Изобретение относится к металлообработке и может быть использовано в качестве вибрационного резца для обработки колесных пар подвижного состава железнодорожного транспорта и режущих пластин, которые могут быть использованы в таких резцах. Заявляемые устройства также могут быть использованы как общемашиностроительные резцы.
Механическая обработка колесных пар является наиболее сложной и ответственной операцией. Обточка железнодорожных колёс является тяжёлым точением, т.к. колёса во время эксплуатации при торможении и блокировке приобретают локальные труднообрабатываемые поверхностные дефекты термомеханического происхождения (ползуны, навары, выщербины и др.). Чтобы избежать во время точения больших ударных нагрузок стараются сразу за один проход под корень срезать все эти труднообрабатываемые поверхностные дефекты, поэтому глубина съёма стружки доходит до 12 мм.
Известен резец для вибрационного резания по обработке колесных пар подвижного состава железнодорожного транспорта, содержащий выполненную с верхним и нижним металлическими слоями державку, в которой расположена режущая пластина, узел ее крепления, укосину, установленную в пазах, выполненных на внутренних поверхностях верхнего и нижнего металлических слоев державки, композиционный материал, размещенный в полости между укосиной, верхним и нижним металлическими слоями державки, в полости у головки резца размещен термостойкий композиционный материал, укосина выполнена в виде соединенных между собой ромбов с каналами в стенках, которые заполнены виброгасящим композиционным материалом, полость внутри ромбов заполнена композиционным материалом, а один из ромбов имеет заливное отверстие с крышкой, державка имеет пазы треугольного сечения, размещенные на вертикальных гранях державки в одной плоскости поперечного сечения, а на горизонтальных гранях пазы имеют сечение в виде усеченного конуса, клинья, упруго-деформируемые и зафиксированные в пазах зажимами, размещенными в рамке, охватывающей контур державки и имеющей установочные упоры треугольного сечения, вершины которых размещены на горизонтальных гранях державки в разных плоскостях поперечного сечения, причем в пазах на горизонтальных гранях установлены пружины, один конец которых упирается в вершину усеченного конуса, а другой - в клин (RU 98961, B23B 27/00).
Согласно описанию, данный аналог обеспечивает вибрационное резание повышенной точности обработки посредством снижения сил резания с поддержанием амплитуды и частоты колебаний во всех направлениях.
К недостаткам данного резца можно отнести низкую стойкость, связанную с использованием слабого звена – пружин при наличии мощной системы демпфирования, а также высокий риск смещения вершины относительно оптимального положения, что может привести к снижению качества обработки.
Известен вибрационный резец для обработки колесных пар подвижного состава железнодорожного транспорта по патенту RU 2541331, B23B 1/00, B23B 27/00.
Вибрационный резец содержит корпус с крышкой и подвижную часть с режущей пластиной, комплект упругих элементов, связывающих подвижную часть резца с корпусом и крышкой с образованием колебательного контура, и элементы качения, при этом упругие элементы размещены между подвижной частью резца и корпусом со стороны, противоположной направлению резания.
Для достижения технического результата, заключающегося в повышении точности и производительности обработки, а также повышении стойкости инструмента за счет исключения его нагрева, элементы качения выполнены в виде двух опорных роликов, установленных в контакте с подвижной частью резца и размещенных между подвижной частью резца и корпусом с крышкой.
За счет использования точечного (линейного) контакта между резцом и обрабатываемой деталью обеспечивается исключение их нагрева.
Использование трения качения позволяет обеспечить постоянный контакт между подвижной частью резца и неподвижной частью по линии, что значительно снижает потери на трение. В результате этого, а также благодаря использованию упругих элементов из полиуретана, удалось максимально повысить частоту колебательного движения (более 45 Гц) и быстродействие. При этом между режущей пластиной и плоскостью резания возникает череда (последовательность) импульсных ударов, вызывающих образование микротрещин и опережающей трещины. Образующаяся стружка мгновенно отламывается и отлетает в сторону подачи. Контакт между передней поверхностью резца и стружкой практически отсутствует, поэтому стружка не нагревается и остается совершенно холодной стружка не передаёт свое тепло резцу.
