Данное изобретение относится к способу соединения двух тел, согласно ограничительной части независимого пункта 1 формулы изобретения.
Тела из древесины или древообразных материалов можно соединять, например, с помощью механических соединительных средств, как, например, винтов или гвоздей, или с помощью склеивания, при этом в последнем случае обычно на обе подлежащие соединению соединительные поверхности наносят клей и затем обе соединительные поверхности сжимают друг с другом в течение зависящего от типа клея времени высыхания или затвердевания. Аналогичным образом можно соединять тела из древесины или древообразных материалов также с пластмассовыми телами.
Эти способы соединения имеют недостатки при определенных применениях, поскольку они могут приводить, например, к повреждению или изменению цвета нанесенных слоев лака или краски и/или требуют относительно длительного времени высыхания или затвердевания.
В WO 96/01377 описывается альтернативный способ соединения таких тел, при котором между подлежащими соединению соединительными поверхностями тел располагают термопластичный слой в качестве соединительного средства. Затем соединительные поверхности и лежащее между ними соединительное средство сводят друг с другом и, по меньшей мере, на одно из тел оказывают механическое воздействие, так что создается трение и вследствие трения тепло, которое приводит к расплавлению термопластичного слоя. После этого механическое воздействие останавливают и расплавленный, сцепленный с обеими соединительными поверхностями термопласт охлаждают посредством отвода тепла в окружающие части тела, за счет чего он изменяет свое агрегатное состояние и снова становится твердым.
Недостатком этого соединения является то, что соединительное средство является термопластичным и поэтому имеет лишь ограниченную теплостойкость. Многие термопласты имеют также плохую устойчивость относительно климатических факторов, таких, как, например, влажность и/или ультрафиолетовое излучение. Кроме того, энергия диссоциации соединения является относительно небольшой, поскольку во время соединения не происходит химической реакции. Наконец, необходимое для процесса плавления количество тепла необходимо удалять из зоны места сварки для обеспечения затвердевания расплавленных термопластов. Во время этого процесса необходимо соединительные поверхности прижимать друг к другу, т.е. необходимо время удерживания после остановки механического возбуждения, которое зависит от свойств термопластов, на которые обработчик не может простым образом оказывать влияния.
В GB 1311177 А описан способ соединения резервуара с крышкой с помощью ультразвуковой сварки, при этом соединительное средство может быть «сшиваемой» смолой. Однако ультразвуковую сварку выполняют с очень высокой частотой от 20 до 100 кГц, что влияет на движение подлежащих соединению соединительных поверхностей.
С учетом недостатков существующих, указанных выше способов соединения, в основу изобретения положена следующая задача. Создать способ соединения двух тел указанного в начале типа, с помощью которого можно создавать соединение, которое является более теплостойким, чем аналогичное соединение, с помощью предложенного в WO 96/01377 способа. Кроме того, пользователь должен предпочтительно иметь возможность оптимизации способа соединения и более быстрого выполнения соединения.
Эта задача решается способом согласно изобретению, как определено в независимом пункте 1 формулы изобретения. Предпочтительные варианты выполнения следуют из зависимых пунктов формулы изобретения. Соединение из двух тел согласно изобретению определено в пункте 16 формулы изобретения.
Сущность изобретения состоит в следующем: в способе соединения двух тел между подлежащими соединению соединительными поверхностями тел размещают соединительное средство. Соединительные поверхности и лежащее между ними соединительное средство затем сводят друг с другом и механически воздействуют, по меньшей мере, на одно тело, так что создают трение и тепло трения. Соединительное средство содержит согласно изобретению, по меньшей мере, один «сшиваемый» полимер или полимеризуемую и «сшиваемую смолу», которая за счет тепла трения преобразуется в реактопласт. Механическое воздействие, по меньшей мере, на одно тело осуществляют с частотой от 50 до 400 Гц и амплитудой от 0,5 до 2 мм.
За счет того что происходит превращение в реактопласт, который при последующем нагревании не плавится, соединительное средство и соединение обеих тел является значительно более теплостойким. Кроме того, улучшается стойкость относительно других климатических факторов, таких, как, например, влажность.
Для способа согласно изобретению подходят, в частности, расплавляемые или жидкие полимеры или смолы, так что за счет тепла трения обычно сначала плавится «сшиваемый» полимер или полимеризуемая и «сшиваемая» смола, если она уже не находится в жидком состоянии. Таким образом, полимер или смола смачивают обе соединительные поверхности и проникают в возможные поры, которые имеются, например, в дереве. При превращении в реактопласт происходит затем смачивание и возможно также полимеризация, т.е. химическая реакция, которая может протекать с выделением тепла. Создаваемое при трении тепло трения поддерживает эту химическую реакцию и не препятствует, как в случае термопласта, затвердеванию. Таким образом, в противоположность термопластичному соединительному средству нет необходимости в отводе имеющегося тепла для затвердевания соединительного средства, так что при правильном выборе параметров процесса можно практически до нуля сократить время удерживания, в течение которого необходимо еще удерживать оба тела в контакте друг с другом после окончания трения, т.е. после окончания механического воздействия, по меньшей мере, на одно из тел. Таким образом, время соединения двух тел можно значительно сократить по сравнению с уровнем техники.
