Предшествующий уровень техники
Производство жидкого топлива при помощи технологии синтеза Фишера-Тропша открывает важные перспективы для эксплуатации месторождений, удаленных от рынков сбыта. Эти новые разработки связаны с необходимостью снижения затрат и, в частности, сокращения капиталовложений с целью повышения рентабельности этой отрасли.
Одним из способов достижения этой цели является использование фактора ступенчатости для сокращения инвестиционных затрат в перерасчете на тонну получаемого жидкого продукта.
Использование для реакции синтеза катализатора в виде суспензии в жидкой фазе («slurry») позволяет применять реакторы очень больших размеров и достигать высокой производительности, например порядка 10000 баррелей в день, при помощи всего одного трехфазного реактора.
Такие трехфазные реакторы содержат катализатор в виде суспензии в растворителе, в основном инертном по отношению к реакции. Их обычно называют реакторами «slurry». Среди различных типов реакторов «slurry» известны, в частности, реакторы типа автоклава с полным перемешиванием или реакторы типа пузырьковой колонны, работающие в различных гидродинамических условиях, начиная от реактора с полным перемешиванием и заканчивая реактором вытеснения без диспергирования, как для газообразной фазы, так и для жидкой фазы.
Недавно такие типы реакторов стали применять для синтеза Фишера-Тропша вместо обычных реакторов со стационарным слоем, недостатком которых является затрудненный отвод тепла, выделяемого при реакции.
В патентах US 5961933 и US 6060524 описаны способ и оборудование, позволяющие применять реакторы «slurry» типа пузырьковой колонны для синтеза Фишера-Тропша. Согласно этим патентам, реактор «slurry» содержит систему внутренней и внешней рециркуляции жидкости, что позволяет достичь более высокой производительности для каждого реактора Фишера-Тропша.
В патентной заявке WO 01/00595 описан способ синтеза углеводородов из синтез-газа в трехфазном реакторе предпочтительно типа пузырьковой колонны, при этом в данном способе гидродинамические условия жидкой фазы являются такими, чтобы число Пекле жидкой фазы превышало 0 и было ниже 10. Кроме того, поверхностная скорость газа предпочтительно ниже 35 см·с-1.
В патенте ЕР-В-450860 описан метод, обеспечивающий оптимальную работу с трехфазным реактором типа пузырьковой колонны. В этом патенте, задачей которого является оптимизация работы только одного реактора указанного типа, отмечается, что характеристики в основном зависят от дисперсии жидкой фазы (число Пекле для газообразной фазы) и от поддержания в виде суспензии катализатора в жидкой фазе. В частности, число Пекле для газообразной фазы обязательно должно превышать 0,2. Так, в этом патенте не рекомендуется применять реактор с практически полным перемешиванием для газообразной фазы (число Пекле, близкое к 0 для газа), так как такой тип реактора не обеспечивает достаточных характеристик.
Так, данный способ сталкивается с определенными ограничениями, связанными, в частности, с явлениями осевого смешивания. Для обеспечения массопередачи между газом и жидкостью и между жидкостью и твердой фазой и для обеспечения теплопередачи приходится прибегать к сильному перемешиванию присутствующих жидкой и газообразной фаз, что увеличивает осевое смешивание. Кроме того, при больших диаметрах реактора, например от 8 до 11 м, происходят значительные движения внутренней рециркуляции, приводящие к сильному перемешиванию жидкой фазы. Эти явления носят положительный характер в том, что касается массопередачи между газом и жидкостью и/или между жидкостью и твердой фазой, но вместе с тем слишком сильное перемешивание мешает скорости протекания реакции.
Целью способа в соответствии с настоящим изобретением является устранение этих недостатков путем сочетания по меньшей мере двух трехфазных реакторов, предпочтительно по меньшей мере трех трехфазных реакторов. Было замечено, что применение последовательно соединенных реакторов с сильным перемешиванием позволяет добиться правильного протекания реакции и при этом обеспечивает удаление калорий. Такое сочетание позволяет достичь высокой производительности при получении требуемых продуктов, то есть в основном парафинов с числом атомов углерода, превышающим 5, предпочтительно превышающим 10, и одновременно ограничить образование легких продуктов (углеводородов С1-С4).
Описание изобретения
Настоящее изобретение касается способа синтеза углеводородов, предпочтительно содержащих по меньшей мере два атома углерода в молекуле углеводорода и еще предпочтительнее - по меньшей мере 5 атомов углерода в молекуле углеводорода, путем осуществления контакта газа, содержащего в основном монооксид углерода, с водородом в реакционной зоне, содержащей суспензию твердых частиц в жидкости, содержащей твердые частицы катализатора реакции. Указанную каталитическую суспензию также называют «slurry». Способ в соответствии с настоящим изобретением осуществляют в трехфазном реакторе. Предпочтительно способ в соответствии с настоящим изобретением осуществляют в трехфазном реакторе типа пузырьковой колонны.
Способ в соответствии с настоящим изобретением является способом конверсии синтез-газа в жидкие углеводороды, осуществляемым по меньшей мере в двух последовательно соединенных реакторах, предпочтительно по меньшей мере в трех последовательно соединенных реакторах, содержащих по меньшей мере один катализатор в виде суспензии в жидкой фазе, отличается тем, что указанные реакторы являются реакторами с полным перемешиванием, при этом в последний реактор по меньшей мере частично подается по меньшей мере часть по меньшей мере одной из газовых фракций, собираемых на выходе по меньшей мере одного из указанных реакторов, и смесь продукта в жидкой фазе и катализатора, выходящая из последнего реактора, по меньшей мере частично сепарируется таким образом, чтобы получить жидкий продукт практически без катализатора и жидкую фракцию, обогащенную катализатором (каталитическую суспензию, обогащенную катализатором, или концентрированную каталитическую суспензию), которую затем рециркулируют.
