Изобретение относится к трубопрокатному производству и может быть использовано для упрочняющей обработки труб непосредственно в процессе горячей деформации.
Известны способы изготовления труб, в которых после окончательной деформации в редукционном стане трубы из углеродистых и низколегированных сталей интенсивно охлаждают водой в течение 3-5 с со средней скоростью 30-40°С/с за 6-10 циклов, а трубы из микролегированных V и/или Nb сталей в течение 1,5-2,0 с со средней скоростью 20-25°С/с при дальнейшем охлаждении на воздухе (патенты РФ №2112052, М. кл. С 21 D 9/06, опубл. 27.05.98. и №2163643, М. кл. С 21 D 8/10, опубл. 27.02.2001).
Недостатками этих способов является то, что уровень достигаемых свойств в значительной степени определяется параметрами конечной деформации в редукционном стане и их эффективность снижается при уменьшении степени деформации ниже 20%. Поэтому они не пригодны для труб диаметром выше 80 мм, когда степень конечной деформации составляет 5-10% и при деформации не происходит измельчения аустенитного зерна и соответственно повышения дисперсности конечной структуры, определяющей уровень свойств. Кроме того, интенсивное охлаждение и попадание воды внутрь трубы приводят к искажению геометрических параметров труб - появлению концевой кривизны, отклонению от прямолинейности, овальности.
Наиболее близким по технической сущности и достигаемому результату является способ прокатки труб с термомеханической обработкой, в котором с целью исключения попадания воды внутрь трубы перед охлаждением осуществляют закрытие переднего конца трубы путем деформирования части периметра и окончательного его закрытия при редуцировании, при этом степень закрытия тем выше, чем больше степень деформации. Такой способ позволяет значительно уменьшить заливку воды внутрь трубы и в результате значительно снизить процент брака по кривизне и повысить равномерность свойств по длине и периметру (патент РФ №2068450, М. кл. С 21 D 9/08, опубл. 27.10.96.).
Недостатком известного способа является то, что он также не эффективен в случае малых степеней конечной деформации в редукционном стане, кроме того, при его реализации не решается проблема исключения овализации труб при их интенсивном наружном охлаждении.
Задачей настоящего изобретения является разработка способа прокатки труб из низколегированных и микролегированных Nb, V и Мо сталей, обеспечивающего повышение эффективности и расширение области применения термомеханической обработки в линии установки с непрерывным станом, в котором основные процессы формирования мелкодисперсной структуры, определяющей благоприятный уровень конечных свойств труб, происходят при предварительной деформации в непрерывном стане.
Поставленная задача решается тем, что в способе прокатки труб с термомеханической обработкой, включающем нагрев, прошивку заготовки, предварительную деформацию в непрерывном стане с охлаждением, нагрев, окончательную деформацию с последующим охлаждением, согласно изобретению перед началом деформации в непрерывном стане производят охлаждение с наружной поверхности трубы водой давлением не менее 15 ати, а в процессе деформации с суммарной степенью обжатия не менее 50% осуществляют двустороннее охлаждение трубы до температуры 800-900°С: с внутренней стороны за счет контакта с предварительно охлажденной до температуры 150-250°С оправкой, а с наружной стороны - деформирующими валками и организованными потоками воды. Кроме того, после деформации в непрерывном стане трубы охлаждают перед индукционным нагревом до температуры менее 700°С, а после окончательной деформации в редукционном стане осуществляют регулируемое охлаждение водой со средней скоростью не менее 35°С/с до температуры 650-700°С.
При таких условиях горячей деформации основную роль в процессе структурообразования играют температурно-деформационные параметры прокатки в непрерывном стане, которые близки для всего сортамента выпускаемых труб. Высокая степень деформации (не менее 50%) и охлаждение до начала и в процессе прокатки в непрерывном стане обеспечивают получение мелкодисперсной структуры уже на этапе предварительной деформации.
При охлаждении перед началом деформации в непрерывном стане помимо интенсивного охлаждения наружной поверхности трубы происходит и гидроудаление окалины. Давление воды, подаваемой на охлаждение, должно быть не менее 15 ати, так как при меньшем давлении не создаются условия для стабильного гидроудаления окалины и интенсивного, равномерного охлаждения. Отсутствие грубой окалины на поверхности повышает эффективность дальнейшего наружного охлаждения как потоками охлаждающей воды, так и деформирующими валками. Эффективность охлаждения наружной поверхности в процессе деформации в непрерывном стане регулируется параметрами (давление, расход) истечения воды на поверхность трубы перед станом, расходом и давлением воды, направленной на трубу в стане и интенсивностью охлаждения валков. Интенсивность охлаждения труб с внутренней поверхности определяется температурой оправки, задаваемой в трубу перед прокаткой, которая должна составлять 150-250°С. При температуре ниже 150°С нарушаются условия нанесения смазки на оправку и становится возможным налипание на нее металла трубы, а при температуре выше 250°С появляется опасность деформации оправки при ее транспортировке в линии стана.