Другое преимущество способа соединения двух тел согласно изобретению состоит в том, что соединение достигается обычно с большей энергией диссоциации по сравнению со способом, при котором используется термопластичное соединительное средство, например, в 10 раз.
Наконец, можно в качестве соединительного средства применять «сшиваемые» полимеры или полимеризуемые и «сшиваемые» смолы, которые по сравнению с термопластами дешевле более чем на 50%.
В качестве смолы применяют предпочтительно полимеризуемую и «сшиваемую» смолу, превращение которой в реактопласт происходит за счет поликонденсации или полиприсоединения. Полимер или смолу предпочтительно предварительно полимеризуют, в частности предварительно конденсируют, так что она находится в так называемой стадии В или в состоянии резитола. Прерванную полимеризацию и/или «сшивание» продолжают за счет подвода тепла трения, при этом предварительно полимеризованный полимер или смола сначала плавится, если она уже не является жидкой, а затем подвергается необратимой реакции и достигает так называемую стадию С или состояние резита. Наличие промежуточного жидкого состояния полимера или смолы перед твердым конечным состоянием обеспечивает смачивание обеих соединительных поверхностей и тем самым тесную связь соединительного средства и соединительных поверхностей.
В качестве особенно пригодных для соединительного средства зарекомендовали себя следующие смолы: карбамидо-формальдегидная смола, меламино-формальдегидная смола, меламино-карбамидо-формальдегидная смола, меламино-карбамидо-феноло-формальдегидная смола, феноло-формальдегидная смола, резорцино-формальдегидная смола, сшиваемая изоцианатная диоловая смола или смесь двух или более таких смол. Превращение этих смол в реактопласт происходит за счет поликонденсации или полиприсоединения.
Также пригодны в качестве смолы эпоксидные смолы, полимеризуемые в «сшиваемый» полиуретан смолы, или в качестве полимера - «сшиваемый» полиуретан.
В предпочтительном варианте выполнения соединительное средство содержит отвердитель или замедлитель реакции, который является совместимым с реакционной системой, которая обеспечивает превращение в реактопласт. Отвердителем является, например, хлорид или сульфат аммония, в то время как замедлителем реакции является, например, аммиак или раствор соли аммония. Способ соединения можно с помощью таких добавок оптимировать для определенной цели применения, в частности относительно времени затвердевания, соответственно гелеобразования.
Согласно предпочтительному варианту выполнения соединительное средство содержит наполнитель и разбавитель, предпочтительно такой как каменная мука, древесная мука или пшеничная мука. Это позволяет уменьшить стоимость соединительного средства и облегчить нанесение соединительного средства.
Соединительное средство в предпочтительных вариантах выполнения способа согласно изобретению наносят в жидком виде, в виде пасты или порошка на соединительные поверхности. В частности, при порошкообразном соединительном средстве обе подлежащие соединению соединительные поверхности нельзя слишком быстро сближать друг с другом, для того чтобы не сдуть соединительное средство. Для обеспечения тем не менее высокой скорости соединения можно повысить сцепление зерен порошка друг с другом посредством нагревания или добавки клеящих веществ. За счет этого можно уменьшить или полностью исключить сдувание.
В качестве альтернативного решения можно, по меньшей мере, одним полимером или смолой в соединительном средстве пропитывать плоское или жгутовое образование, в частности бумагу или волокнистый холст. Вес бумаги составляет обычно от 10 до 180 г/м2, в то время как содержание полимера или смолы относительно веса бумаги находится предпочтительно в диапазоне от 20 до 350%. Вес волокнистого холста составляет обычно от 10 до 120 г/м2, в то время как содержание полимера или смолы относительно веса волокнистого холста находится предпочтительно в диапазоне от 40 до 200%. Такие плоские или жгутовые образования имеют то преимущество, что с ними легко обращаться.
Согласно другому предпочтительному варианту выполнения соединительное средство на соединительной поверхности одного тела выполнено в виде единого целого как составляющая часть тела. За счет этого можно отказаться от независимого от подлежащих соединению тел соединительного средства, за счет чего упрощается обращение с ним.
Соединительное средство может быть расположено между подлежащими соединению соединительными поверхностями по поверхности, в виде жгута или в виде точек, в зависимости от цели применения.
Механическое воздействие, по меньшей мере, на одно тело предпочтительно останавливают самое позднее тогда, когда завершилось превращение, по меньшей мере, одного полимера или смолы в реактопласт. За счет этого предотвращается механическое разрушение места сварки, соответственно соединения.
За счет механического воздействия, по меньшей мере, на одно тело, подлежащие соединению соединительные поверхности предпочтительно перемещают плоскопараллельно относительно друг друга. Это вызывает относительно большое трение, которое приводит к образованию соответствующего тепла трения.
В предпочтительных вариантах выполнения за счет механического воздействия, по меньшей мере, на одно тело подлежащие соединению соединительные поверхности предпочтительно вращают или перемещают линейно или орбитально относительно друг друга. Эти движения можно выполнять с помощью устройства, известного из уровня техники.