Каждый из применяемых реакторов представляет собой реактор типа пузырьковой колонны, в котором осуществляют контакт между газом и тонкодисперсной смесью жидкость/твердая фаза (реактор «slurry» или «slurry bubble column» в англо-саксонской терминологии).
Используемые катализаторы могут иметь различную природу и обычно содержат по меньшей мере один металл, выбранный предпочтительно из металлов, входящих в группы 5-11 по новой периодической классификации элементов.
Катализатор может содержать по меньшей мере одно активирующее вещество (называемое также промотором), предпочтительно выбранное из элементов групп 1-7 по новой периодической классификации. Эти промоторы могут использоваться отдельно или в комбинации.
В качестве носителя в основном используют пористый материал и часто пористый неорганический огнеупорный оксид. Например, носитель можно выбирать из группы, в которую входят глинозем, кремнезем, оксид титана, двуоксид циркония, редкоземельные элементы или смеси по меньшей мере из двух таких пористых минеральных оксидов.
Обычно суспензия может содержать от 10 до 65 вес. % катализатора. Частицы катализатора имеют средний диаметр, чаще всего находящийся в пределах примерно от 10 до примерно 100 микрон. Более мелкие частицы могут появляться в результате абразивного трения, то есть при разрушении исходных частиц катализатора.
В способе согласно настоящему изобретению каждый реактор является реактором с практически полным перемешиванием и практически соответствует условиям идеального перемешивания. Эти реакторы в соответствии с настоящим изобретением определяются, таким образом, как реакторы с практически идеальным перемешиванием, и число Пекле предпочтительно можно использовать в качестве критерия, позволяющего измерить степень перемешивания в указанных реакторах.
Учитывая, что реакция происходит в жидкой фазе, основным фактором является контроль за гидродинамикой этой фазы. Для каждого реактора можно применять модель вытеснения-диспергирования в жидкой фазе, так как она наиболее подходит для непрерывных фаз. Связанное с этой моделью число Пекле выражается как Pe liq=Vl*H/Dax, где Vl является скоростью жидкости в реакторе, Н - высотой расширения каталитического слоя, и Dax - коэффициентом осевого диспергирования. Предпочтительно оно должно быть ниже 10 и еще предпочтительнее - ниже 8. Такая модель менее подходит для воспроизведения явлений перемешивания в газообразной фазе. Вместе с тем, если все-таки ее использовать для интерпретирования показаний самопишущего прибора при определении числа Пекле, например, на основе вариантности профиля концентрации на выходе, то оказывается, что можно получить значения, предпочтительно меньшие 0,2, предпочтительнее - меньшие 0,18, еще предпочтительнее - меньшие 0,15 и еще предпочтительнее - меньшие 0,1 и даже меньшие 0,05, а в некоторых случаях меньшие или равные 0,03.
Все эти условия легче обеспечивать в случае реактора очень большого диаметра, например превышающего 6 м. Вместе с тем эти условия можно также обеспечить и в случае реактора меньшего диаметра, управляя гидродинамическими параметрами для улучшения перемешивания и, следовательно, массопередачи газ-жидкость и жидкость-твердая фаза. Такое перемешивание можно осуществлять при помощи любых известных специалистам средств, в частности, например, генерируя движения рециркуляции жидкой фазы при помощи элементов внутренней конструкции реакторов или средств внешней рециркуляции, таких как рециркуляционные контуры.
Эффект перемешивания в газообразной фазе возрастает, если указанная газообразная фаза находится в тонкодисперсном состоянии, в виде пузырьков газа диаметром, не превышающим, например, несколько миллиметров. Это условие, кроме того, улучшает кинетику реакции.
Для обеспечения протекания реакции в способе согласно настоящему изобретению применяют последовательно соединенные реакторы в количестве по меньшей мере двух, предпочтительно по меньшей мере трех. Кроме того, и это является другим объектом настоящего изобретения, это позволяет сделать процесс нагнетания синтез-газа ступенчатым. Благодаря этому становится возможным оптимизировать конфигурацию последовательно соединенных реакторов. В частности, если стремятся повысить мощность каждого каскада, чтобы максимально использовать эффект ступенчатости, то обычно оказываются перед ограничением максимального диаметра реактора как в силу конструктивных причин, так и с учетом необходимости его транспортировки. Этот диаметр может, например, составлять 11 м. В этом случае для того, чтобы получить максимальную производительность, целесообразно использовать реакторы одинакового диаметра, и этого можно добиться, корректируя количество синтез-газа, подаваемого в каждый из реакторов.
Каждый из реакторов работает при температуре, предпочтительно находящейся в пределах от 180°С до 370°С, предпочтительно от 180°С до 320°С и еще предпочтительнее - от 200°С до 250°С, и под давлением, предпочтительно находящимся в пределах от 1 до 5 МПа (мегапаскаль), предпочтительно от 1 до 3 МПа.
Таким образом, способ в соответствии с настоящим изобретением представляет собой способ конверсии синтез-газа в жидкие углеводороды, осуществляемый по меньшей мере в двух последовательно соединенных реакторах, содержащих по меньшей мере один катализатор в суспензии в жидкой фазе, при этом указанные реакторы являются реакторами с практически полным перемешиванием, при этом в последний реактор по меньшей мере частично подается по меньшей мере часть по меньшей мере одной из газовых фракций, собираемых на выходе по меньшей мере одного из указанных реакторов, а смесь продукта в жидкой фазе и катализатора, выходящая из последнего реактора, по меньшей мере частично сепарируют таким образом, чтобы получить жидкий продукт практически без катализатора и жидкую фракцию, обогащенную катализатором, которую затем рециркулируют. В способе согласно настоящему изобретению предпочтительно используют по меньшей мере три последовательно соединенных реактора.
