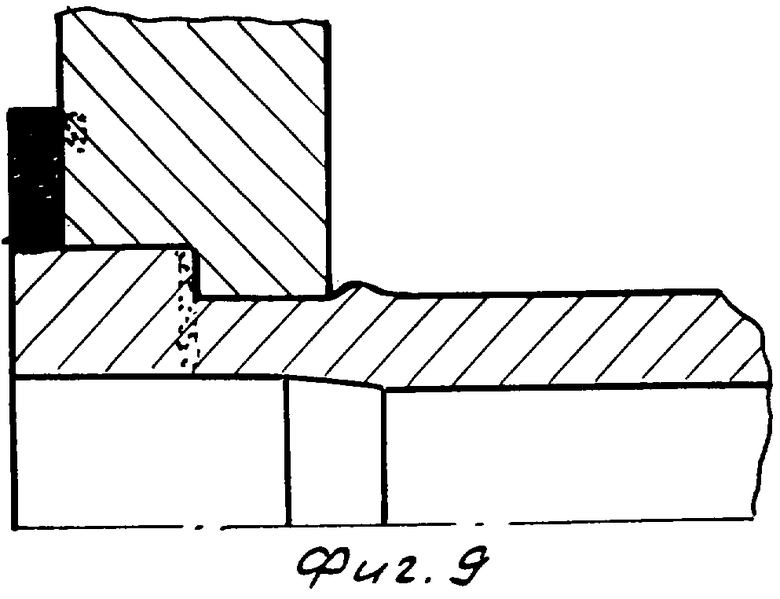
Сущность изобретения поясняется чертежами, где на фиг.1 - приведено исходное положение трубной решетки и одной из труб трубной шпильки, а также технологической оснастки перед локальным фиксированием трубы от осевых перемещений; на фиг.2 - окончание операции локального фиксирования трубы от осевых перемещений; на фиг.3 - исходное положение технологической оснастки и трубы трубной шпильки перед выполнением профилирования выступающего торца трубы операцией раздачи-калибровки; на фиг.4 - окончание операции раздачи-калибровки выступающего конца трубы; на фиг.5 - размещение торца калиброванного участка трубы в площади трубной решетки; на фиг.6 - окончание стадии пластического сжатия материала трубы с формированием кольцевого выступа, на фиг.7 - труба, орбитально сплавленная с материалом трубной решетки, перед выполнением операции дорнования; на фиг.8 - окончание операции дорнования полости трубы, вызывающей фиксирование трубы на стенках трубного отверстия, и локальную раздачу материала трубы по местоположению пуклевок; на фиг.9 - высококачественное неразъемное соединение трубы с трубной решеткой.
Вариант осуществления изобретения состоит в следующем.
На длинномерной теплообменной трубе 1 (фиг.1) трубной шпильки выполняют операции с целью подготовки внешней поверхности ее концов к закреплению в отверстиях трубной решетки: правка трубы, отрезка мерной длины, зачистка внешней поверхности концов до металлического блеска.
Далее осуществляют гибку длинномерной трубы на заданный радиус с образованием, так называемой, трубной шпильки. Для обеспечения требуемого качества изгиба используют наполнитель, например песок.
Новая технология образования неразъемного соединения начинается с выполнения качественных отверстий в трубной решетке 2. Для чего предусматривают сверление предварительных отверстий в трубной решетке, их рассверливание и последующее дорнование, обеспечивая превышение диаметра отверстия трубной решетки над внешним диаметром трубы в пределах 0,025 мм. Затем в отверстиях трубной решетки с лицевой стороны последней выполняют кольцевые выемки, формируя острую кромку на стенах трубного отверстия. При установке концов трубной шпильки в отверстия трубной решетки обеспечивают выступание части их длины над лицевой поверхностью трубой решетки. Далее в пределах только части длины трубы, располагаемой над трубной решеткой, размещают кольцо-фиксатор 3 с поперечными резьбовыми отверстиями и болтами 4 в них (фиг.1).
Вворачивая болты 4 в резьбовые отверстия кольца-фиксатора, производят локальное внедрение торцов последних во внешнюю поверхность трубы с образованием пуклевок (фиг.2). Деформирующее трубу локальное усилие формирует силовое поле трения на закругленных торцах болтов. Прочностные характеристики болтов и упомянутое силовое поле трения гарантируют качественное фиксирование трубы от каких-либо перемещений.
