Изобретение направлено на совершенствование технологии упрочнения труб нефтяного сортамента из микролегированных ниобием (Nb) и/или ванадием (V) сталей непосредственно в линии трубопрокатной установки.
Наиболее близким аналогом к заявленному изобретению по технической сущности и достигаемому результату является способ термической обработки труб из углеродистых сталей (марок 20, "Д") и низколегированных сталей (типа 37Г2С), заключающийся в том, что трубу охлаждают водой по выходу из последней клети стана, при этом охлаждение наружной поверхности трубы начинают с 800-840oC в течение 3-5 с со средней скоростью 30-40 град/с за 6-10 циклов, длительность интенсивного охлаждения в цикл составляет 0,2-0,3 с паузами между циклами 0,15-0,2 с [патент РФ N 2112052, Кл. C 21 D 9/08, опубл. 27.05.98 г.].
Недостатком этого способа является то, что он непригоден для упрочнения труб из сталей, микролегированных ниобием и/или ванадием с пониженным содержанием дефицитного в России марганца. При заявленных в способе режимах нагрева и охлаждения проявляется влияние малых добавок этих элементов только на повышение прокаливаемости и не используются эффекты торможения рекристаллизации аустенита при горячей деформации и дисперсионного твердения. В результате в конечной структуре стали после интенсивного охлаждения вместо перлита образуется верхний бейнит, что приводит к сильному упрочнению, но одновременно резко снижаются пластические характеристики.
Задачей настоящего изобретения является разработка способа изготовления труб нефтяного сортамента из микролегированной ниобием и/или ванадием стали, который обеспечивает реализацию уникального влияния малых добавок этих элементов на одновременное повышение прочности, пластичности и хладостойкости стали путем совершенствования параметров охлаждения труб после предварительной и окончательной горячей деформации.
Поставленная задача решается тем, что в способе изготовления, включающем предварительную горячую деформацию, охлаждение, нагрев, окончательную деформацию и охлаждение, согласно изобретению после предварительной горячей деформации трубы подвергают охлаждению на воздухе в течение 55-60 с до 735-770oC, нагрев под окончательную деформацию ведут до 810-850oC, а после окончательной деформации осуществляют охлаждение водой в течение 1,5-2,0 с со средней скоростью 20-25 град/с с дальнейшим охлаждением на воздухе. Такие параметры горячей деформации и охлаждения создают условия для эффективного влияния ниобия и ванадия на процессы измельчения зерна и упрочнения за счет дисперсионного твердения.
В процессе охлаждения после предварительной горячей деформации на воздухе в течение 55-60 с с температуры 1000-1500oC до температуры 735-770oC происходит выделение ниобия (около 50% от абсолютного содержания в стали) в виде частиц карбидов и карбонитридов. При последующем нагреве до 810-850oC за счет температурного гистерезиса процессов выделения - растворения не происходит растворения образовавшихся карбидов и карбонитридов. Дисперсные частицы карбидов и карбонитридов тормозят движение дислокаций и границ при нагреве и во время междеформационных пауз при окончательной деформации, что приводит к сильному измельчению аустенитного зерна.
Повышение температуры нагрева свыше 850oC ведет к растворению карбидов и частично карбонитридов ниобия и снижению эффекта измельчения зерен аустенита, а нижний интервал температур нагрева под окончательную деформацию ограничен прочностными характеристиками трубопрокатного оборудования.
В процессе ускоренного охлаждения после окончательной прокатки в течение 1,5-2,0 с со средней скоростью 20-25 град/с увеличивается число активных центров зарождения феррита, что приводит к дальнейшему измельчению конечной ферритоперлитной структуры, а при окончательном охлаждении на воздухе внутри феррита выделяются чрезвычайно дисперсные (размеры до 5 нм) частицы карбидов и карбонитридов ниобия и ванадия, обуславливающие дисперсионное упрочнение стали. Повышение скорости и длительность охлаждения свыше 2,0 с и 20-25 град/с соответственно приводит к образованию высокоуглеродистого верхнего бейнита и к охрупчиванию стали.
Предлагаемый способ осуществляется следующим образом.
Трубы-заготовки после предварительной деформации при 1000-1050oC в непрерывном стане охлаждают на воздухе в течение 55-60 с до 735-770oC. После нагрева в индукционных установках до 800-850oC производится окончательная деформация в многоклетьевом редукционном стане с суммарной степенью деформации 20-30%. По выходу из последней клети стана трубы охлаждают водой в течение 1,5-2,0 с со средней скоростью 20-25 град/с до 680-720oC, дальнейшее охлаждение ведут на воздухе.