В способе согласно настоящему изобретению число Пекле для жидкости предпочтительно ниже 8, и, независимо от него, число Пекле для газа предпочтительно ниже 0,2 и еще предпочтительнее - ниже 0,1.
Согласно предпочтительному варианту осуществления способа в соответствии с настоящим изобретением на выходе каждого реактора газообразную фазу отделяют от жидкой фазы, содержащей катализатор в суспензии. Предпочтительно выходящие из первых реакторов газовые фракции соединяют, обрабатывают и направляют на вход последнего реактора и предпочтительно выходящую из последнего реактора газовую фракцию рециркулируют на вход этапа производства синтез-газа.
Согласно предпочтительному варианту осуществления способа в соответствии с настоящим изобретением подачу синтез-газа распределяют на входе последовательно соединенных реакторов таким образом, чтобы все реакторы имели одинаковый размер.
Катализатор для способа в соответствии с настоящим изобретением предпочтительно содержит пористый минеральный носитель и по меньшей мере один металл, наносимый на этот носитель. Предпочтительно катализатор суспендируют в жидкой фазе в виде частиц диаметром, предпочтительно меньшим 200 микрон.
Далее следует описание нескольких возможных вариантов осуществления настоящего изобретения. На прилагаемых фигурах одни и те же потоки или элементы оборудования обозначены одинаковыми позициями.
ПРИМЕР 1
Возможны различные варианты осуществления настоящего изобретения, и один из них показан на фиг. 1.
В этом варианте осуществления способа в соответствии с настоящим изобретением применяют три последовательно соединенных реактора. Синтез-газ поступает по трубопроводу 100. Его направляют в первый реактор R1, в котором он диспергируется внутри жидкой фазы, образованной рециркулируемыми продуктами реакции. На выходе этого первого реактора R1 через трубопровод 101 удаляют смесь полученного жидкого продукта, содержащую катализатор в виде суспензии (каталитическая суспензия), а также не участвовавший в реакции газ, в виде дисперсной фазы. Через трубопровод 102 вводят вторую порцию синтез-газа и полученную в результате смесь через трубопровод 103 направляют во второй реактор R2. На выходе этого второго реактора R2 через трубопровод 104 удаляют смесь жидкого продукта, содержащую катализатор в виде суспензии, а также непрореагировавший газ, в виде дисперсной фазы. Через трубопровод 106 подают третью порцию синтез-газа, а полученную в результате смесь направляют по трубопроводу 107 в третий реактор R3. На выходе этого третьего реактора R3 через трубопровод 108 удаляют смесь жидкого продукта, содержащую катализатор в виде суспензии, а также непрореагировавший газ, в виде дисперсной фазы. Газообразную фазу отделяют от жидкой фазы в сепараторе SL. Газообразную фазу удаляют через трубопровод 111, обрабатывают и рециркулируют. Жидкую фазу, содержащую катализатор в виде суспензии (каталитическая суспензия), направляют в систему сепарации и фильтрации SC. Отделенную от катализатора жидкую фазу удаляют через трубопровод 110, тогда как жидкую фазу с высокой концентрацией катализатора (концентрированная каталитическая суспензия) через трубопровод 109 рециркулируют в первый реактор R1.
ПРИМЕР 2
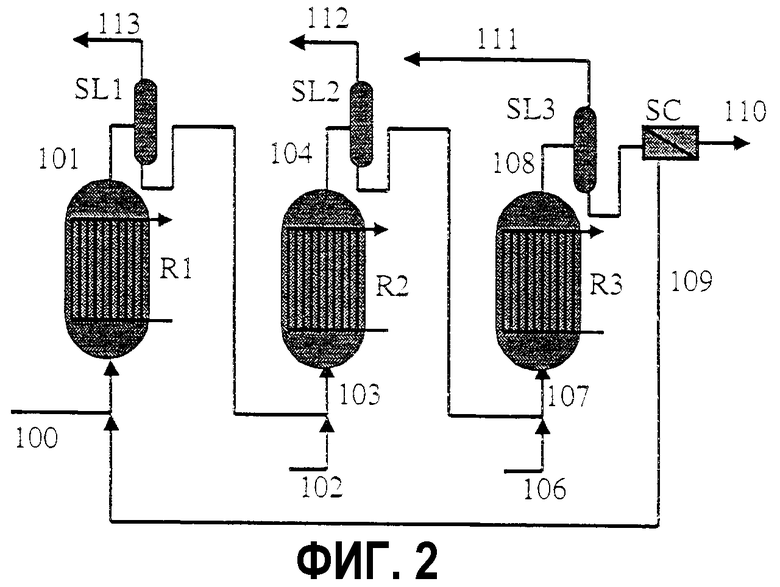
В способе согласно настоящему изобретению можно осуществлять промежуточные операции сепарации. В частности, на выходе каждого реактора можно сепарировать остаточную газовую фракцию, как показано на фиг. 2.
Остаточные газовые фракции сепарируют на выходе каждого из реакторов при помощи сепараторов SL1, SL2 и SL3.
Это позволяет не направлять выходящие из одного реактора инертные газы и воду, содержащиеся в остаточных газовых фракциях, в следующий реактор. Сепараторы SL1, SL2 и SL3 работают, например, как отстойники, при этом необходимо учитывать достаточное время нахождения в сепарационной колбе. Собираемые таким образом по трубопроводам 111, 112 и 113 газовые фракции соединяют, обрабатывают и рециркулируют.