Использование в вибрационном резце опорных роликов, примыкающих к плоскости подвижной части резца и воспринимающих реакцию сопротивления силам резания, позволяет за счет снижения трения облегчить возвратно-поворотное (колебательное) движение подвижной части резца.
За счет размещения элементов качения - роликов между подвижной и неподвижной частями резца, также позволяет снизить трение и повысить быстродействие.
Оптимальным является размещение роликов с двух сторон подвижной части резца, но можно размещать эти элементы только с одной из сторон.
К недостаткам данного резца при его использовании для обработки колесных пар можно отнести то, что для обработки поверхности катания и торцевой поверхности реборды требуется последовательное использование двух разных резцов, что увеличивает трудоемкость обработки.
В качестве прототипа выбран вибрационный резец для обработки железнодорожных колесных пар по патенту RU 2715923, B23B 27/00.
В данном вибрационном резце для обработки железнодорожных колесных пар, содержащем корпус и подвижную часть со сменной режущей пластиной, в корпусе выполнено два гнезда, в каждом из которых размещена отдельная подвижная часть с упомянутой пластиной, одна из которых выполнена с возможностью продольного перемещения с продольными колебаниями, а вторая - поперечного перемещения с поперечными колебаниями, при этом резец снабжен крышкой, комплектом упругих элементов, связывающих каждую подвижную часть с корпусом и крышкой с образованием колебательного контура, и опорными элементами, размещенными в передней и хвостовой частях упомянутых подвижных частей вдоль направления подачи, при этом упругие элементы размещены между подвижной частью резца и корпусом.
При этом опорные элементы выполнены в виде роликов с цапфами.
Из-за необходимости размещения в корпусе фактически двух комплектов подвижных частей резец имеет достаточно большую ширину и, следовательно, большую массу.
В существующих станках для обработки колёсных пар гнезда резцедержателей не предназначены для крепления резцов с широким корпусом (100 мм), т.к. их опорное основание более узкое. Например, серийно выпускаемый двух кассетный резец R(L)175.32-5055M имеет такую же высоту корпуса 50 мм, а ширину 55 мм. Станки марки 1836 позволяют закрепить резцы сечением 55×75 мм;
Заявляемое устройство обеспечит достижение следующих технических результатов:
- уменьшение ширины резца до общепринятых размеров;
- повышение технологичности обработки внутренних поверхностей корпуса и крышки, а также гнёзд для размещения в них упругих виброэлементов (удобный доступ режущего инструмента к обрабатываемым поверхностям и сокращение времени обработки);
- возможность использовать для крепления резца имеющиеся в станках резцедержатели без какой либо их доработки или переделки.
Указанная задача решается за счет того, что в вибрационном резце для обработки железнодорожных колесных пар, содержащий корпус, крышку, подвижные державки со сменными режущими пластинами, одна из которых выполнена с возможностью продольного перемещения с продольными колебаниями, а вторая - поперечного перемещения с поперечными колебаниями, опорные элементы, размещенные парами вдоль упомянутых державок по направлениям их колебаний, и упругие элементы, согласно изобретению в корпусе выполнено одно гнездо, в котором размещены упомянутые подвижные державки со сменными режущими пластинами, а упругие элементы размещены между державками и корпусом, державками и крышкой с образованием колебательных контуров.
При этом опорные элементы могут быть выполнены в виде роликов с цапфами, размещенных в пазах, выполненных в державках и расположенных в направлении подачи, и в виде роликов в сепараторах, размещенных в гнездах, выполненных на дне корпуса и верхних поверхностях державок.
Вибрационный резец может быть снабжён упором, определяющим его фиксированное положение в резцедержателе.
Он может быть снабжён уплотнительными элементами, расположенными между корпусом, крышкой и державками и изолирующими внутреннюю полость резца от внешней среды.
Кроме того, он может быть снабжён козырьком, перекрывающим внешние зазоры между корпусом с крышкой и державками.