После чего на части длины выступающего конца трубы размещают разъемную матрицу 5, охватываемую втулкой 6. В отверстие трубы вводят жесткий пуансон 7, имеющий заходный конический участок (фиг.3).
Прикладывая осевое усилие к торцу пуансона, вызывают его перемещение и, как следствие, раздачу-калибровку конца трубы (фиг4). Следует подчеркнуть, что максимальный диаметр калиброванного при раздаче конца трубы равен диаметру кольцевой выемки в отверстии трубной решетки. Аналогичную операцию производят и на второй трубе трубной шпильки.
После снятия технологической оснастки с выступающей над лицевой поверхностью трубной решетки конца трубы в полость конца трубы, образуемую после раздачи, вводят ступенчатый пуансон 8. И последующим приложением осевого усилия к торцу ступенчатого пуансона (фиг.5) последовательно достигают заполнение объема кольцевой выемки (где имеет место разворот сечения конического участка трубы относительно кромки отверстия трубной решетки) с заполнением объема между малой ступенью пуансона и внутренней поверхностью трубы. Как следствие, на трубе формируется кольцевое утолщение, занимающее объем кольцевой выемки, и кольцевой выступ на лицевой поверхности трубной решетки (фиг.6). Таким образом, на трубе локально, по поверхностям кольцевого утолщения, формируются кольцевые плотности. Увеличенные геометрические размеры кольцевого утолщения (по отношению к стенке трубы) обеспечивают и прочностные характеристики удержания трубы в отверстии трубной решетки.
Затем осуществляют сплавление материала трубы в кольцевом уступе с материалом трубной решетки.
Формирование дополнительной плотности на тыльной поверхности трубной решетки достигают выполнением операции дорнования полости трубы (фиг.7, 8) дорном 9 с пластическим течением материала трубы относительно тыльной кромки отверстия трубной решетки. Подчеркнем, что дорнование осуществляют по закрытой схеме в режиме растяжения, формируя поле осевых сжимающих напряжений в полотне трубы, и устраняют пуклевки путем локальной раздачи материала трубы до исходного ее диаметра (фиг.9).
Опытно-промышленная проверка разработанного способа прошла при закреплении стальных (сталь Х18Н10Т) труб трубных шпилек в трубных решетках из стали 16ГС толщиной 40 мм. Исходные геометрические размеры поперечного сечения трубы составляли: внешний диаметр - 15 мм, толщина стенки - 1,0 мм. Трубные шпильки получали методом гибки с обкатыванием трубы роликом на неподвижной оправке с заданным минимальным радиусом.
Трубные отверстия изготавливались с диаметрами, равными 15,25+0,05 мм. Кольцевые выемки трубных отверстий имели диаметр, равный 16 мм, и глубину, равную 2,0 мм.
Кольцо-фиксатор изготавливалось из стали Х12М с резьбовыми отверстиями под болты диаметром 10 мм. Пластическое локальное деформирование стенок трубы выполняли ручным вворачиванием болтов.
Разъемная матрица изготавливалась из стали Х12М и имела кольцевую выемку с геометрическими размерами, соответствующими размерам кольцевой выемки трубной решетки. Кольцо, охватывающее разъемную матрицу, изготавливалось также из стали Х12М. Максимальный диаметр жесткого пуансона (сталь У8А) в привязке к геометрическим размерам трубы составлял 14,1 мм. Длина выступающей части трубы над поверхностью разъемной матрицы составляла 8,0 мм.
Операцию раздачи-калибровки выполняли на дорнующем комплексе конструкции Ремонтно-механического завода НК ЮКОС с усилием до 4 КН.
Формирование кольцевых выступа и уступа производили на том же дорнующем комплексе при усилиях, не превышающих 50 КН.
Сплавление материала трубы с материалом трубной решетки выполняли аргоно-дуговой сваркой по известным режимам.
Дорнование полостей труб и локальную их раздачу по местоположению пуклевок выполняли на упомянутом дорнующем комплексе с усилиями в пределах 70 КН.
Технологическая оснастка для закрепления труб трубных шпилек в трубных отверстиях изготавливалась с твердостью HRC после закалки не менее 56 единиц и точностью исполнительных размеров по 9-му квалитету.