Собираемые через трубопроводы 111, 112 и 113 газовые фракции содержат воду, диоксид углерода, легкие углеводороды, а также смесь оксида углерода и водорода. Предпочтительно смесь оксида углерода и водорода, собираемую на выходе одного реактора, направляют в следующий реактор (не показан на фигуре).
Остальные потоки и элементы оборудования идентичны показанным на фиг. 1.
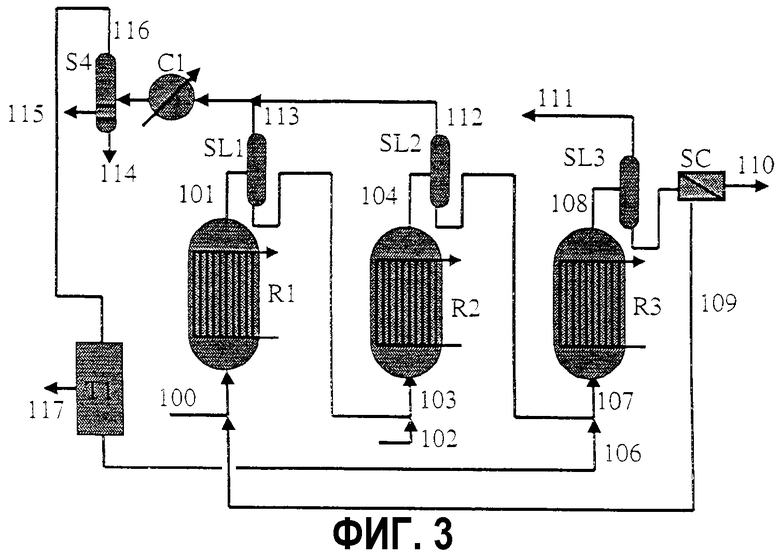
ПРИМЕР 3
В случае примера осуществления, показанного на фиг. 3, газовые фракции, собираемые через трубопроводы 112 и 113 на выходе реакторов R1 и R2, соединяют и обрабатывают. Сначала газовую смесь охлаждают в теплообменнике-конденсаторе С1 для конденсации воды. Таким образом получают смесь из трех фаз, которые разделяют в сепараторе S4: водную фазу, удаляемую через трубопровод 114, жидкую углеводородную фазу, которую удаляют через трубопровод 115, и газообразную фазу, удаляемую через трубопровод 116. Газообразную фазу направляют в секцию обработки Т1, чтобы по меньшей мере частично отделить содержащийся в ней диоксид углерода. Обогащенную диоксидом углерода газообразную фазу отделяют и удаляют через трубопровод 117. Для отделения диоксида углерода в секции обработки Т1 можно применять различные известные способы. Например, можно применять способ промывки растворителем, таким, например, как амин, или физическим растворителем, таким как охлажденный метанол, карбонат пропилена или диметиловый эфир тетраэтиленгликоля (DMETEG). Можно также применять любой другой способ, основанный, например, на абсорбционном разделении или на селективном мембранном разделении. Полученную газовую смесь, удаляемую из установки Т1 через трубопровод 106, обогащают оксидом углерода и водородом. Она еще содержит легкие углеводороды и, в частности, метан. Ее направляют на вход последнего реактора R3. В случае необходимости, ее смешивают с резервом из смеси оксида углерода и водорода, поступающим из секции производства синтез-газа (не показана на фигуре). Легкие углеводороды, поступающие по трубопроводу 106 и не конвертируемые в реакторе R3, удаляются по трубопроводу 11 и могут быть рециркулированы в секцию производства синтез-газа.
ПРИМЕР 4
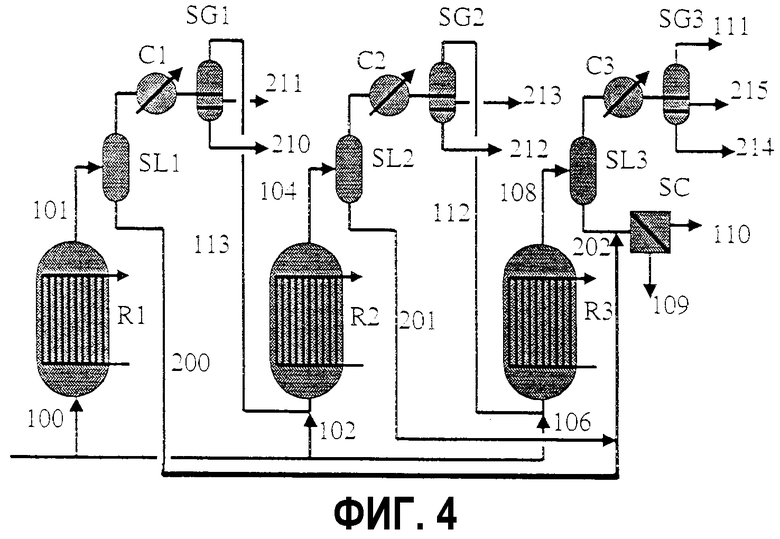
На фиг. 4 показан другой возможный вариант осуществления изобретения.