Заявленная совокупность признаков обеспечивает достижение следующего технического результата – уменьшение ширины резца до общепринятых размеров, что позволяет использовать для крепления резца, имеющиеся в станках резцедержатели без какой либо их доработки или переделки, при этом обеспечивается повышение технологичности обработки внутренних поверхностей корпуса и крышки, а также гнёзд для размещения в них упругих виброэлементов (удобный доступ режущего инструмента к обрабатываемым поверхностям и сокращение времени обработки).
В заявляемом резце вместо двух гнезд для установки державки со сменными режущими пластинами в корпусе выполнено одно общее гнездо, в котором размещены подвижные державки с упомянутыми пластинами, при этом часть упругих элементов размещена между державками. Именно наличие этих отличительных признаков в совокупности с ограничительными признаками позволяет снизить ширину резца до общепринятых размеров.
Выполнение части опорных элементов в виде роликов с цапфами, а других опорных элементов в виде роликов в сепараторах, обеспечивает повышение устойчивости державок при воздействии на них сил резания и минимальное сопротивление (трение качения) перемещениям державок при обработке колеса.
Снабжение резца упором, определяющим его фиксированное положение в резцедержателе, сокращает время подготовительных операций для установки резца в фиксированное рабочее положение.
Наличие уплотнительных элементов между корпусом, крышкой и державками, позволяет изолировать внутреннюю полость резца от внешней среды, защищает от проникновения в неё влаги, пыли и твёрдых частиц.
Наличие козырька, перекрывающего внешние зазоры между корпусом с крышкой и державками, обеспечивает повышение защищённости внешних подвижных зазоров между державками и корпусом с крышкой от проникновения в них твердых частиц.
Проведенные патентные исследования показали соответствие заявляемого технического решения условиям патентоспособности изобретений, техническое решение являются новым, имеет изобретательский уровень.
Заявляемое изобретение является промышленно применимым.
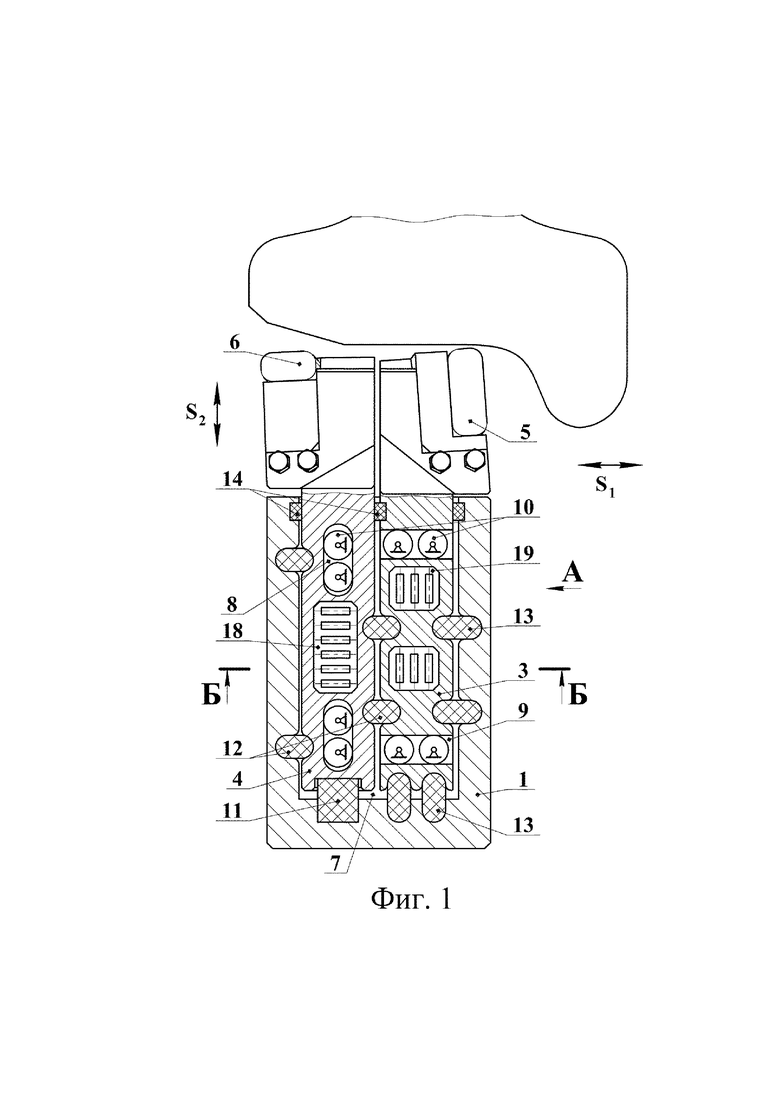
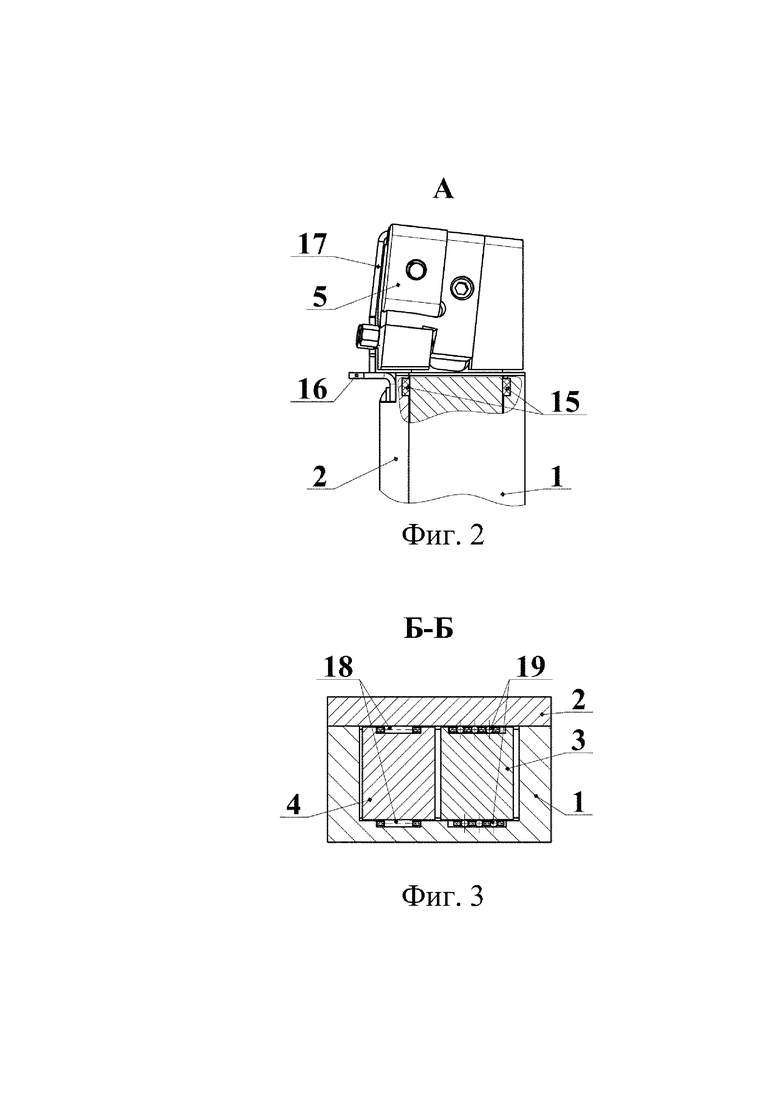
Сущность заявляемого изобретения поясняется чертежами, где на фиг. 1 представлен вид на внутреннее строения резца (со снятой крышкой), на фиг. 2 - вид по стрелке А на боковую поверхность режущей части резца, на фиг. 3 - поперечный разрез резца по Б-Б.
Заявляемый резец для обработки железнодорожных колесных пар содержит корпус 1 с крышкой 2. Вместе они образуют внутреннюю полость (одно гнездо) 7, где размещены две подвижные части (державки) профильная 3 и гребневая 4, которые оснащены кассетами с тангенциальными режущими пластинами 5 и 6. Режущая пластина 5 подвижной части 3 (профильной державки) предназначена для продольного резания поверхности катания (профиля) железнодорожного колеса. Сменная режущая пластина 6 подвижной части 4 (гребневой державки) предназначена для поперечного резания (торцевания) реборды колеса (гребня).