Соединительные поверхности и лежащее между ними соединительное средство во время механического воздействия предпочтительно прижимают друг к другу. За счет этого обеспечивается более тесный контакт между соединительным средством и соединительными поверхностями, при этом при пористых телах, например, из дерева соединительное средство вдавливается в поры, что обеспечивает лучшее соединение.
Способ соединения двух тел согласно изобретению обычно выполняют в несколько стадий. Например, в первой стадии, стадии смыкания, одно тело подводят к другому, на котором расположено соединительное средство. Давление между обоими телами сначала равно 0, а затем возрастает довольно быстро до, например, 0,2-2,5 МПа, как только и второе тело войдет в соприкосновение с соединительным средством. Время смыкания составляет от около 0,1 до 10 с.
Во второй стадии, стадии сварки, по меньшей мере, одно из тел механически возбуждают, предпочтительно с частотой между 50 и 400 Гц и амплитудой от около 0,5 до 2 мм. За счет этого между обоими телами и соединительным средством возникает трение, которое создает тепло, и температура соединительного средства повышается до максимального значения, обычно от около 150 до 350°С, за счет чего соединительное средство, если оно применяется в твердом виде, плавится. Время сварки составляет обычно от около 0,5 до 20 с.
В третьей стадии, стадии удерживания, сохраняют давление между обоими телами, однако на тела больше не воздействуют механически. За счет этого больше не создается тепло трения, и соединительное средство медленно охлаждается. Одновременно соединительное средство окончательно полимеризуется и «сшивается», так что оно превращается в реактопласт. Стадия выдерживания длится обычно от 0 до 15 с в зависимости от соединительного средства, при этом желательно возможно более короткое время выдержки.
После стадии выдерживания, если таковая имеется, снимают давление между обоими телами.