Синтез-газ подается в первый реактор R1 через трубопровод 100. На выходе реактора R1 газообразную фазу и жидкую фазу разделяют в сепараторе SL1. Выходящую из сепаратора SL1 газообразную фазу охлаждают в теплообменнике С1. Это охлаждение приводит к конденсации водной фазы, и эта сконденсированная фаза удаляется через трубопровод 210, кроме того, сконденсированная легкая углеводородная фаза удаляется через трубопровод 211. Получаемую газообразную фазу удаляют через трубопровод 113 и направляют в реактор R2, при этом на входе реактора R2 ее смешивают с резервом синтез-газа, поступающим по трубопроводу 102. На выходе реактора R2 газообразную фазу и жидкую фазу разделяют в сепараторе SL2. Выходящую из сепаратора SL2 газообразную фазу охлаждают в теплообменнике С2. Это охлаждение приводит к конденсации водной фазы, и эту конденсированную водную фазу удаляют через трубопровод 212, и, кроме того, к конденсации легкой углеводородной фазы, которую удаляют через трубопровод 213. Получаемую газообразную фазу удаляют через трубопровод 112 и направляют в реактор R3 с добавлением синтез-газа, поступающего по трубопроводу 106. На выходе реактора R3 газообразную фазу и жидкую фазу разделяют в сепараторе SL3. Выходящую из сепаратора SL3 газообразную фазу охлаждают в теплообменнике С3. Это охлаждение приводит к конденсации водной фазы, которую удаляют через трубопровод 213; кроме того, конденсированную легкую углеводородную фазу удаляют через трубопровод 214.
Жидкие продукты, выходящие из сепараторов SL1, SL2 и SL3 через трубопроводы 200, 201 и 202 и содержащие катализатор в виде суспензии (каталитические суспензии), направляют в смеси в сепаратор SC, в котором удаляемые через трубопровод 110 жидкие продукты отделяют от жидкой фазы с высокой концентрацией катализатора (концентрированная каталитическая суспензия), которую рециркулируют в реакторы R1, R2 и R3.
На схеме фиг. 4 сепараторы SL1, SL2 и SL3 показаны установленными отдельно от реакторов R1, R2 и R3. В альтернативном варианте выходящая из каждого реактора газовая фаза может быть отделена от жидкой фазы, содержащей катализатор в виде суспензии, в самом реакторе, при этом содержащую катализатор жидкую фазу можно удалять путем управления уровнем.
ПРИМЕР 5
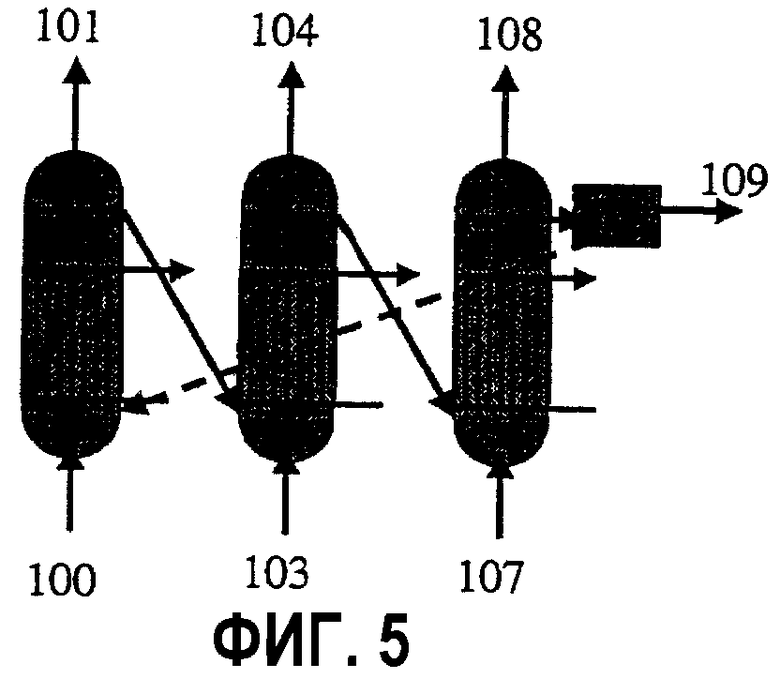
В этом примере описан вариант выполнения, обеспечивающий циркуляцию катализатора между различными реакторами. Соответствующая схема показана на фиг. 5.
Поскольку каждый реактор является реактором с интенсивным перемешиванием, вводимый в основание каждого реактора катализатор равномерно распределяется по всей жидкой фазе, находящейся в реакторе. В примере реализации, схематически показанном на фиг. 5, неконвертированная газовая фракция отделяется в головной части реактора, а жидкая фаза, содержащая катализатор в виде суспензии (каталитическая суспензия), переливается через край и течет под действием тяжести к основанию следующего реактора. Переходные линии, обеспечивающие прохождение от одного реактора к следующему реактору, должны иметь максимально ровный наклон. Собираемую на выходе последнего реактора жидкую фазу по меньшей мере частично отделяют от содержащегося в ней катализатора и фильтруют. После этого ее удаляют через трубопровод 110. Катализатор, остающийся в виде суспензии в остаточной жидкой фазе (концентрированная каталитическая суспензия), рециркулируют вместе с этой жидкой фазой в первый реактор по линии, показанной пунктиром.
Такой вариант реализации можно также применять в случае, когда устройства для сепарации и, в частности, для отделения газообразной фазы установлены на выходе каждого из реакторов, как указывалось в примерах 2, 3 и 4.
На выходе каждого из реакторов можно также осуществлять отделение получаемой жидкой фазы от жидкой фазы с высокой концентрацией катализатора, которую возвращают в реактор. Вместо единого сепараторного устройства SC в этом случае следует устанавливать количество сепараторных устройств, соответствующее количеству реакторов.