Наличие в резце только одного гнезда для размещения двух подвижных державок, то есть отсутствие внутри корпуса перегородки между державками, позволяет максимально приблизить их друг к другу, тем самым уменьшить габаритный размер резца по ширине его корпуса.
Над резцом условно показан обрабатываемый профиль колеса.
Вдоль державок в передних и задних частях каждой из них выполнены пазы 8 и 9.
Пазы 8 гребневой державки 4 выполнены вдоль направления подачи при торцевании реборды колеса, а пазы 9 профильной державки 3 также выполнены вдоль направления подачи при обработке поверхности катания колеса.
В каждом из пазов 8 и 9 установлены опорные ролики с цапфами 10. Цапфы роликов фиксируются гайками на крышке 2.
Указанные опорные ролики 10 воспринимают реакцию сопротивления силам резания. При этом в профильной державке 3 опорные ролики 10 расположены парами последовательно вдоль направления перемещения резца при обработке поверхности катания колеса (направление S1).
В гребневой державке 4 резца опорные ролики 10 также расположены парами последовательно вдоль направления перемещения резца при торцевании реборды колеса (направление S2).
Между державками 3, 4, корпусом 1 и крышкой 2 предусмотрены зазоры.
На дне корпуса и на верхних поверхностях державок выполнены гнёзда в которые установлены опорные ролики в сепараторах 18 и 19 фиг.1,т3.
Эти ролики в сепараторах 18 и 19 совместно с роликами с цапфой 10 обеспечивают устойчивость державок при воздействии на них сил резания и минимальное сопротивление (трение качения) перемещениям державок 3 и 4 при обработке колеса.
Ролики в сепараторах совершают возвратно поступательные перемещения и перекатываются в направлениях, которые соответствуют перемещениям державок опирающихся на них.
При обработке поверхности катания колеса силы резания в направлении S1 воздействуют через режущую пластину 5 и кассету крепления пластины на профильную державку 3, которая своей боковой поверхностью воздействует на упругие элементы 12 и через них передает усилие на гребневую державку 4, которая, в свою очередь, передает это усилие на ролики с цапфой 10, расположенные в гнёздах 8 этой державки. Обойма с роликами, расположенная в гнезде 8 гребневой державки 4, вращаясь вокруг цапфы, передает усилие на цапфу. Цапфа неподвижно закреплена гайкой на крышке 2, крышка на корпусе резца 1, резец - в резцедержателе станка.
Аналогично описанному выше, при обработке реборды колеса силы резания в направлении S2 воздействуют через режущую пластину 6 и кассету крепления пластины на гребневую державку 4, которая боковой поверхностью своих гнёзд 8 передает одну часть усилия на ролики с цапфой 10, расположенные в гнёздах 8 этой державки, а другую часть усилия через упругие элементы 12 на корпус 1 и ролики с цапфой 10 расположенные в гнёздах 9 профильной державки 3. Обоймы с роликами, расположенные в гнездах 8 и 9 державок 3 и 4, вращаясь вокруг своих цапф, передают усилия на цапфы. Цапфы неподвижно закреплены гайками на крышке 2, крышка на корпусе резца 1, резец - в резцедержателе станка.
Конструкция резца включает комплект упругих элементов, связывающих подвижные державки резца 3 и 4 с корпусом 1, для обеспечения колебаний профильной державки 3 с режущей пластиной 5 вдоль подачи S1 и колебаний гребневой державки 4 с режущей пластиной 6 вдоль подачи S2.
По функциональному назначению комплект упругих элементов для каждой из державок можно разделить на две группы.
Первая группа включает элементы, которые работают на сжатие в направлениях перемещений державок S1 и S2 и являются более жёсткими - это основные упругие элементы.
Вторая группа включает элементы, которые работают на изгиб при перемещениях державок в направлениях S1 и S2 и являются менее жёсткими - это дополнительные упругие элементы.
Основные упругие элементы 12 и 13 профильной державки 3 расположены в гнездах между стенкой корпуса 1 и державкой 3 с одной стороны и между смежными боковыми поверхностями державок 3 и 4 с другой стороны.