С помощью способа согласно изобретению можно в короткое время прочно соединять друг с другом тела с различной структурой, например из дерева, бетона, металла, стекла, камня или пластмассы. Если, по меньшей мере, одно тело состоит из дерева, то предпочтительно применяют соединительное средство, которое вступает с деревом в химическое соединение. Например, можно применять соединительное средство, которое содержит изоцианат, который вступает в химическую реакцию с гидроксильными группами целлюлозы древесины. За счет химической реакции соединение между соединительным средством и телом намного сильнее, чем при обычном способе.
Другой аспект изобретения относится к соединению из двух тел, в котором тела соединены реактопластом, при этом соединение изготовлено в соответствии с указанным выше способом.
Ниже приводится более подробное описание способа соединения двух тел согласно изобретению со ссылками на прилагаемые чертежи.
На фиг.1 изображено сведение двух тел для их соединения с помощью расположенного по поверхности соединительного средства согласно первому примеру выполнения;
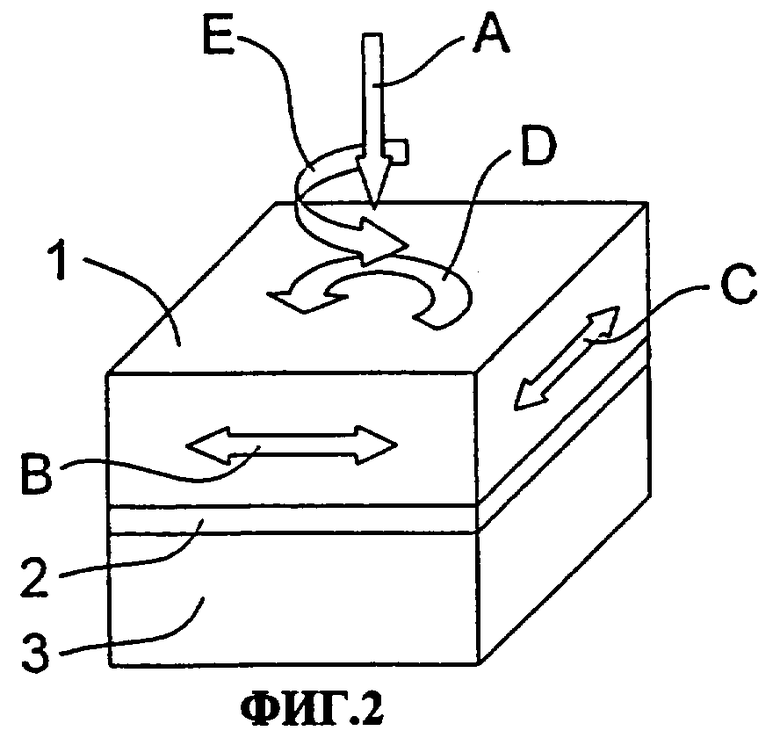
на фиг.2 - соединение двух тел согласно фиг.1 за счет сварки трением;
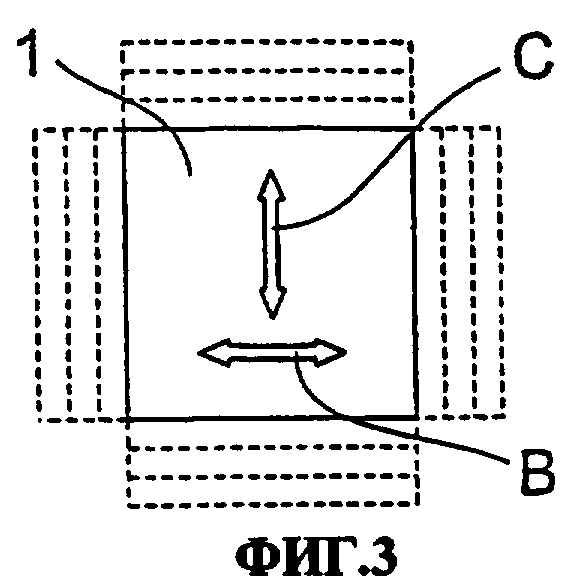
на фиг.3 - сварка трением за счет линейного, плоскопараллельного движения одного из тел;
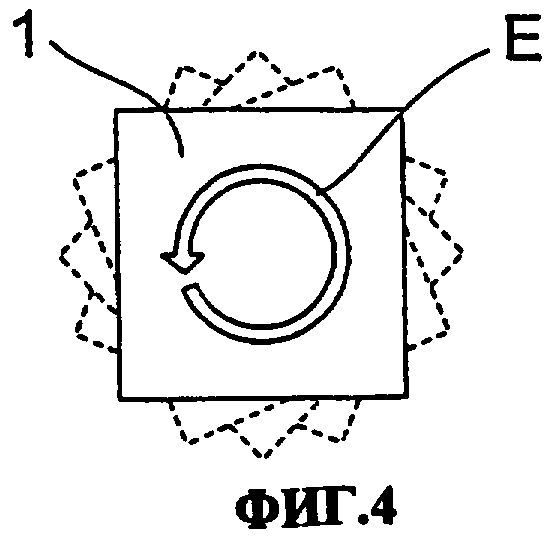
на фиг.4 - сварка трением за счет вращательного, плоскопараллельного движения одного из тел;
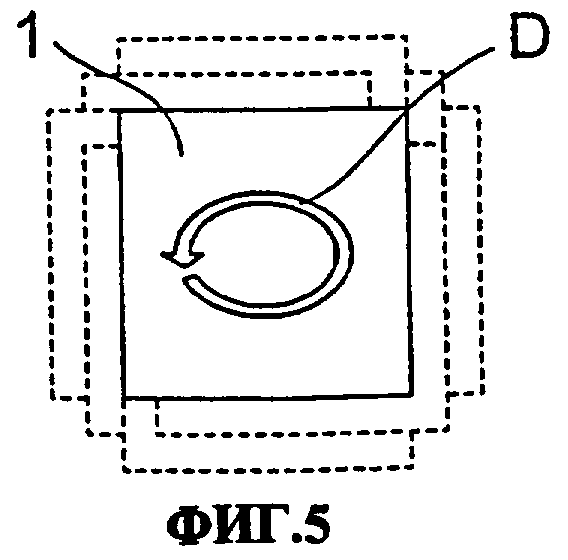
на фиг.5 - сварка трением за счет орбитального, плоскопараллельного движения одного из тел;
на фиг.6 - график выполнения способа соединения согласно первому предпочтительному примеру выполнения относительно температуры соединительного средства и оказываемого на него давления;
на фиг.7 - сведение двух тел для их соединения с помощью расположенного в виде жгутов соединительного средства согласно второму примеру выполнения и
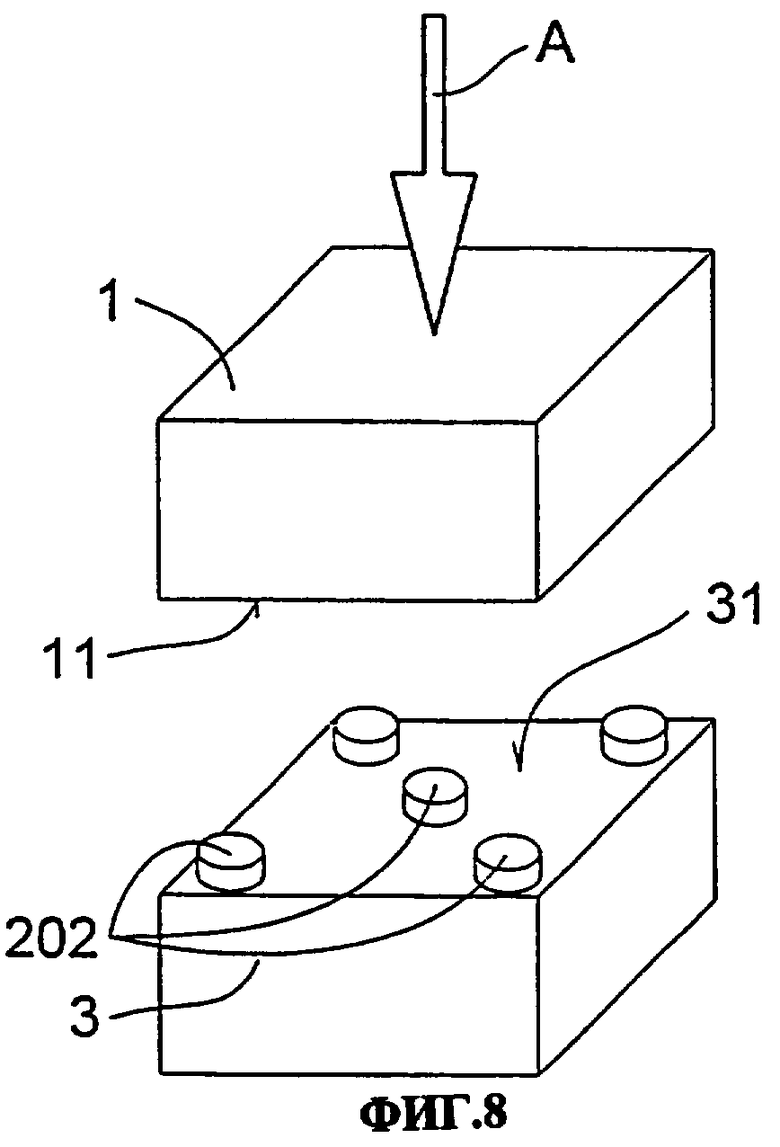
на фиг.8 - сведение двух тел для их соединения с помощью расположенного в виде точек соединительного средства согласно третьему примеру выполнения.