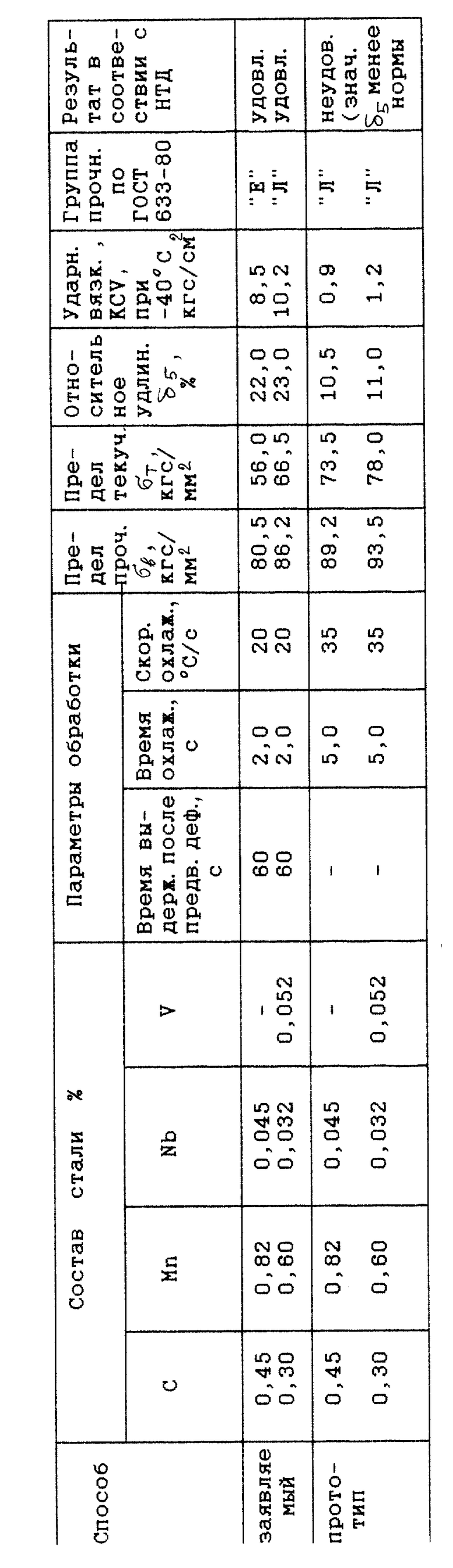
Предлагаемый и известный способы были осуществлены в промышленных условиях в линии трубопрокатного агрегата ТПА-80 ОАО "Синарский трубный завод" при прокатке насосно-компрессорных труб наружным диаметром 73 мм, толщиной стенки 5,5 мм из двух марок стали, микролегированных ниобием (0,45% C; 0,82% Mn и 0,045% Nb) и ниобием с ванадием (0,30% C; 0,60% Mn; 0,032% Nb и 0,052% V).
Результаты исследования свойств труб приведены в таблице.
Как видно из таблицы, обработка по предлагаемому способу позволяет из низкомарганцовистой стали, содержащей малые добавки Nb и Nb+V получать трубы нефтяного сортамента группы прочности "Е" и "Л" (ГОСТ 633-80) повышенной хладостойкости, что очень важно для северных районов России.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 2004 |
|
RU2245375C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 1999 |
|
RU2153011C1 |
| СПОСОБ ПРОКАТКИ ТРУБ С ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 2014 |
|
RU2580773C2 |
| ТРУБА НЕФТЯНОГО СОРТАМЕНТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2007 |
|
RU2352647C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 2013 |
|
RU2564770C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 1998 |
|
RU2132396C1 |
| СПОСОБ ПРОКАТКИ ТРУБ С ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 2005 |
|
RU2291903C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2387718C2 |
| ВЫСОКОПРОЧНАЯ АУСТЕНИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ И СПОСОБ ОКОНЧАТЕЛЬНОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ НЕЕ | 2004 |
|
RU2254394C1 |
| Способ производства толстолистового проката с повышенной хладостойкостью для изготовления электросварных труб и сварных конструкций | 2018 |
|
RU2714566C2 |
Изобретение относится к производству труб нефтяного сортамента из микролегированных ниобием и/или ванадием сталей. Задачей изобретения является повышение прочности, пластичности и хладостойкости труб. Трубы-заготовки из стали, содержащей C, Mn, Nb, V, предварительно деформируют при 1000oC, охлаждают на воздухе в течение 55 с до 735oC, нагревают в индукционной установке до 800oC и окончательно деформируют в многоклетьевом редукционном стане с суммарной степенью деформации 20%. По выходу из последней клети стана трубы охлаждают водой в течение 1,5 с со средней скоростью 20 град/с до 680oC и окончательно охлаждают на воздухе. 1 табл.
Способ изготовления труб из микролегированной ниобием и/или ванадием стали, включающий предварительную горячую деформацию, охлаждение, нагрев, окончательную деформацию и охлаждение, отличающийся тем, что после предварительной горячей деформации трубы подвергают охлаждению на воздухе в течение 55 - 60 с до 735 - 770oС, нагрев под окончательную деформацию ведут до 800 - 850oС, а после окончательной деформации осуществляют охлаждение водой в течение 1,5 - 2,0 с со средней скоростью 25 - 25oC/с с дальнейшим охлаждением на воздухе.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 1997 |
|
RU2112052C1 |
| SU 648624, 28.02.1979 | |||
| Способ изготовления труб из аустенитных коррозионностойких сталей | 1988 |
|
SU1573037A1 |
| Способ термической обработки трубных изделий из конструкционных легированных сталей | 1984 |
|
SU1188214A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 1998 |
|
RU2132396C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1997 |
|
RU2110588C1 |
| Делинтерная машина | 1943 |
|
SU64730A1 |
| DE 3415590 A, 31.10.1985. | |||

