Изобретение относится к области обработки металлов давлением, в частности к процессам закрепления труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы.
Известен способ закрепления труб в трубных решетках, включающий установку теплообменной трубы одним из концов в трубное отверстие, фиксацию от возможных перемещений, приварку торца трубы к лицевой поверхности трубной решетки с последующей развальцовкой трубы путем приложения сжимающего усилия к ее внутренней поверхности, например, механической вальцовкой (см. Дорошенко П.А. Технология производства судовых парогенераторов и теплообменных аппаратов, Ленинград, Судостроение, 1972, 143 с.).
К главному недостатку известного способа закрепления труб в трубных решетках следует отнести повышенную стоимость производства комбинированных соединений. Кроме того, известный способ имеет определенное ограничение по применению, так как не все материалы, образующие пары соединяемых элементов, являются свариваемыми.
Известен также способ закрепления труб в трубных решетках, включающий профилирование концов трубы с образованием законцовок, содержащих цилиндрические участки, сопрягаемые переходным коническим участком, последующее формирование на внешней поверхности нагружаемого участка профилированных законцовок кольцевого выступа трапециевидного поперечного сечения, установку каждой законцовки в отверстие трубной решетки, выполненное с кольцевыми канавками трапециевидного и треугольного поперечного сечения, фиксирование трубы от возможных перемещений и последующее ее закрепление в отверстии трубной решетки путем приложения сжимающего усилия к внутренней поверхности законцовки (RU 2171155 С2, 27.07.2001, В 21 D 39/06 - прототип).
Недостатком известного способа является существенная зависимость служебных характеристик неразъемных соединений от соосности отверстий трубных решеток и кольцевых канавок, нарезаемых в них. Кольцевой выступ профилированной законцовки, имеющий высокие прочностные характеристиками, размещается в соответствующей кольцевой канавке отверстия трубной решетки с переменным по орбите зазором относительно поверхности последней. В этом случае закрепление профилированной законцовки трубы в отверстии трубной решетки сопряжено с повышенными усилиями на деформирующем законцовку инструменте. Формируемые кольцевые плотности между соединяемыми элементами определяются интенсивностью локальной пластической деформации перемычки трубной решетки, так как окружная деформация материала труб в выступе затруднена.
Вышесказанное весьма остро проявляется при ремонте трубных пучков, когда имеют место определенные отклонения диаметров отверстий трубных решеток от номинального значения.
Задачей изобретения является разработка такого способа закрепления труб в трубных решетках, который бы обеспечивал получение качественных кольцевых плотностей между соединяемыми элементами за счет пластической деформации материала трубы в кольцевом выступе.
Технический результат достигается тем, что в способе закрепления труб в трубных решетках, включающем профилирование концов трубы с образованием законцовок, содержащих цилиндрические участки, сопрягаемые переходным коническим участком, последующее формирование на внешней поверхности нагружаемого участка профилированных законцовок кольцевого выступа трапециевидного поперечного сечения, установку каждой законцовки в отверстие трубной решетки, выполненное с кольцевыми канавками трапециевидного и треугольного поперечного сечения, фиксирование трубы от возможных перемещений и последующее ее закрепление в отверстии трубной решетки путем приложения сжимающего усилия к внутренней поверхности законцовки, согласно изобретению формирование на внешней, поверхности нагружаемого участка каждой профилированной законцовки кольцевого выступа трапециевидного поперечного сечения осуществляют в разъемной матрице с кольцевой канавкой путем ступенчатого радиального обжима части длины законцовки и последующей раздачи законцовки дорнованием ее отверстия с одновременным профилированием внутренней поверхности нагружаемого участка, при этом ступенчатый радиальный обжим части длины законцовки трубы производят с обеспечением консольного расположения части длины нагружаемого участка профилированной законцовки относительно кромки кольцевой канавки матрицы и частичного заполнения объема кольцевой канавки путем размещения в ней материала части профилированной законцовки, не подверженной радиальному обжиму и сохранившей свой внешний диаметр, а в процессе раздачи осуществляют окончательное заполнение материалом трубы объема кольцевой канавки матрицы.