В державке 3 дополнительные упругие элементы 13 размещены между торцом хвостовой части и корпусом 1 (Фиг.1).
Основные упругие элементы 11 гребневой державки 4 размещены в гнезде корпуса 1 и упираются в торец державки 4.
В гребневой державке 4 дополнительные упругие элементы 12 размещены в гнёздах между её боковыми поверхностями, стенкой корпуса 1 и боковой поверхностью державки 3.
Все упругие элементы могут быть выполнены из полиуретана.
На крышке 2 может быть закреплён, например, составной упор 16 с козырьком 17 фиг.2.
Упор 16 предназначен для удобства установки корпуса резца в резцедержателе станка.
Упор 16 обеспечивает постоянное и однозначное расположение резца в резцедержателе и позволяет сократить время подготовки резца к работе.
Козырёк 17 перекрывает сверху над подвижными державками во время их работы изменяющиеся зазоры между ними и корпусом, и этим препятствует попаданию в зазоры отлетающей стружки.
Между державками 3 и 4, корпусом 1 и крышкой 2 в канавках размещены горизонтальные 15 и вертикальные 14 эластичные уплотнительные элементы, образующие два замкнутых контура вокруг хвостовиков державок, которые изолируют внутреннюю полость резца от внешней среды.
Таким образом, заявляемый вибрационный резец для обработки железнодорожных колесных пар содержит корпус 1, крышку 2, подвижные державки 3 и 4 со сменными режущими пластинами 5, 6, одна из которых выполнена с возможностью продольного перемещения с продольными колебаниями, а вторая - поперечного перемещения с поперечными колебаниями, опорные 4 элементы, размещенные парами вдоль упомянутых державок 3, 4 по направлениям их колебаний, и упругие элементы 11, 12, 13, при этом в корпусе 1 выполнено одно гнездо, в котором размещены упомянутые подвижные державки 3, 4 со сменными режущими пластинами 5, 6, а упругие элементы размещены между державками 3, 4 и корпусом 1, державками 3, 4 и крышкой 2 с образованием колебательных контуров.
Опорные элементы 4 выполнены в виде роликов с цапфами, размещенных в пазах, выполненных в державках и расположенных в направлении подачи, и в виде роликов в сепараторах, размещенных в гнездах, выполненных на дне корпуса 1 и верхних поверхностях державок.
Вибрационный резец снабжён упором 16, определяющим его фиксированное положение в резцедержателе.
Вибрационный резец снабжён уплотнительными элементами, расположенными между корпусом, крышкой и державками и изолирующими внутреннюю полость резца от внешней среды.
Вибрационный резец снабжен козырьком 17, перекрывающим внешние зазоры между корпусом 1 с крышкой 2 и державками 3, 4.
Работа резца осуществляется следующим образом.
Вначале осуществляется обработка поверхности катания железнодорожного колеса режущей пластиной 5 в направлении подачи S1 до достижения торцевой части гребня колеса (реборды).
Основные упругие элементы 12 и 13 при обработке поверхности катания колеса под воздействием сил резания периодически сжимаются и разжимаются, принуждая профильную державку 3 колебаться в направлении S1.
При этом дополнительные упругие элементы 13 в торце державки периодически изгибаются в противоположных направлениях при перемещениях державки 3 и помогают возвращаться ей в исходное положение.
Затем в работу вступает режущая пластина 6 на гребневой державке 4 и производится торцевание реборды колеса.
Основные упругие элементы 11 при обработке гребня колеса под воздействием сил резания периодически сжимаются и разжимаются, принуждая гребневую державку 4 колебаться в направлении S2.
При этом дополнительные упругие элементы 12 периодически изгибаются при перемещениях державки 4 в направлениях S2 и помогают ей возвращаться в исходное положение.
Упругие элементы 12, расположенные между державками 3 и 4, при работе профильной державки 3 являются основными, так как периодически сжимаются и разжимаются, а при работе гребневой державки 4 являются дополнительными, так как периодически изгибаются в противоположные стороны.