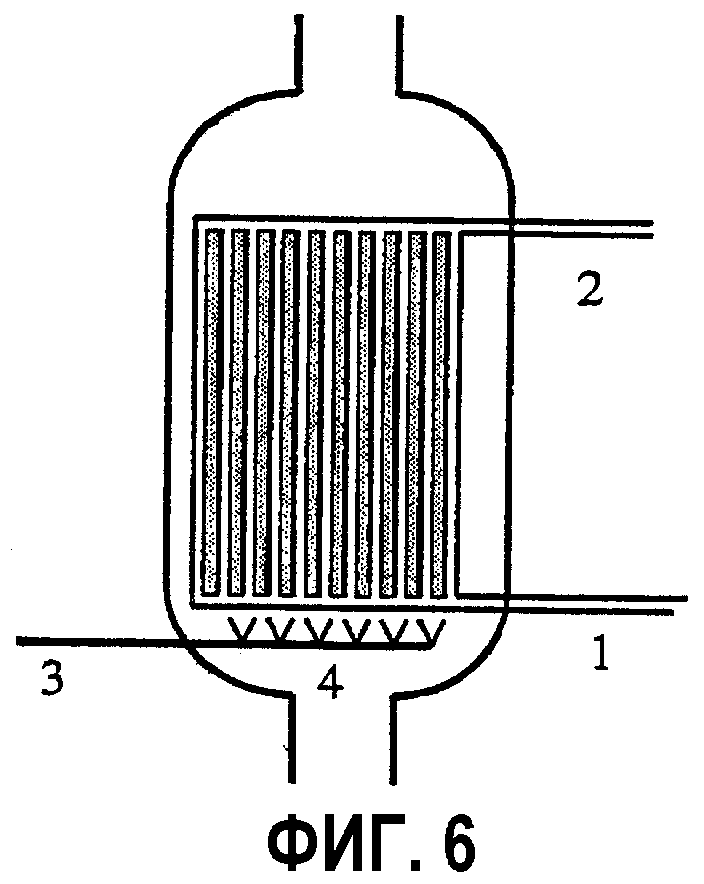
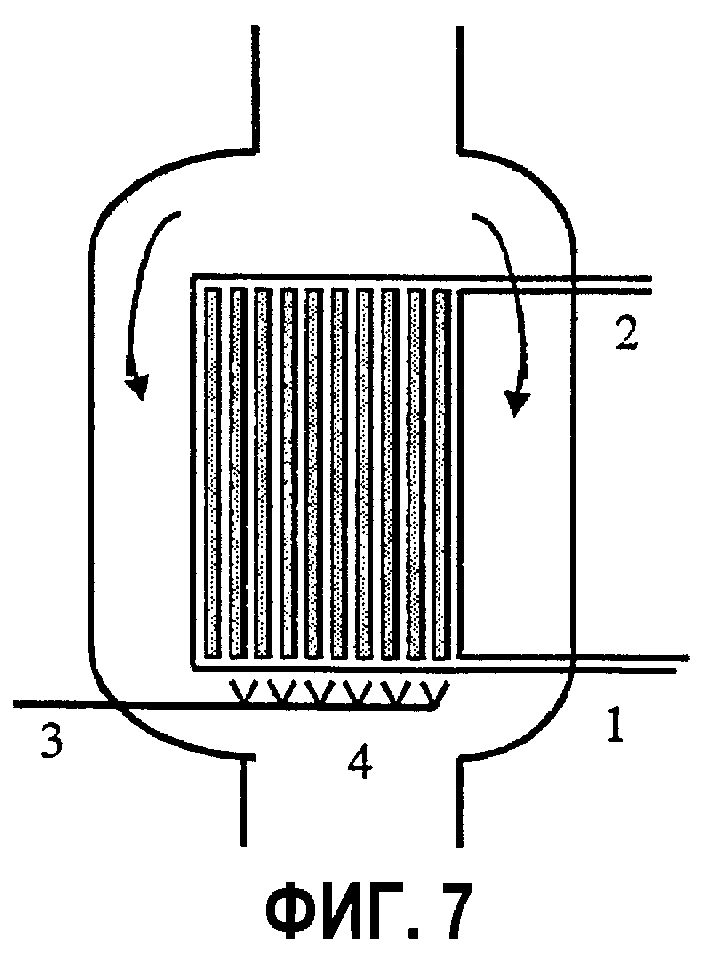
На фиг. 6 и 7 показаны схемы выполнения реакторов с циркуляцией, которые можно применять в способе согласно настоящему изобретению. Эти реакторы содержат внутренний теплообменник, например, состоящий из охладительных секций, предпочтительно выполняемых в виде труб.
Эти реакторы содержат вход питания и выход, при этом вода поступает через трубопровод 1, а получаемый пар выходит через трубопровод 2. Внутри реактора также выполнена система диспергирования загрузки 4. Речь может идти о распределительной тарелке для распределения газообразной загрузки (синтез-газ), питаемой через линию 3. В случае необходимости, по этой же линии может подаваться жидкость, содержащая катализатор в виде суспензии, при этом смесь газ/жидкость/твердая фаза реализуют на входе, в случае варианта, показанного на фиг. 6 и 7. Можно также предусмотреть отдельные входные пути питания, при этом в систему диспергирования 4 поступает только газ. На фиг. 7 внутренняя рециркуляция обусловлена самой конструкцией реактора.