В показанном на фиг.1-6 первом примере выполнения два тела 1 и 3 соединяют друг с другом с помощью соединительного средства 2. Оба тела 1, 3 состоят, например, из дерева, бетона, металла, стекла или пластмассы и имеют каждое одну соединительную поверхность 11, соответственно 31, которые соединяют друг с другом с помощью соединительного средства 2.
Соединительное средство 2 расположено согласно фиг.1 плоско на соединительной поверхности 31 тела 3 и полностью покрывает ее. В данном случае оно нанесено в виде пасты на соединительную поверхность 31, так что оно сцепляется с поверхностью и при подводе тела 1 в направлении стрелки А не сдувается давлением воздуха. В качестве альтернативного решения можно наносить соединительное средство 2 в жидком или порошковом виде, но в этом случае подвод тела 1 в направлении стрелки А необходимо выполнять достаточно медленно, для того чтобы не сдувать жидкость или порошок. Для обеспечения, несмотря на это, высокой скорости смыкания можно увеличить сцепление зерен порошка между собой с помощью нагревания или добавки клеящих веществ. За счет этого можно уменьшить или совсем исключить сдувание. Наконец, возможно нанесение соединительного средства в виде плоского образования, в частности, из бумаги или волокнистого холста, которые пропитаны, по меньшей мере, одним полимером или смолой, или выполнение соединительного средства 2 в виде единого целого с телом 3, например, за счет одновременной соэкструзии.
Соединительное средство 2 состоит, например, из «сшиваемого» полимера или полимеризуемой и «сшиваемой» смолы, которая за счет тепла превращается в реактопласт. Полимер или смола предпочтительно предварительно полимеризованы, и прерванную полимеризацию и/или «сшивание» продолжают за счет подвода тепла, при этом предварительно полимеризованный полимер или смола сначала плавится, если она уже не является жидкой, а затем подвергается необратимой реакции. В качестве особенно пригодных зарекомендовали себя следующие смолы и полимеры: карбамидо-формальдегидная смола, меламино-формальдегидная смола, меламино-карбамидо-формальдегидная смола, меламино-карбамидо-феноло-формальдегидная смола, феноло-формальдегидная смола, резорцино-формальдегидная смола, «сшиваемая» изоцианатная диоловая смола, эпоксидные смолы, полимеризуемые в «сшиваемый» полиуретан смолы, а также «сшиваемый» полиуретан. Указанные смолы характеризуются определенными химическими составами, которые приведены в таблице.
от 1,7 до 3,0 молей формальдегида
Формальдегид, в частности, представляет собой Н2СО; мочевина, в частности, представляет собой H2NC(O)NH2; меламин, в частности, представляет собой 2,4,6-триамино-1,3,5-триазин, фенол, в частности, представляет собой 1-гидроксибензол и резорцин, в частности, представляет собой 1,3-дигидроксибензол. Все эти смолы уже, в частности, представляют собой определенные примеры сшиваемых смол. Пример коммерчески доступного продукта приведен в самой правой колонке таблицы.
Для сшиваемых изоцианатных диоловых смол можно, в качестве примера, сделать ссылку на систему, составленную из мономеров диизоцианата ряда Rubinate® или преполимеров и диолов ряда Rubinol® и многоатомных спиртов, поставляемых компанией Huntsman Polyurethanes; на материал Collano® HCM, поставляемый компанией Collano, Швейцария, и полиуретановый клей, изготовленный из переработанного полиуретана и поставляемый компанией Mobius Technologies, США. Реакция сшивания происходит в этом случае, главным образом, из-за многоатомных спиртов с более чем двумя гидроксильными группами, которые после реакции с диизоцианатом позволяют получить разветвление полимерной цепи и связать две полимерные цепи.