Осуществление предлагаемого способа закрепления труб в трубных решетках ремонтного варианта позволяет получать качественные кольцевые плотности между соединяемыми элементами и в тех случаях, когда имеются широкие отклонения геометрических размеров кольцевых канавок от номинальных значений.
Это объясняется тем, что, используя в конструкции профилированной законцовки кольцевой выступ из относительно не упрочненного материала, создают условия пластического деформирования материала (как в радиальном, так и окружном направлениях) в кольцевом выступе при образовании неразъемного соединения. В результате на внутренней поверхности профилированной законцовки после закрепления трубы в отверстии трубной решетки не проявляется шелушение поверхностных слоев и не ухудшается коррозионная стойкость.
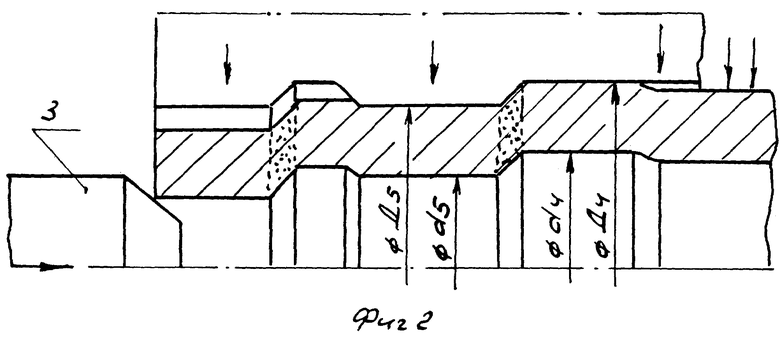
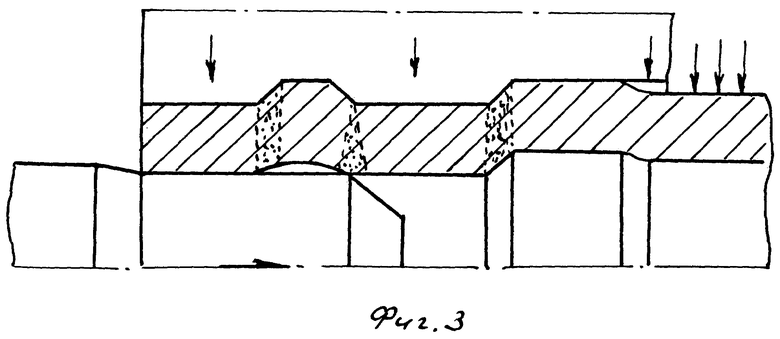
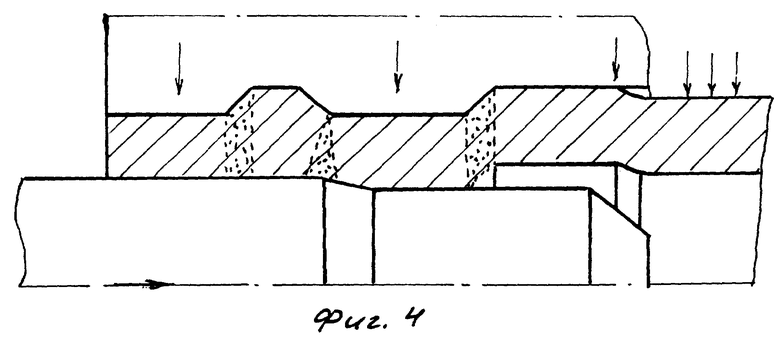
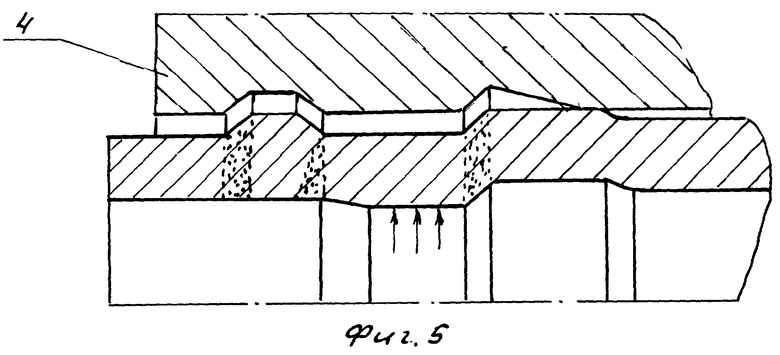
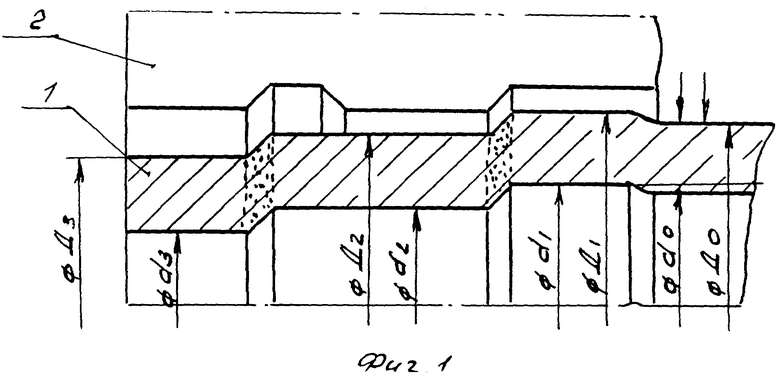
Сущность изобретения поясняется чертежами, где на фиг.1 приведено исходное положение сегмента разъемной матрицы и профилированного конца трубы с увеличенными геометрическими размерами по внешним диаметрам; на фиг.2 - стадия окончания ступенчатого радиального обжима в пределах части длины профилированной законцовки; на фиг.3 - стадия внедрения малой ступени конического дорна в отверстие законцовки; на фиг.4 - окончание стадии формирования кольцевого выступа внедрением в отверстие законцовки большой ступени дорна; на фиг.5 - соединяемые элементы перед осуществлением предварительного закрепления трубы ее профилированной