Изобретение относится к черной металлургии, более конкретно к прокатному производству, и может быть использовано при производстве бесшовных труб горячей прокаткой.
Известны способы прокатки труб на составных оправках, например, способ продольной прокатки труб, включающий задачу гильзы с короткой охлажденной оправкой в калибр, образованный ручьевыми валками и оправкой, удерживаемой справочным стержнем, деформацию ее валками на нескольких упирающихся друг в друга оправках и удаление после прокатки оправки на охлаждение. Данный способ позволяет получить большие обжатия по стенке за один проход гильзы.
Недостатком данного способа является небольшая площадь и ускоренный износ рабочей зоны каждой оправки (зоны, воспринимающей через гильзу деформирующее воздействие валков), вследствие чего происходит ускоренный выход из эксплуатации всей оправки (из-за невозможности получения труб необходимой точности). Кроме того неподвижность оправок вызывает повышенное трение и снижение качества внутренней поверхности гильзы.
Наиболее близким к предлагаемому способу по технической сущности является способ продольной прокатки труб, включающий задачу гильзы с короткой охлажденной оправкой в калибр, образованный ручьевыми валками и-оправкой, удерживаемой опрайочным стержнем, деформацию ее валками на нескольких упирающихся друг в друга оправках и удаление после прокатки оправки на охлаждение, по которому опраX ОС
ь
ОС
с
вшЛ
вечному стержню сообщают принудительное осевое движение на величину, близкую к расстоянию между калибрами, по ходу перемещения трубы во время деформации и против - после деформации. Данный спо- соб позволяет улучшить качество внутренней поверхности труб путем улучшения условий трения на контактной поверхности, что достигается за счет обеспечения подвижности секции составной оправки в оча- гах деформации.
Наиболее существенным недостатком указанного способа является невозможность обеспечений равномерШТо износа рабочих поверхностей всех секций оправки, поскольку при указанных параметрах процесса прокатки не будет исп ол ШЭваться значительная часть длины рабочей поверхности последней секции. В результате после определенного количества циклов прокатки (меньшего чем возможный срок эксплуатации оправки) все секции оправки будут иметь неравномерный износ по длине, что приведет к нестабильности характеристик процесса в очагах деформации, а следовательно к существенном/ ухудше- нию внутренней поверхности труб.
Целью изобретения является повышение срока службы оправки без СКижения качества труб путем обеспечения равномер- ного износа оправки.
Это достигается за счет того, что длину секции оправки выбирают равной 0,1...0,5 длины гильзы и это соотношёниҐустана,вли- вают при выборе скоростей перемещения справочного стержня и гильзы, при этом стержень перемещают на расстояние, равное сумме длин межкалиберных промежутков за вычетом длины оправки без двух секций, а длины межкалиберных промежут- ков определяют после выбора числа калибров и коэффициентов вытяжки в них по математическому выражению: L