Соединительное средство 2 может содержать также несколько различных таких «сшиваемых» полимеров или полимеризуемых и «сшиваемых» смол, а также добавки, как, например, отвердители, предпочтительно хлорид или сульфат аммония, или замедлитель реакции, предпочтительно аммиак или раствор соли аммония, и/или наполнитель и разбавитель, предпочтительно такой как каменная мука, древесная мука или пшеничная мука.
Эпоксидные составы предпочтительно представляют собой двухкомпонентную систему с эпоксидным компонентом и компонентом отвердителя, которые могут быть произвольно смешаны. Примеры эпоксидного компонента представляют собой диглицидный эфир на основе бисфенола А (полученный из бисфенола А и 2 молей эпихлоргидрина); эпоксидные фенольные и крезольные новолаки (полученные из фенола и крезола соответственно с одним молем эпихлоргидрина и с его олигомеризацией с использованием реакции с формальдегидом, который соединяет фенильные кольца метиленовыми мостиками), и диглицидные эфиры алифатических диолов (полученные с использованием реакции, например, бутан-1,4-диола, гексан-1,6-диола или пентаэритрита с эпихлоргидрином). Особенно предпочтительный пример для эпоксидной смолы представляет собой упомянутый диглицидный эфир на основе бисфенола А, такой как LMB 6314, поставляемый компанией Huntsman.
Примеры компонента отвердителя для эпоксидного компонента представляют собой ангидриды кислот, такие как фталевый ангидрид с третичным амином в качестве катализатора; алифатические амины, такие как диэтилентриамин и триэтилентетрамин; ароматические амины, такие как бис(4-аминофенил)метан или метилендианилин; продукты присоединения меламина или мочевины с формальдегидом (аминопласты) и продукты присоединения фенола с формальдегидом (фенопласты). Компонент отвердителя вступает в реакцию с эпоксидным компонентом с формированием полимера. В случае ангидридов катализатор третичного амина формирует некоторый исходный карбоксилат, который начинает реакцию с эпоксидными группами. Реакции распространения цепи и формирования полимера представляют собой реакцию гидроксильных групп (раскрытия эпоксида) с ангидридными группами или эпоксидными группами. Поскольку эпоксидный компонент в большинстве случаев имеет две эпоксидные группы в молекуле, каждая молекула эпоксидного компонента может быть включена одной из ее эпоксидных групп в одну полимерную цепь и может быть включена второй ее эпоксидной группой в другую полимерную цепь, обеспечивая таким образом сшивание.
Большинство соединительных средств, используемых в предлагаемой заявке, не являются смесью двух или больше отдельных компонентов. Они представляют собой однокомпонентные клеи (см., например, вышеприведенную таблицу), содержащие неопределенные смеси составов неопределенной структуры. Поэтому технически невозможно определить для этих однокомпонентных клеев соотношение смешивания.
В случае упомянутых примеров изоцианатных диоловых смол, которые могут представлять собой (но не обязательно), двухкомпонентные клеи, соотношение смешивания определено мольным эквивалентом гидроксильных групп (в милимолях гидроксильных группах на грамм диола/полиола) и мольным эквивалентом изоцианатных групп (в милимолях изоцианатных группах на грамм изоцианатсодержащего состава). Условие для смешивания состоит в том, что общее количество молей гидроксильных групп в смеси является приблизительно равным (обычно от 0,8 до 1,2 раз) или предпочтительно равным общему количеству молей изоцианатных групп. В последнем случае требуемое весовое соотношение диола/полиола и изоцианатного состава равно отношению мольного эквивалента изоцианатных групп к мольному эквиваленту гидроксильных групп.
Эпоксидные смолы могут, в свою очередь, представлять собой клеи с двумя компонентами: эпоксидным компонентов и отвердителем. В специальном случае ангидридного отвердителя невозможно указать точную формулу для соотношения смешивания эпоксидного компонента и ангидридного отвердителя, потому что реакция гидроксильных групп (за счет расткрытия эпоксида) с эпоксидами требует увеличивать количество эпоксидного компонента в несколько большей степени, чем теоретически требуемое количество (идеально была бы необходима одна эпоксидная группа на группу ангидрида).
Для всех других указанных выше типов отвердителей эпоксидных смол можно использовать следующее уравнение для расчета весового соотношения отвердителя (Мотвердителя) и эпоксидного компонента (Мэпоксида), имеющего заданную эквивалентную массу эпоксида (ЕЕМ).
Мотвердятеля/Мэпоксида=НЕМ/ЕЕМ.
Массу эквивалента отвердителя НЕМ в приведенной выше формуле рассчитывают путем деления молекулярной массы отвердителя на количество атомов реактивного водорода, содержащегося в нем (таких как H-N).
Клеи в форме сшиваемых полимеров (а не в форме полимеризуемых сшиваемых смол), главным образом, представляют собой однокомпонентные полимеры с некоторой вариацией длины цепи. В данном случае технически невозможно определить соотношение смешивания.