законцовкой в отверстии трубной решетки; на фиг.6 - окончание стадии предварительного закрепления трубы в отверстии трубной решетки; на фиг.7 - исходное положение ступенчатого дорна и соединяемых элементов перед их окончательным закреплением; на фиг.8 - стадия формирования колокольчика на кромках отверстия трубной решетки; на фиг.9 - неразъемное соединение трубы с трубной решеткой.
Вариант осуществления изобретения состоит в следующем.
На теплообменной трубе 1 (фиг.1) выполняют операции с целью подготовки внешней поверхности ее концов к профилированию: правка трубы, отрезка мерной длины и зачистка поверхности концов до металлического блеска.
Далее осуществляют профилирование концов трубы, для чего трубу фиксируют от возможных перемещений и посредством жесткого пуансона производят раздачу ее конца до внешнего диаметра, превышающего диаметр отверстия в трубной решетке, например, для трубы 25×2,5 мм внешний диаметр конца после его раздачи равен 25,5...25,7 мм.
Затем трубу фиксируют от возможных перемещений и, посредством перемещения матрицы со ступенчатой рабочей полостью относительно ее торца, выполняют ступенчатый радиальный обжим. В результате формируются три цилиндрических участка с внешними диаметрами D1, D2 и D3, сопрягаемые переходными коническими участками. Трубу ее профилированной законцовкой устанавливают в отверстие разъемной матрицы, состоящей из трех сегментов (фиг.1). Полость, образуемая сегментами при их смыкании, содержит кольцевую канавку трапециевидного поперечного сечения. Осуществляют фиксирование трубы от возможных перемещений за пределами технологической оснастки (показано стрелками).