Sn
1 I п
П /и 1 1
где Sn - длина n-го межкалиберного промежутка;
L-длина гильзы;
I - длина секции оправки; fi -коэффициентвытяжки в 1-м калибре;
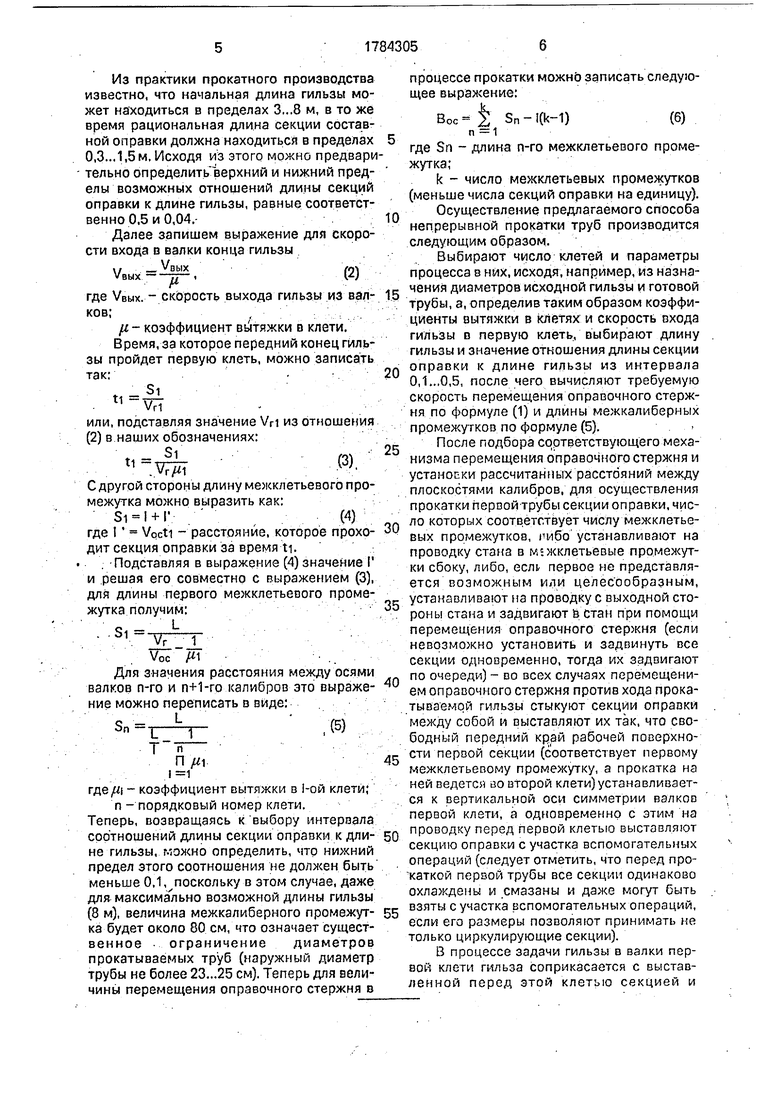
п - порядковый номер калибра. На чертеже изображена циклограмма прокатки, опирающаяся на схему расположения секций оправки в стане.
В показанном на чертеже варианте составная оправка включает установленную в
0
5 0 5
0
5 0
5
0
5
стан перед прокаткой с участка вспомогательных сепарации секцию 1, остающуюся после предыдущей прокатки на текущую и следующую секцию 2, удаляемую из стана после текущей прокатки на участок вспомогательных операций секцию 3, скорости которых, обозначенные соответственно VOL Vo2, Voa, в процессе перемещения состыкованной оправки равны между собой и соответствуют скорости Voc перемещения справочного стержня 4. Скорости перемещения гильзы 5 обозначены: Vr - скорость входа гильзы в первую клеть, VM, Vr2, Vr3 - Скорости выхода гильзы соответственно из первой, второй и третьей клети. При увеличении числа клетей соответственно увеличится и число секций 2. Диаметр гильзы на схемз изображен условно постоянным.
Длина рабочей поверхности секции оправки обозначена буквой I, расстояние между соседними вертикальными осями симметрии валков (показанными римскими цифрами I-1,1I-II, НИИ) соответствуют длине межкалиберных промежутков Si и $2, а величина перемещения справочного стержня в процессе прокатки обозначена Вое. Как видно из циклограммы, каждая секция оправки полностью обеспечивает протекание процесса прокатки только в своей клети и освобождается от гильзы, 1огда задний край рабочей поверхности оказывается1 у вертикальной оси валков следующей клети (т.е. она остается на проводке стана в следующем межклетьевом промежутке). Необходимо также подчеркнуть, что угол при вершине конуса стыковочных поверхностей секции оправки и скорость задачи гильзы выбраны такими, что при задаче гильзы обеспечивается передвижение секции 1 без нарушения ее контакта с проводкой стана и плотное поджатие ее к секции 2, а величины диаметра секций и внутреннего диаметра гильзы обеспечивают сохранение этого под- жатия после входа секции внутрь задаваемой гильзы. Секция 1 берется, а секция 3 удаляется на участок Ёспомогательных операций (охлаждения и смазки).
Для вывода аналитических выражений, позволяющих вычислить величины скорости перемещения справочного стержня и межкалиберных промежутков, обеспечивающие показанный на циклограмме принцип прокатки, отметим, что через каждую клеть гильза и секция оправки проходят через одно и тоже время. Например, для первой клети можно записать:
о)
Vr Voc
где L- начальная длина гильзы.