ПРИМЕР 6
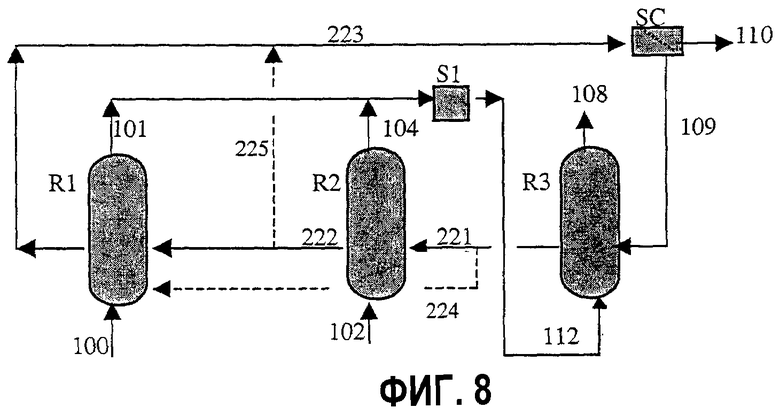
На фиг. 8 показан другой вариант выполнения реакторов в соответствии с настоящим изобретением, с частным вариантом циркуляции катализатора. Как и в примере 3, установка содержит два (первых) реактора R1, R2, работающих параллельно на синтез-газе, поступающем по линиям 100 и 102, и реактор R3, соединенный и работающий последовательно с реакторами R1 и R2, использующий нетрансформированный остаточный синтез-газ, поступающий из реакторов R1 и R2 по линиям 101 и 104. Этот остаточный синтез-газ или газ первого этапа обрабатывают (предпочтительно) в установке S1 для практически полного удаления воды и, возможно, углекислого газа, перед тем как направить по линии 112 для питания реактора R3. Секция S1 может соответствовать оборудованию С1 и S4, показанному на фиг. 3, с возможным добавлением секции обработки Т1, показанной на той же фигуре. Особая конфигурация установки, показанная на фиг. 8 и являющаяся отличием от фиг. 3, касается циркуляции катализатора, то есть каталитической суспензии по меньшей мере одного твердого катализатора в жидкой фазе, обычно состоящей из продуктов реакции. Эта каталитическая суспензия по меньшей мере частично циркулирует противотоком между различными реакторами, при этом поток каталитической суспензии циркулирует от последнего реактора R3 (последнего относительно циркуляции синтетического газа) к первому реактору R2 по линии 221. Другой поток каталитической суспензии циркулирует от реактора R2 к реактору R1 по линии 222. Третий поток каталитической суспензии циркулирует от реактора R1 к реактору R3 по линии 223, через сепараторную секцию SC, затем по линии 109, в которой циркулирует (относительно более) концентрированная каталитическая суспензия, а поток очищенной жидкости удаляется через линию 110.
В альтернативном варианте в реактор R1 подается каталитическая суспензия не от R2, а каталитическая суспензия, поступающая из R3, циркулирующая сначала по линии 221, а затем по показанной пунктиром линии 224, при этом поток каталитической суспензии, удаляемый из реактора R2, в этом альтернативном варианте направляется в секцию SC по линии 222, затем по показанной пунктиром линии 225, затем по линии 223.
В этих двух вариантах поток суспензии циркулирует (напрямую, то есть, не проходя через сепараторную секцию) от последнего или следующего реактора R3 к предыдущему или первому реактору R1 или R2 (относительно циркуляции синтез-газа), а поток относительно концентрированной суспензии, выходящий из сепараторной секции SC, питает последний или следующий реактор R3.
Преимущество этих вариантов состоит в том, что последний реактор R3 работает при концентрации каталитической суспензии, превышающей концентрацию суспензии в предыдущих или первом(ых) реакторе(ах) R1, R2. Действительно, средняя концентрация (катализатора) каталитической суспензии в реакторе R3 ниже концентрации суспензии, поступающей в R3 по линии 109, по причине производства продуктов в R3. В общем, каталитическая суспензия, выходящая из реактора, является менее концентрированной, чем каталитическая суспензия, поступающая в этот же реактор. Преимуществом наличия относительно более концентрированной каталитической суспензии в последнем реакторе является то, что это позволяет компенсировать менее благоприятные рабочие условия. С одной стороны, находящийся за R1 и R2 реактор R3 работает при более низком давлении, чем давление(я) реакторов R1, R2. С другой стороны, синтез-газ в реакторах R1, R2 обедняется реактивами (Н2/СО) и обогащается при реакции инертными продуктами, в частности метаном. Следовательно, благодаря этим двум феноменам, частичное давление от реактивов (Н2/СО) значительно ниже в последнем (или предыдущем) реакторе R3, чем в предыдущем или первом реакторе R1, R2. Использование относительно более высокой каталитической концентрации в последнем (или следующем) реакторе позволяет компенсировать влияние этого более низкого частичного давления и дает возможность поддерживать высокий уровень конверсии на последнем этапе. Массовое содержание катализатора может составлять, например, от 20 до 35 вес. %, в частности от 25 до 32 вес.%, в первых реакторах R1, R2. В реакторе R3 массовое содержание катализатора может быть кратным коэффициенту К, находящемуся в пределах от 1,03 до 1,25, в частности от 1,06 до 1,20, и, например от 1,08 до 1,18, по отношению к значению(ям) процентного содержания в одном из первых (или в первом) реакторов R1, R2.
Часто, в том или ином из вариантов, описанных со ссылками на предыдущие фигуры, или в вариантах, не представленных в настоящем описании, но очевидных для специалиста, по меньшей мере один реактор (R1, R2 или R3) питается (обычно напрямую, то есть без промежуточного разделения на фракции типа сепарации жидкость/каталитическая суспензия) потоком каталитической суспензии, выходящей из другого реактора.