В результате ускоренного охлаждения труб горячая деформация в многоклетьевом непрерывном стане происходит на каждом последующем этапе при понижающихся до 800-900°С температурах, и рост зерна при этом не происходит. При использовании микролегированных Nb, V и Мо сталей инициированное деформацией выделение карбидов дополнительно измельчает аустенитное зерно. Оставшиеся в твердом растворе микродобавки Nb, V и Мо стабилизируют аустенит и обеспечивают получение преимущественно перлитной высокодисперсной конечной структуры при охлаждении на воздухе. Снижение температуры конца деформации ниже 800°С создает значительные технологические трудности при извлечении оправки, а повышение температуры выше 900°С приведет к снижению эффекта измельчения зерна.
Охлаждение перед конечной деформацией до температуры ниже 700°С позволяет при последующем высокоскоростном индукционном нагреве получить в результате фазовой перекристаллизации сверхмелкое аустенитное зерно и таким образом повысить не только прочность, но и хладостойкость стали. Охлаждение до температуры выше 700°С не обеспечит при последующем нагреве полной перекристаллизации и соответствующего измельчения зерна.
Предлагаемые параметры горячей деформации в непрерывном стане, условия охлаждения перед окончательной деформацией в комплексе со специальными микролегированными сталями обеспечивают формирование благоприятной высокодисперсной преимущественно перлитной конечной структуры, обеспечивающей требуемый комплекс свойств.
Дополнительное ускоренное охлаждение со средней скоростью не менее 35°С/с до температуры 650-700°С после конечной деформации применяется для труб из низколегированных марок сталей с целью снижения объемной доли феррита в структуре стали и обеспечения требуемой степени упрочнения. Снижение температуры конца охлаждения ниже 650°С приводит к появлению в структуре бейнита и к охрупчиванию стали, а снижение скорости охлаждения менее 35°С/с и соответственно повышение температуры конца охлаждения выше 700°С не позволяют достигнуть требуемой величины упрочнения.
Предлагаемый способ термомеханической обработки осуществляется в линии установок с непрерывным станом, например, ТПА-80 следующим образом (см. чертеж).
Заготовка после нагрева в печи 1 разрезается ножницами 2 на мерные длины, затем прокатывается в гильзу на прошивном стане 3. Перед началом деформации на непрерывном стане 4 в гильзу задается оправка, и гильза транспортируется через охлаждающее устройство 5, в котором осуществляется ее начальное охлаждение высокоскоростными струями с удалением окалины. В процессе деформации в непрерывном стане одновременно осуществляется двустороннее охлаждение трубы: наружной поверхности охлаждаемыми водой деформирующими валками и организованными потоками воды, а с внутренней стороны - за счет контакта с охлажденной до температуры 150-250°С оправкой.
После прокатки гильзы в черновую трубу из нее на извлекателе 6 удаляется оправка, которая в ванне 7 охлаждается до температуры 150-250°С, затем на ее поверхность наносится водный раствор смазки из струйного устройства 8, и оправка задается в следующую трубу. Черновая труба в линии транспортировки может охлаждаться как на воздухе, так и водой в разъемных охлаждающих устройствах 9.
После обрезки заднего конца на пиле 10 труба поступает в линию индукционного нагрева 11, нагревается до температуры 800-950°С, задается в редукционный стан 12 и прокатывается на готовый размер. При необходимости в линию транспортировки труб за редукционным станом вводят систему охлаждения 13 и осуществляют интенсивное регулируемое охлаждение трубы до необходимой температуры с заданной скоростью.
С использованием предлагаемого способа в линии трубопрокатного агрегата ТПА-80 можно осуществить следующие технологические схемы ТМО:
1 - прокатку труб с охлаждением в процессе деформации в непрерывном стане;
2 - прокатку труб с охлаждением в непрерывном стане с последующей фазовой перекристаллизацией перед окончательной деформацией;
3 - прокатку труб с охлаждением в непрерывном стане и дополнительным охлаждением труб после окончательной деформации в редукционном стане.
Предлагаемый и известный способы прокатки были опробованы в линии трубопрокатного агрегата ТПА-80 Трубопрокатного цеха №3 ОАО "Синарский трубный завод" при изготовлении труб размером 89×6,5 мм группы прочности Е из стали 48ХГ2МБ и размером 73×5,5 мм группы прочности К из стали 37Г2С. Охлаждение труб перед началом деформации в непрерывном стане осуществляли в многосопловом охлаждающем устройстве высокого давления, расположенном перед входом в стан, расход воды составлял 18-20 м3/ч, давление 18 ати. В процессе деформации в систему охлаждения валков подавалась вода общим расходом 150 м3/ч и давлением 5 ати. Температура оправки, задаваемой в гильзу, составляла 180°С. Для осуществления перекристаллизации перед индукционным нагревом до 900-930°С трубы охлаждались в опытном разъемном спрейере до температуры 680°С. Трубы размером 73×5,5 мм из стали 37Г2С после окончательной деформации охлаждались в линии спрейеров до температуры 650-680°С со средней скоростью 40-45°С/с.