Установлено, что образование комбинированных неразъемных соединений тонкостенных труб трубных шпилек с трубными решетками, использующее эффект локального пластического материала трубы, обеспечивает гарантированные повышенные служебные характеристики соединений; устраняет какую-либо дефектность, влияющую на эксплуатацию трубного пучка, и существенно повышает технологичность производственного процесса.
Испытаниями на выдергивание труб трубной шпильки из трубной решетки подтверждены повышенные прочностные характеристики неразъемных соединений (превышают прочность исходной трубы на разрыв).
Плотность соединений в сочетании с высокой коррозионной стойкостью обеспечили 100% их пригодность требованиям производства.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2005 |
|
RU2291753C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2010 |
|
RU2437736C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2239508C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2238164C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2234994C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2011 |
|
RU2484911C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2219010C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ШПИЛЕК В ТРУБНЫХ РЕШЕТКАХ ТЕПЛООБМЕННЫХ АППАРАТОВ | 2001 |
|
RU2212301C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2238165C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2010 |
|
RU2445183C2 |

Изобретение относится к обработке металлов давлением и может быть использовано при закреплении труб трубных шпилек в трубных решетках теплообменных аппаратов с использованием направленного пластического деформирования материала трубы. Трубу устанавливают в отверстие трубной решетки, имеющее кольцевую выемку, с выступанием торца над лицевой поверхностью решетки. Трубу фиксируют от осевого перемещения путем размещения на части выступающего конца кольца-фиксатора с резьбовыми отверстиями, в которые вворачивают болты с обеспечением локального формирования на трубе пуклевок. Выступающий конец трубы профилируют. На трубе формируют кольцевое утолщение, расположенное в кольцевой выемке решетки, и кольцевой выступ с лицевой стороны решетки. После закрепления профилированного конца трубы производят круговую сварку трубы с трубной решеткой. Затем осуществляют дорнование трубы с обеспечением ее раздачи в пределах толщины трубной решетки и в месте расположения пуклевок и пластического течения материала трубы относительно кромки трубного отверстия с тыльной стороны трубной решетки. В результате обеспечивается повышение качества полученного неразъемного соединения. 1 з.п. ф-лы, 9 ил.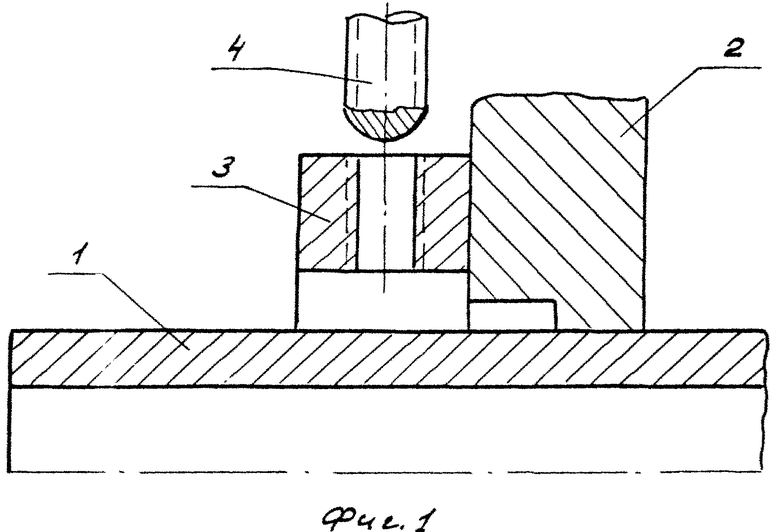
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2132759C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ШПИЛЕК В ТРУБНЫХ РЕШЕТКАХ ТЕПЛООБМЕННЫХ АППАРАТОВ | 2001 |
|
RU2212301C2 |
| Способ крепления труб в трубных решетках теплообменников с U-образными трубами | 1988 |
|
SU1625554A1 |
| US 4413395 A, 08.11.1983 | |||
| СПОСОБ ДИАГНОСТИКИ УСТОЙЧИВОСТИ КРУПНОГО РОГАТОГО СКОТА К ВИРУСУ ЛЕЙКОЗА | 2010 |
|
RU2428485C1 |