При этом в вибрационном резце пластина 5, предназначенная для обработки поверхности катания, расположена ближе к обрабатываемой поверхности, чем пластина 6, предназначенная для торцевания, что исключает контакт пластины 6 для торцевания с поверхностью катания при обработке её пластиной 5.
Под действием сил резания, при практически отсутствующих потерях на трение и высокой восстанавливающей способности упругих элементов 11, 12 и 13 из полиуретана, державки 3 и 4 совершают колебательные движения с некоторой частотой. При этом амплитуда колебаний может варьироваться за счет использования полиуретана разной твердости: чем больше твердость, тем меньше амплитуда колебаний. Однако следует отметить, что для токарной обработки амплитуда не имеет большого значения.
В зоне резания помимо движения подачи происходит импульсное воздействие с некоторой частотой на тело детали, приводящее к образованию микротрещин и опережающей трещины. Образующаяся при этом стружка не скользит по передней поверхности режущей пластины, а практически мгновенно фрагментируясь отлетает.
В результате режущая пластина подвергается минимальному нагреву, что повышает её стойкость и соответственно долговечность, а стружка дробится на мелкие фракции.
Проведённые испытания опытного образца прототипа заявляемого резца показали, что стружка дробится на мелкие фракции, сохраняя светлый цвет металла заготовки, а это свидетельствует об отсутствии её перегрева, которому (перегреву) обычно сопутствует потемнение стружки с характерными цветами побежалости. Стружку сразу можно брать руками, не рискуя получить ожоги на коже рук.
Поскольку основное назначение заявляемого вибрационного резца обработка колесных пар, то такие резцы нужно выполнять в правом и левом исполнении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ С ОБРАЗОВАНИЕМ ЭЛЕМЕНТНОЙ СТРУЖКИ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2012 |
|
RU2541331C2 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2005 |
|
RU2281187C1 |
| Устройство для дробления стружки | 1981 |
|
SU1014668A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОФИЛЯ БАНДАЖА КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ | 2019 |
|
RU2717756C1 |
| Многорезцовое устройство для токарных станков | 2022 |
|
RU2813295C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ АДАПТИРУЮЩИМСЯ ИНСТРУМЕНТОМ | 2004 |
|
RU2268111C2 |
| ТОКАРНЫЙ РЕЗЕЦ | 2017 |
|
RU2684012C1 |
| РЕЗЕЦ | 1994 |
|
RU2056977C1 |