Из практики прокатного производства известно, что начальная длина гильзы может находиться в пределах 3...8 м, в то же время рациональная длина секции составной оправки должна находиться в пределах 0,3...1,5м,Исходя из этого можно предварительно определить верхний и нижний пределы возможных отношений длины секций оправки к длине гильзы, равные соответственно 0,5 и 0,04.
Далее запишем выражение для скорости входа в валки конца гильзы Лэых
VBIJX
(2)
t1
где Увых. - скорость выхода гильзы из вал- ков;
ft - коэффициент вытяжки в клети.
Время, за которое передний конец гильзы пройдет первую клеть, можно записать так:.
«-Ј
или, подставляя значение Vri из отношения (2) в наших обозначениях:
- S1ffl
7ГЖ(3)
С другой стороны длину межклетьевого промежутка можно выразить как:
S1-I + I (4)
где I Vocti - расстояние, которое прохо- дит секция оправки за время ц.
Подставляя в выражение (4) значение I1 и решая его совместно с выражением (3), для длины первого межклетьевого промежутка получим:
Si- . L
Ь1
Voc /М
Для значения расстояния между осями валков n-го и n+1-ro калибров это выраже- ние можно переписать в виде:
Sn T-Ц- .(5)
Т.
Т
Г
П р
где/4 - коэффициент вытяжки в 1-ой клети;
п - порядковый номер клети. Теперь, возвращаясь к выбору интерпала соотношений длины секции оправки к дли- не гильзы, можно определить, что нижний предел этого соотношения не должен быть меньше 0,1, поскольку в этом случае, даже для максимально возможной длины гильзы (8 м), величина межкалиберного промежут- ка будет около 00 см, что означает существенное ограничение диаметров прокатываемых труб (наружный диаметр трубы не более 23.„25 см). Теперь для величины перемещения справочного стержня в
5 0
5
0
5
°
5
0
5
0 5
процессе прокатки можно записать следующее выражение:
Вое - Ј Sn - I(k-1)(6)
n 1
где Sn - длина n-ro межклетьевого промежутка;
k - число межклетьевых промежутков (меньше числа секций оправки на единицу).
Осуществление предлагаемого способа непрерывной прокатки труб производится следующим образом.
Выбирают число клетей и параметры процесса в них, исходя, например, из назначения диаметров исходной гильзы и готовой трубы, а, определив таким образом коэффициенты вытяжки в клетях и скорость схода гильзы в первую клеть, выбирают длину гильзы и значение отношения длины секции оправки к длине гильзы из интервала 0,1...0,5, после чего вычисляют требуемую скорость перемещения справочного стержня по формуле (1) и длины межкалиберных промежутков по формуле (5).
После подбора соответствующего механизма перемещения справочного стержня и устаногки рассчитанных расстояний между плоскостями калибров, для осуществления прокатки первой трубы секции оправки, число которых соответствует числу межклетьс- вых промежутков, гибо устанавливают на проводку стана в мгжклетьевые промежутки сбоку, либо, есль первое не представляется возможным или целесообразным, устанавливают на проводку с выходной стороны стана и задвигают в стан при помощи перемещения справочного стержня (если невозможно установить и задвинуть все секции одновременно, тогда их задвигают по очереди) - во всех случаях перемещением справочного стержня против хода прокатываемой гильзы стыкуют секции оправки между собой и выставляют их так, что свободный передний край рабочей поверхности первой секции (соответствует первому межклетьевому промежутку, а прокатка на ней ведется но второй клети) уста на вливается к вертикальной оси симметрии валков первой клети, а одновременно с этим на проводку перед первой клетыо выставляют секцию оправки с участка вспомогательных операций (следует отметить, что перед прокаткой первой трубы все секции одинаково охлаждены и смазаны и даже могут быть взяты с участка вспомогательных операций, если его размеры позволяют принимать не только циркулирующие секции).
В процессе задачи гильзы в валки первой клети гильза соприкасается с выставленной перед этой клетыо секцией и
придвигает ее к остальным секциям, образуя единую составную оправку, при этом не нарушается контакт секции с проводкой, а когда секция заходит в гильзу малая разность мх контактных диаметров обеспечивает воз- никновение силы трения, достаточной для сохранения целостности стыковки составной оправки.