После чего производят смыкание сегментов матрицы, вызывая радиальный ступенчатый обжим в пределах части профилированной законцовки, т.е. перепрофилируя ее таким образом на меньшие внешние диаметры D4 и D5. Вместе с тем, часть длины профилированной законцовки, сохранившая свои геометрические размеры по внешнему диаметру D2 и консольно расположенная относительно кромки кольцевой канавки матрицы, размещается в объеме последней, частично заполняя его (фиг.2). Следует подчеркнуть, что ступенчатый радиальный обжим, с одной стороны, вызывает поперечные сдвиги в полотне цилиндрических участков, а с другой стороны, формирует поле сжимающих напряжений в радиальном и тангенциальном направлениях. Тем самым формируют неподвижность очага деформации при последующей операции над трубой и устраняют осевое течение материала трубы.
В отверстие профилированной законцовки внедряют ступенчатый дорн 3, который раздает цилиндрический участок с внешним диаметром D3 до диаметра матрицы, с размещением изгибной деформацией конического переходного участка в объеме кольцевой канавки. Напротив кольцевой канавки матрицы образуется кольцевая каверна (фиг.3).
Дальнейшее осевое перемещение ступенчатого дорна приводит воздействием его большей ступени к пластическому течению материала трубы и окончательному формированию кольцевого выступа. Причем в силу относительно небольших деформаций материал трубы в кольцевом выступе не претерпевает большого упрочнения. Перемещение же большой ступени дорна ограничивается внутренней кромкой кольцевой канавки матрицы, что обеспечивает профилирование внутренней поверхности законцовки (фиг.4).
Затем окончательно профилированную законцовку устанавливают в отверстие трубной решетки, контролируя правильность расположения трубы по выступанию торца законцовки над лицевой поверхностью трубной решетки (фиг.5).
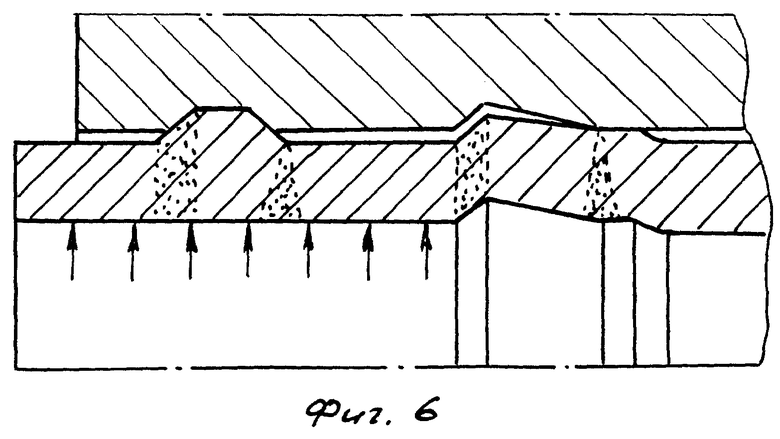
В отверстие законцовки вводят корпус механической вальцовки и производят раздачу участка (действие роликов вальцовки условно показано стрелками) законцовки с минимальным диаметром отверстия (фиг.6).
Контактная деформация законцовки вызывает внеконтактную изгибную деформацию цилиндрического (опорного) участка законцовки с внешним диаметром D4, вызывающую заполнение объема кольцевой канавки с треугольным поперечным сечением.