Результаты опытных прокаток труб из стали 48Г2МБ и 37Г2С, приведенные в таблице 1, показали, что по предлагаемому решению можно получать трубы, обладающие благоприятным комплексом свойств, в том числе ударной вязкостью при отрицательных температурах, а также требуемыми значениями геометрических параметров. При обработке по прототипу труб диаметром 89 мм брак по овальности достигает 100%, кроме того, при использовании микролегированной стали в структуре появляется бейнит и в результате резко падает пластичность и ударная вязкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 2013 |
|
RU2564770C2 |
| СПОСОБ ПРОКАТКИ ТРУБ С ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 1993 |
|
RU2068450C1 |
| СПОСОБ ПРОКАТКИ ТРУБ С ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 2014 |
|
RU2580773C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 2004 |
|
RU2245375C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ТРУБ ИЗ НИЗКОЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ И УГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2007 |
|
RU2371265C2 |
| ТРУБА НЕФТЯНОГО СОРТАМЕНТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2007 |
|
RU2352647C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ МИКРОЛЕГИРОВАННЫХ СТАЛЕЙ | 2000 |
|
RU2163643C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ТРУБ В МНОГОКЛЕТЬЕВОМ ПРОКАТНОМ СТАНЕ | 2004 |
|
RU2254189C1 |
| СПОСОБ ПРОКАТКИ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ СЛИТКОВ И ЗАГОТОВОК СПЛАВОВ НА ОСНОВЕ ТИТАНА НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2315672C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ИЗДЕЛИЙ | 2009 |
|
RU2385194C1 |
Изобретение относится к области трубопрокатного производства, в частности для упрочняющей обработки труб непосредственно в процессе горячей деформации. Задача изобретения: повышение эффективности и расширение области применения термомеханической обработки в линии установки с непрерывным станом. Заготовку нагревают и прокатывают в гильзу, насаживают гильзу на оправку и охлаждают водой давлением не менее 15 ати с удалением окалины перед деформацией в непрерывном стане. В процессе деформации в непрерывном стане с суммарной степенью обжатия не менее 50% осуществляют двустороннее охлаждение трубы до температуры 800-900°С, при этом с внутренней стороны охлаждают за счет контакта с предварительно охлажденной до температуры 150-250°С оправкой, а с наружной поверхности - валками и организованными потоками воды. После деформации в непрерывном стане трубу охлаждают до температуры менее 700°С, осуществляют индукционный нагрев и подвергают окончательной деформации в редукционном стане с одновременным регулируемым охлаждением трубы водой со средней скоростью не менее 35°С/с до температуры 650-700°С. Трубы обладают благоприятным комплексом свойств и требуемыми значениями геометрических параметров. 2 з.п. ф-лы, 1 табл., 1 ил.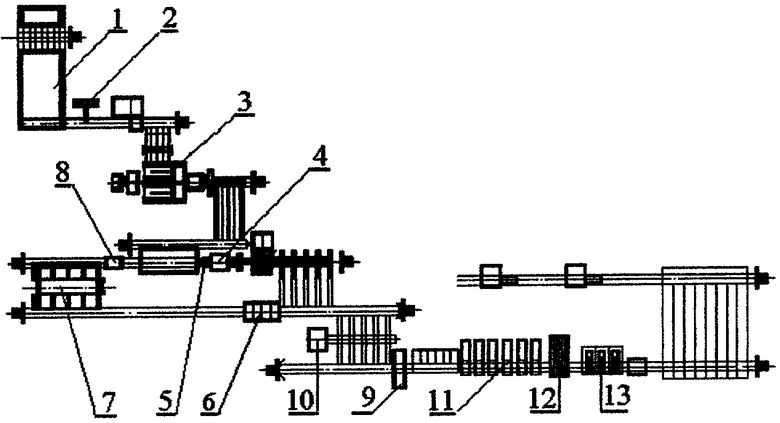
| СПОСОБ ПРОКАТКИ ТРУБ С ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 1993 |
|
RU2068450C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 2004 |
|
RU2245375C1 |
| Способ очистки внутренних поверхностей емкостей | 1976 |
|
SU680772A1 |
| Способ непрерывной прокатки труб | 1990 |
|
SU1784305A1 |
| СПОСОБ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ ИЗ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ МАРОК СТАЛИ | 2001 |
|
RU2215602C2 |