Один пример двухкомпонентного сшиваемого полимерного клея представляет собой систему ПЭИ ("полимеризованный в эмульсии изоцианат"). Здесь первый компонент представляет собой полимер, выбранный из сополимера этиленвинилацетата (ЭВА) и/или поливинилацетата (ПВА), в случае необходимости, с примесью бутадиен-стиролового каучука (БСК), при этом первый компонент предпочтительно используют в виде водной эмульсии. Второй компонент представляет собой мономерный диизоцианатный отвердитель или содержащий диизоцианат преполимер диизоцианата-диола/полиола. Сшивание полимера для формирования отвердевшего клея происходит в результате частичного гидролиза ацетатных групп от ПВА или ЭВА и последующей реакции сформированных свободных гидроксилов с изоцианатными группами второго компонента отвердителя. Предпочтительный пример этой системы ПЭИ представляет собой случай, в котором первый компонент используется в количестве приблизительно 15 мас. частей, в частности коммерческий продукт 109С, и второй компонент используется в количестве 100 мас. частей, в частности коммерческий продукт 6650 (оба поставляются компанией Dynea). Эти два компонента могут быть смешаны, смесь затем помещают между двумя соединяемыми телами и сушат в течение приблизительно 20 минут приблизительно при комнатной температуре. Затем эти два тела фиксируют вместе, возбуждая теплоту трения, как заявлено по пункту 1 формулы изобретения.
В одном предпочтительном варианте воплощении изобретения сшиваемый полимер может представлять собой смесь двух таких полимеров. Предпочтительный пример здесь представляет собой смесь изоцианат-диол/полиоловой смолы и эпоксидной смолы. Эпоксидная смола, в частности, представляет собой эдоксидную смолу на основе бисфенола А, такую как LMB 6314 (поставляемую компанией Huntsman).
Приведенные выше данные указаны только для примера и они не предназначены для ограничения объема формулы изобретения.
После подвода тела 1 к телу 3 и соединительному средству 2 тело 1 по стрелке A на фиг.2 прижимают к телу 3 и соединительному средству 2, за счет чего возникает давление. Затем начинают механически воздействовать на тело 1, так что его соединительная поверхность 11 движется плоскопараллельно относительно соединительной поверхности 31 тела 3 и соединительного средства 2, за счет чего между соединительной поверхностью 11, соединительным средством 2 и соединительной поверхностью 31 создается трение и тем самым тепло трения. За счет тепла трения все соединительное средство 2 или, по меньшей мере, указанный выше, по меньшей мере, один полимер или смола превращается в реактопласт, при этом оно предпочтительно сначала доводится до плавления, так что соединительные поверхности 11 и 31 оптимально смачиваются. При пористых телах 1, 3, например, из древесины расплавленное соединительное средство 2, соответственно полимер или смола, за счет оказываемого телом 1 давления вдавливается, кроме того, в поры, что значительно усиливает соединение соединительного средства 2 и тел 1, соответственно 3.
Плоскопараллельное движение соединительной поверхности 11 можно осуществлять различным образом. Тело 1 с соединительной поверхностью 11 можно, например, линейно перемещать в соответствии со стрелками В и С на фиг.2 и 3, вращать в соответствии со стрелкой Е на фиг.2 и 4 или орбитально перемещать в соответствии со стрелкой D на фиг.2 и 5. Механическое возбуждение тела 1 и оказание давления в направлении стрелки А можно осуществлять с помощью любых устройств согласно уровню техники.
На фиг.6 показан ход выполнения способа соединения согласно первому примеру выполнения относительно температуры соединительного средства 2 и оказываемого на него давления. Кривая 6 показывает ход изменения температуры соединительного средства 2 во время процесса соединения, при этом действует левая шкала. Линии 71, 72 и 73 относятся к давлению, оказываемому на соединительное средство 2 телом 1, в соответствии с правой шкалой. В данном случае тела 1 и 3 состоят из древесины, в то время как соединительное средство 2 состоит из карбамидо-формальдегидной смолы.
В первой стадии, стадии смыкания, тело 1 подводят к телу 3, на котором расположено соединительное средство 2. Соединительное средство 2 имеет температуру окружения. Давление 71 сначала равно 0, а затем возрастает довольно быстро, в данном случае до 1,5 МПа, как только тело 1 войдет в соприкосновение с соединительным средством 2. Время смыкания составляет около 0,5 с.
Во второй стадии, стадии сварки, тело 1 механически возбуждают, за счет чего между телом 1, соединительным средством 2 и телом 3 возникает трение, которое создает тепло. За счет этого повышается температура 6 соединительного средства 2 при остающемся одинаковом давлении до максимального значения, в данном случае около 250°С в течение 2 с, и соединительное средство 2 плавится. Время сварки составляет около 1,5 с.
В третьей стадии, стадии удерживания, сохраняют далее давление 73, однако тело 1 больше не возбуждают механически. За счет этого больше не создается тепло трения, и соединительное средство 2 медленно охлаждается. Одновременно соединительное средство 2 окончательно полимеризуется и сшивается, так что оно превращается в реактопласт.