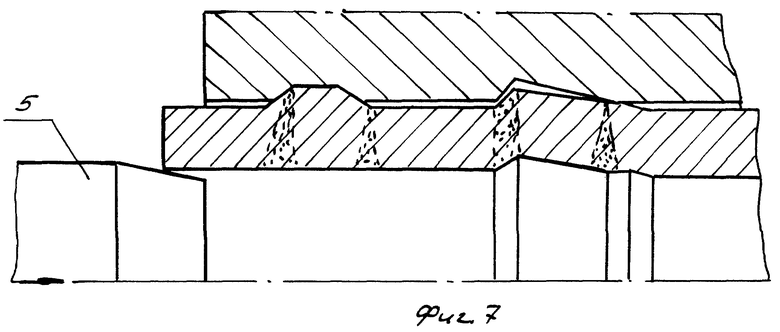
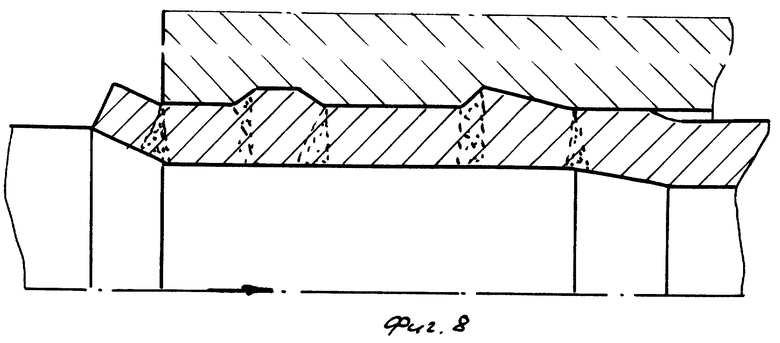
Окончательное закрепление трубы в отверстии трубной решетки достигают внедрением в отверстие законцовки ступенчатого дорна 5 (фиг.7). В этом случае малой его ступенью обеспечивают раздачу полотна законцовки до диаметра отверстия в трубной решетке с формированием поперечных сдвигов в полотне (показаны пунктирными линиями) и образование колокольчика на кромках отверстия трубной решетки (фиг.8).
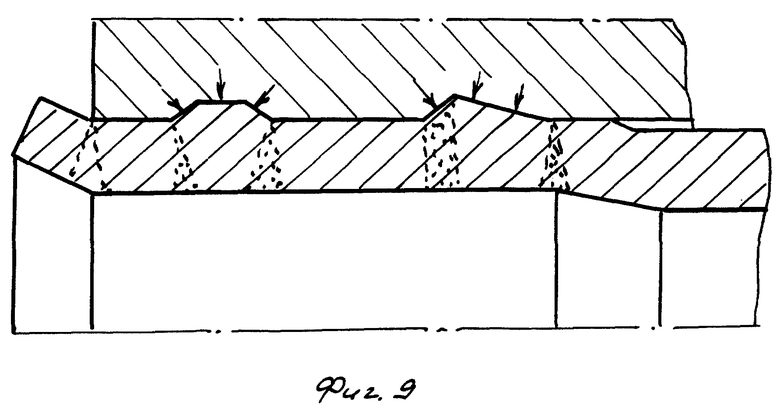
Неразъемное соединение трубы с трубной решеткой обладает повышенными служебными характеристиками, где плотность достигается кольцевыми выступами, а ее сохранение обеспечивается поперечными сдвигами, реализуемыми в полотне (фиг.9).
Аналогичные операции производят на втором конце трубы.
Опытно-промышленная проверка разработанного способа прошла при закреплении стальных (сталь 20) труб с профилированными законцовками в трубных решетках из стали 16ГС толщиной 80 мм. Исходные геометрические размеры трубы составляли: внешний диаметр - 25 мм, толщина стенки - 2,5 мм. Внешние поверхности концов труб предварительно профилировались в технологической оснастке гидравлического пресса двойного действия, развивающего максимальное усилие 0,6 МН. Цилиндрический участок законцовки с минимальным внешним диаметром имел 23,8 мм, максимальным внешним диаметром - 25,6+0,05 мм. Перепрофилированием достигали его уменьшение до диаметра 25,3+0,05 мм. Ширина переходных конических участков равнялась 2,0 мм.
Трубные отверстия изготавливались с диаметрами, равными 25,35+0,05 мм. Кольцевые канавки трубного отверстия с треугольным поперечным сечением имели: основание – 6 мм, глубину - 0,3 мм; с трапециевидным поперечным сечением: большое основание - 4,0 мм, малое основание - 2,0 мм, глубину - 0,4 мм.
Предварительное закрепление трубы в трубном отверстии выполняли на вальцовочном стенде фирмы “Индреско” (США) вальцовками отечественного производства, а окончательное закрепление - на дорновочном комплексе, изготовленном и эксплуатируемом на OOO “Ремонтно-механический завод” НК ЮКОС, при усилиях, не превышающих 0,2 МН.
Технологическая оснастка для производства труб с профилированными законцовками и их закрепления в трубных отверстиях изготавливалась из инструментальной стали У8А с твердостью после закалки HRC не менее 56 единиц и точностью исполнительных размеров по девятому квалитету.