В целом, в установке для осуществления способа в соответствии с настоящим изобретением (согласно конфигурациям, показанным на предыдущих фигурах, или конфигурациям, очевидным для специалиста) по меньшей мере один реактор питается потоком каталитической суспензии, поступающим напрямую из другого реактора, и по меньшей мере один поток каталитической суспензии, поступающий из реактора, по меньшей мере частично разделяется таким образом, чтобы получить жидкий продукт, практически лишенный катализатора, и каталитическую суспензию, обогащенную катализатором (концентрированную), которая затем рециркулируется. Обычно каждый из реакторов сообщается по меньшей мере с одним другим реактором через поток суспензии, направляемый напрямую в этот другой реактор или поступающий напрямую из этого реактора.
Часто обогащенную катализатором каталитическую суспензию рециркулируют в последний реактор (например, R3) таким образом, чтобы обогатить каталитическую суспензию в этом последнем реакторе по отношению к суспензии(ям) в других реакторах, например в одном или нескольких реакторах (R1, R2).
Способ, в частности, может содержать первый реакционный этап, осуществляемый в нескольких первых реакторах, работающих параллельно, при этом газовые фракции, выходящие из этих первых реакторов, соединяют, обрабатывают и направляют на вход последнего реактора. Конверсию, осуществляемую в первых реакторах, можно определять таким образом, чтобы все реакторы имели одинаковый размер.
Не выходя за рамки настоящего изобретения, можно предусмотреть различные модификации, очевидные для специалиста. В частности, в неограничительных примерах вариантов, число "первых реакторов" или "последних реакторов" может быть разным и, например, составлять от 1 до 5. Описанные выше реакторы R1, R2, R3 можно заменять реакционными зонами, которые могут быть интегрированы в меньшее число реакторов и т.д.
ПРИМЕР 7
В этом примере представлен материальный баланс варианта реализации, показанного на фиг. 4.
По трубопроводу 100 с расходом 713 т/ч поступает синтез-газ следующего состава в молярном выражении:
В применяемом способе участвуют три реактора R1, R2, R3 с практически полным перемешиванием, имеющие число Пекле от 0,02 до 0,03.
Реактор R1 работает при температуре 236°С. На выходе реактора R1 после сепарации через трубопровод 200 собирают 66 т/ч жидких продуктов, содержащих 87% молярной доли компонентов, молекула которых содержит по меньшей мере 10 атомов углерода. После охлаждения газообразной фазы извлекают 234 т/ч воды (трубопровод 210), 67 т/ч конденсированных углеводородов (трубопровод 211) и 347 т/ч синтез-газа под давлением 2,8 МПа, который направляют в реактор R2 через трубопровод 113 после смешивания с 327 т/ч синтез-газа, поступающего по трубопроводу 102.
На выходе реактора R2 после сепарации через трубопровод 101 собирают 63 т/ч жидких продуктов. После охлаждения газообразной фазы через трубопровод 212 извлекают 224 т/ч воды, через трубопровод 213 - 76 т/ч конденсата и через трубопровод 112 - 311 т/ч синтез-газа, который направляют в реактор R3 после смешивания с 293 т/ч синтез-газа, поступающего по трубопроводу 106.
На выходе реактора R3 через трубопровод 202 собирают 58 т/ч жидких продуктов. После охлаждения газообразной фазы извлекают 205 т/ч воды, 75 т/ч конденсата и 266 т/ч синтез-газа.
Общая производительность конверсии достигает 91%.
Этот пример можно реализовать с реакторами разного размера. Можно также использовать реакторы одинакового размера, корректируя температуры и конверсии жидких продуктов, используемых в реакторах R1, R2, R3, в сочетании с распределением синтез-газа. Корректировка условий с целью увеличения относительного размера данного реактора, обеспечивающего такие условия, может быть осуществлена путем увеличения относительного расхода синтез-газа на входе этого реактора и/или путем повышения уровня конверсии в этом реакторе, и/или путем понижения температуры этого реактора. Предпочтительно используют только первые два параметра, при этом температура остается практически одинаковой. В предыдущем примере указанные условия могут быть достигнуты с реакторами одинакового размера при управлении соседними значениями давления (которые разнятся только потерями нагрузки), при этом в них поддерживается одна и та же температура, равная 236°С.
Сущность: проводят конверсию синтез-газа в жидкие углеводороды по меньшей мере в двух последовательно соединенных реакторах, содержащих каталитическую суспензию по меньшей мере одного твердого катализатора в виде суспензии в жидкой фазе. Реакторы являются трехфазными реакторами типа пузырьковой колонны с практически полным перемешиванием, с числом Пекле жидкости ниже 8 и числом Пекле газа ниже 0,2 и диаметром более 6 м. В последний реактор по меньшей мере частично подают по меньшей мере часть по меньшей мере одной из газовых фракций, собираемых на выходе по меньшей мере одного из других реакторов. По меньшей мере один реактор питают потоком каталитической суспензии, поступающим напрямую из другого реактора, и по меньшей мере один поток каталитической суспензии, поступающий из реактора, по меньшей мере частично сепарируют таким образом, чтобы получить жидкий продукт практически без катализатора и каталитическую суспензию, обогащенную катализатором, которую затем рециркулируют. Технический результат: упрощение технологии процесса. 9 з.п. ф-лы, 8 ил.
Приоритет по пунктам:
| US 6156809 A, 05.12.2000 | |||
| Устройство для получения металлическихпОРОшКОВ | 1979 |
|
SU823470A1 |
| Многоканальное устройство для управления подогревом термостата | 1982 |
|
SU1061115A2 |
| US 6201031 A, 13.03.2001 | |||
| СПОСОБ ПРОВЕДЕНИЯ НЕПРЕРЫВНОЙ МНОГОФАЗНОЙ РЕАКЦИИ КАТАЛИТИЧЕСКОГО ПРЕВРАЩЕНИЯ | 1993 |
|
RU2108146C1 |