В момент прохождения передним краем гильзы вертикальной оси валков первой клети включает механизм перемещения справочного стержня и начинают перемещать стержень с расчетной скоростью, а, когда задний край гильзы (трубы) проходит вертикальную ось валков последней клети, меха- иизм перемещения справочного стержня выключают, фиксируя стержень (фиксацию можно производить также по замеру смещения стержня, рассчитанного по формуле (6), выдающими валками трубу стягивают с по- следней секции оправки, которую удаляют на участок вспомогательных операций, отводя одновременно с этим справочный стержень и удаляя из стана готовую трубу.
Начальной операцией следующего цик- ла прокатки является перемещение справочного стержня против хода прокатываемой гильзы для стыковки секций, оставшихся в межклетьевых промежутках, с выставлением свободного переднего края рабочей поверхности первой секции к вертикальной оси симметрии валков первой клети, а затем производятся все остальные операции без изменений,
Формула изобретения
Способ непрерывной прокатки труб, включающий деформацию трубы в нескольких ручьевых калибрах на сборной, состоящей из секций по числу калибров, оправке, упирающейся в справочный стержень, перемещаемый по ходу прокатки во время прокатки и в обратном направлении после удаления на охлаждение секции, примыкающей к стержню, подачу трубой охлажденной секции к первому калибру до упора в расположенную в нем секцию, поджатую другими секциями и справочным стержнем, отличающийся тем, что, с целью повышения срока службы оправки без снижения качества труб путем обеспечения равномерного износа оправки, длину секции оправки выбирают равной 0,1...0,5 длины гильзы и это соотношение устанавливают при выборе скоростей перемещения справочного стержня и гильзы, при этом стержень перемещают на расстояние, равное сумме длин межкалиберных промежутков за вычетом длины оправки без двух секций, а длины межкалиберных промежутков определяют после выбора числа калибров и коэффициентов вытяжки в них по математическому выражению: L
Sn
1
1
п П/fi
I 1
где Sn-длина п-го межкалиберного промежутка;
L-длина гильзы; - длина секции оправки;
ц - коэффициент вытяжки в 1-м калибре;
п - порядковый номер калибра.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ продольной прокатки труб | 1978 |
|
SU1022760A1 |
| Способ продольной прокатки труб | 1989 |
|
SU1733131A1 |
| Технологический инструмент непрерывного стана оправочной прокатки труб | 1990 |
|
SU1734901A1 |
| Способ непрерывной прокатки труб | 1981 |
|
SU982830A1 |
| КАЛИБР ТРУБОПРОКАТНОГО СТАНА | 2013 |
|
RU2530591C2 |
| Оправка для продольной прокатки труб | 1978 |
|
SU1022761A1 |
| Стан продольной прокатки труб | 1978 |
|
SU766680A1 |
| Задний стол прошивного стана | 1987 |
|
SU1488050A1 |
| Непрерывный трубопрокатный стан | 1980 |
|
SU869876A1 |
| СПОСОБ ДЕФОРМАЦИИ ТРУБ | 2007 |
|
RU2350416C1 |

Использование: преимущественно при производстве бесшовных труб горячей продольной прокаткой на непрерывных станах. Суть изобретения: прокатку труб на сборной из секций оправке. Секции оправки по числу межклетьевых промежутков размещают в каждом промежутке. Стыкуют секции перемещением справочного стержня против направления движения гильзы, выставляя свободный передний край рабочей поверхности первой секции к вертикальной оси симметрии валков первой клети. Устанавливают перед калибром первой клети секцию оправки и поджимают ее костальным секциям воздействием гильзы при задаче, а в момент прохождения передним краем гильзы вертикальной оси валков первой клети начинают перемещать опр ааоЧн ый стержень с постоянной скоростью на расстояние, равное сумме длин межклётьевых промежутков за вычетом длины составной оправки без двух секций. 1 ил.
| Датчик угла наклона объекта | 1991 |
|
SU1837161A1 |
| Способ продольной прокатки труб | 1978 |
|
SU1022760A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