Изобретение относится к области металлообработки. Вибрационный резец для обработки железнодорожных колесных пар содержит корпус, крышку, подвижные державки со сменными режущими пластинами, одна из которых выполнена с возможностью продольного перемещения с продольными колебаниями, а вторая - поперечного перемещения с поперечными колебаниями, опорные элементы, размещенные парами вдоль упомянутых державок по направлениям их колебаний, и упругие элементы. В корпусе выполнено одно гнездо, в котором размещены упомянутые подвижные державки со сменными режущими пластинами. Упругие элементы размещены между державками и корпусом, державками и крышкой с образованием колебательных контуров. Техническим результатом изобретения является уменьшение ширины резца до общепринятых размеров, что позволяет использовать для крепления резца, имеющиеся в станках резцедержатели без какой-либо их доработки или переделки, и повышение технологичности обработки внутренних поверхностей корпуса и крышки, а также гнезд для размещения в них упругих виброэлементов. 4 з.п. ф-лы, 3 ил.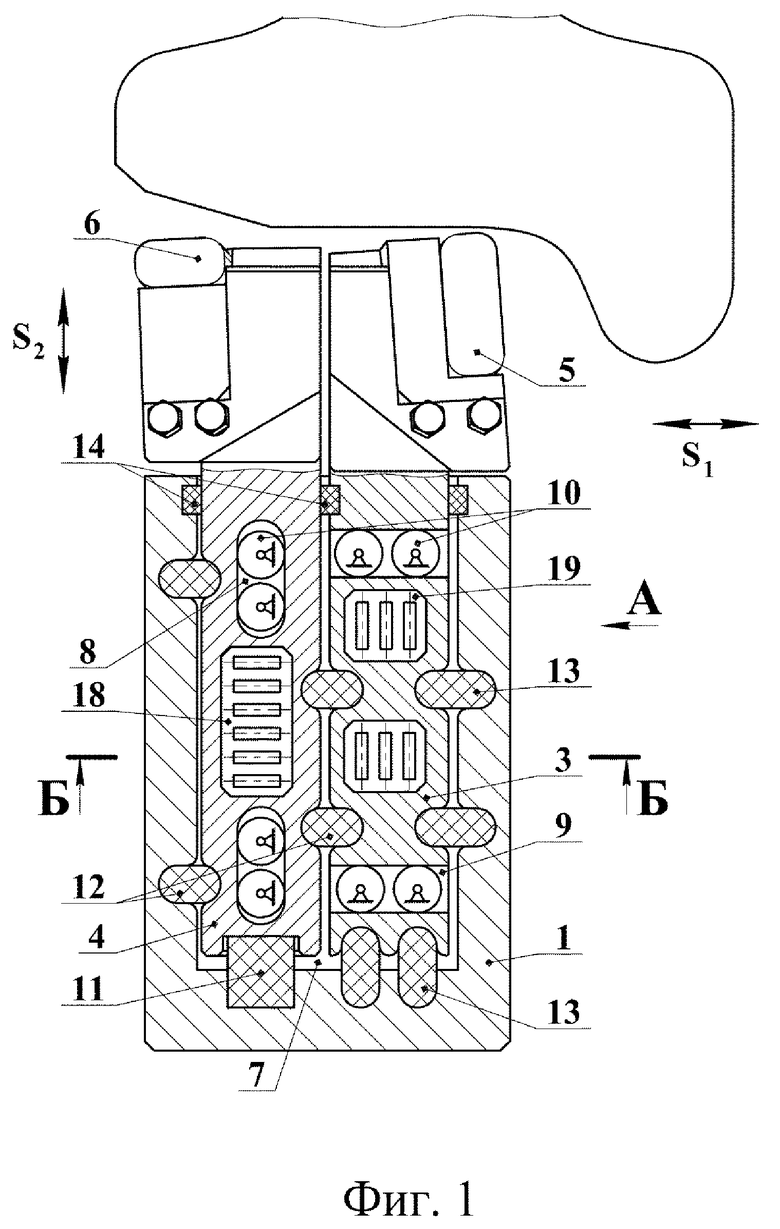
1. Вибрационный резец для обработки железнодорожных колесных пар, содержащий корпус, крышку, подвижные державки со сменными режущими пластинами, одна из которых выполнена с возможностью продольного перемещения с продольными колебаниями, а вторая - поперечного перемещения с поперечными колебаниями, опорные элементы, размещенные парами вдоль упомянутых державок по направлениям их колебаний, и упругие элементы, отличающийся тем, что в корпусе выполнено одно гнездо, в котором размещены упомянутые подвижные державки со сменными режущими пластинами, а упругие элементы размещены между державками и корпусом, державками и крышкой с образованием колебательных контуров.
2. Вибрационный резец по п. 1, отличающийся тем, что опорные элементы выполнены в виде роликов с цапфами, размещенных в пазах, выполненных в державках и расположенных в направлении подачи, и в виде роликов в сепараторах, размещенных в гнездах, выполненных на дне корпуса и верхних поверхностях державок.
3. Вибрационный резец по п. 1, отличающийся тем, что он снабжён упором, определяющим его фиксированное положение в резцедержателе.
4. Вибрационный резец по п. 1, отличающийся тем, что он снабжён уплотнительными элементами, расположенными между корпусом, крышкой и державками и изолирующими внутреннюю полость резца от внешней среды.
5. Вибрационный резец по п. 1, отличающийся тем, что он снабжён козырьком, перекрывающим внешние зазоры между корпусом с крышкой и державками.
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
| Способ обработки с дроблением стружки | 1989 |
|
SU1678540A1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2005 |
|
RU2281187C1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ С ОБРАЗОВАНИЕМ ЭЛЕМЕНТНОЙ СТРУЖКИ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2012 |
|
RU2541331C2 |
| WO 03086688 A1, 23.10.2003. | |||