В показанном на фиг.7 втором примере выполнения соединительное средство 102 расположено на соединительной поверхности 31 тела 3 в виде жгутов. В остальном все соответствует первому примеру выполнения.
В показанном на фиг.8 третьем примере выполнения соединительное средство 202 расположено на соединительной поверхности 31 тела 3 в виде точек. В остальном все соответствует первому примеру выполнения.
Возможны другие варианты выполнения описанного выше способа согласно изобретению. Следует отдельно указать на то, что соединительное средство 2, 102, соответственно 202 вместо расположения на соединительной поверхности 31 тела 3 может быть сначала расположено также на соединительной поверхности 11 тела 1.


Изобретение относится к способу соединения двух тел. Технической задачей заявленного изобретения является создание способа соединения двух тел, которое будет обладать более высокой теплостойкостью. Предложенный способ позволяет иметь возможность оптимизации способа соединения и более быстрого выполнения соединения. Поставленная задача была решена тем, что между подлежащими соединению соединительными поверхностями тел размещают соединительно средство, содержащее, по меньшей мере, один сшиваемый полимер или полимеризуемую и сшиваемую смолу. Соединительные поверхности и лежащее между ними соединительное средство сводят друг с другом, при этом, по меньшей мере, на одно тело механически воздействуют с частотой от 50 до 400 Гц и амплитудой от 0,5 до 2 мм, что дает возможность соединительному средству за счет тепла трения превратиться в реактопласт, за счет чего соединение является более теплостойким. 2 н. и 14 з.п. ф-лы, 1 табл., 8 ил.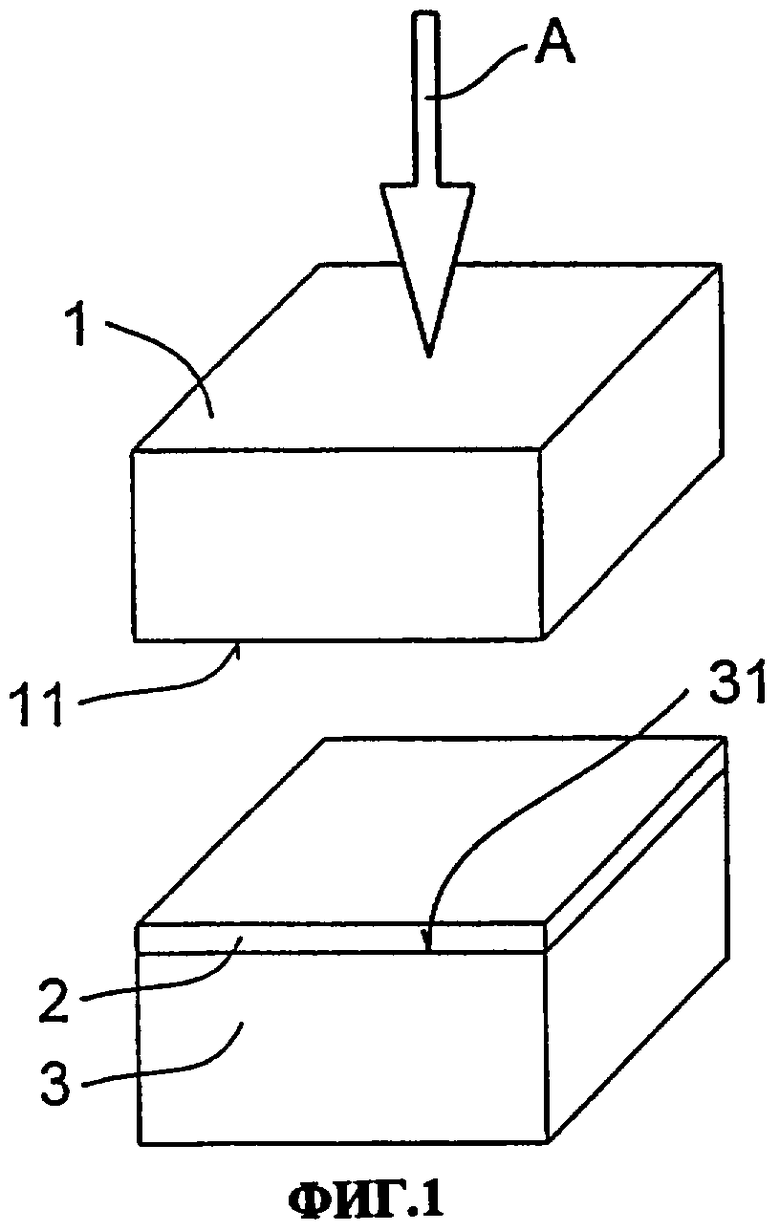
| GB 1311177 А, 21.03.1973 | |||
| DE 3727187 A, 23.02.1989 | |||
| US 6312548 B1, 06.11.2001 | |||
| DE 3045706 A, 08.07.1982 | |||
| US 4232086 A, 04.11.1980 | |||
| СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ | 1985 |
|
SU1331034A1 |