Установлено, что образование неразъемных соединений с использованием законцовок, имеющих профилированной как внешнюю, так и внутреннюю поверхности, в сочетании с колокольчиком на кромках отверстия трубной решетки обеспечивает гарантированные повышенные служебные характеристики соединений; устраняет какую-либо дефектность, влияющую на эксплуатацию трубного пучка.
Испытаниями на выдергивание трубы из трубной решетки подтверждены повышенные прочностные характеристики неразъемных соединений (разрушение имело место вне закрепления по исходному сечению трубы).
Плотность соединений в сочетании с высокой коррозионной стойкостью обеспечили 100% их пригодность требованиям производства.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2224613C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2219010C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2010 |
|
RU2445183C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2380188C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2001 |
|
RU2215610C2 |
| СПОСОБ РЕМОНТА ТРУБНЫХ ПУЧКОВ ТЕПЛООБМЕННЫХ АППАРАТОВ | 2008 |
|
RU2385790C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2001 |
|
RU2209700C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2001 |
|
RU2208495C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2005 |
|
RU2317173C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2177854C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при закреплении труб в трубных решетках теплообменных аппаратов. Концы трубы профилируют с образованием законцовок в виде цилиндрических участков, сопрягаемых переходным коническим участком. На внешней поверхности нагружаемого участка законцовок формируют кольцевой выступ трапециевидного поперечного сечения. Выступ формируют в разъемной матрице с кольцевой канавкой ступенчатым радиальным обжимом части длины законцовки и последующей ее раздачей дорнованием отверстия с одновременным профилированием внутренней поверхности нагружаемого участка. При ступенчатом обжиме часть длины нагружаемого участка законцовки консольно располагают относительно кромки кольцевой канавки матрицы и частично заполняют объем этой канавки материалом профилированной законцовки, не подверженной радиальному обжиму. В процессе раздачи окончательно заполняют материалом трубы объем кольцевой канавки матрицы. Затем законцовку устанавливают в отверстие трубной решетки с кольцевыми канавками трапециевидного и треугольного поперечного сечения, фиксируют трубу от возможных перемещений и закрепляют. В результате обеспечивается получение качественных кольцевых плотностей между соединяемыми элементами. 9 ил.
Способ закрепления труб в трубных решетках, включающий профилирование концов трубы с образованием законцовок, содержащих цилиндрические участки, сопрягаемые переходным коническим участком, последующее формирование на внешней поверхности нагружаемого участка профилированных законцовок кольцевого выступа трапециевидного поперечного сечения, установку каждой законцовки в отверстие трубной решетки, выполненное с кольцевыми канавками трапециевидного и треугольного поперечного сечения, фиксирование трубы от возможных перемещений и последующее ее закрепление в отверстии трубной решетки путем приложения сжимающего усилия к внутренней поверхности законцовки, отличающийся тем, что формирование на внешней поверхности нагружаемого участка каждой профилированной законцовки кольцевого выступа трапециевидного поперечного сечения осуществляют в разъемной матрице с кольцевой канавкой путем ступенчатого радиального обжима части длины законцовки и последующей раздачи законцовки дорнованием ее отверстия с одновременным профилированием внутренней поверхности нагружаемого участка, при этом ступенчатый радиальный обжим части длины законцовки трубы производят с обеспечением консольного расположения части длины нагружаемого участка профилированной законцовки относительно кромки кольцевой канавки матрицы и частичного заполнения объема кольцевой канавки путем размещения в ней материала части профилированной законцовки, не подверженной радиальному обжиму и сохранившей свой внешний диаметр, а в процессе раздачи осуществляют окончательное заполнение материалом трубы объема кольцевой канавки матрицы.
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2162021C2 |
| Способ закрепления труб в отверстиях трубной решетки | 1984 |
|
SU1212656A1 |
| US 4413395 А, 08.11.1983. | |||
| Многоканальный коммутатор | 1985 |
|
SU1285511A1 |

