Изобретение относится к устройствам для перфорирования металлической полосы или ленты для производства металлических полос с отверстиями (перфорацией) или металлических профилей с отверстиями (перфорацией), которые могут использоваться, в частности, в строительстве при выполнении отделочно-строительных работ, производимых при выравнивании стен, полов, потолков в зданиях и сооружениях.
Известны способы перфорирования металлической полосы методом холодной штамповки, когда технологические отверстия вырубаются (пробиваются) штампом - это процесс пластической деформации материала тела, связанная с перемещением частиц относительно друг друга. При вырубке технологических отверстий штампом в зоне пластических деформаций, под воздействием динамических нагрузок, передаваемых от маховика шатунному механизму кривошипно-шатунного пресса, происходит сдвиг частиц материла тела, который сопровождается выделением большого количества тепловой энергии. При работе штампа, тепло сопровождающее процесс вырубки, накапливается на рабочих частях штампа, а это приводит к низкотемпературному отпуску закаленных поверхностей пуансонов и матрицы, кроме этого, так как обычно металлическая полоса (лента) имеет цинковое покрытие, предохраняющее металл от воздействия коррозии, при вырубке, происходит и термохимический процесс, вызывающий испарение цинка, и его адгезию на рабочих поверхностях матрицы и пуансонов, а это приводит к уменьшению технологических зазоров между рабочими поверхностями матрицы и пуансонов и, соответственно, к повышению трения между матрицей и пуансонами и еще большему выделению тепла. В результате, ресурс наработки штампа уменьшается, т.к. кристаллическая решетка рабочих поверхностей матрицы пуансонов подвергается низкотемпературному отпуску, в следствии чего теряется твердость рабочих поверхностей матриц и пуансонов и приходится регулярно затачивать рабочие поверхности штампа, а через некоторое время менять его на новый.
Известно устройство для непрерывного ротационного образования массива близко расположенных отверстий в обрабатываемой полосе (см. WO2005087454A1, 22.09.2005), содержащее первую цилиндрическую охватывающую матрицу, имеющую множество разнесенных углублений, образованных по ее периметру и установленных с возможностью вращения в раме, вторую цилиндрическую матрицу, имеющую множество чередующихся пуансонов и выемок, образованных по ее периферии и установленных с возможностью вращения в указанной раме для сопряжения пуансонов второй матрицы с соответствующими углублениями в первой матрице, и цилиндрический пуансонодержатель, имеющий множество расположенных на его периферии разнесенных пуансонов, установленный с возможностью вращения в указанной раме для сопряжения его пуансонов с соответствующими углублениями во второй матрице. Каждый из пуансонов имеет заплечик, образованный с каждой стороны пуансона для поддержки обрабатываемого материала и ограничения углублений при сопряжении с пуансонов с отверстиями в матрице.
Данное устройство предназначено для специфической задачи - пробивке в полосе близко множества расположенных отверстий.
Наиболее близким аналогом заявленного изобретения является линия для производства металлической полосы с отверстиями CN106180368A, 2016 г. Линия включает в себя блок позиционирования ленты (полосы), прижимно-прорезной механизм, прокаточно-правильный блок. Позиционирующий элемент состоит из двух симметричных блоков, выполненных со сквозными пазами для позиционирования ленты (полосы) и монтажного вала, установленного на раме линии. Перемещение блоков по валу позволяет быстро и легко перенастраиваться на другие типоразмеры полос. Прижимно-прорезной механизм установлен на раме и состоит из двух параллельно расположенных по вертикали валов с закрепленным режущим инструментом. На верхнем валу закреплена роторно-прорезная головка с механизмом для прижима полосы. Роторно-прорезная головка имеет форму диска с равномерно расположенными по окружности выступами (пуансонами). Прижимной механизм имеет форму дисков и расположен симметрично относительно роторно-прорезной головке. На нижнем валу закреплена головка (матрица), выполненная в форме ролика и имеющая углубление, сформированное по окружности в виде непрерывной канавки (паза), расположенной по окружности по всему периметру ролика. Блок механизма правки полосы также закреплен на раме линии и состоит из двух параллельно расположенных по вертикали валов, оснащенных прямыми роликами для правки полосы. При работе металлическая полоса через позиционирующее устройство подается в зону вращающихся навстречу друг другу валам прижимно-прорезного механизма с закрепленным на них режущим инструментом. Инструмент при вращении валов взаимодействует с металлической полосой и формирует в ней отверстие. Формирование отверстий происходит за счет выступов (пуансонов), расположенных на верхнем валу, при их заходе в углубление (паз) ролика (матрицы), расположенного на нижнем валу. Металлическая полоса после окончания формирования отверстия проходит через блок механизма правки для устранения негативных последствий, вызванных механическим воздействием инструмента роторно-прорезной головки на металлическую полосу (ленту).
К недостаткам наиболее близкого аналога относится то, что при его использовании невозможно получить качественное изделие с формированием отверстия в металлической полосе ротационно-прорезным способом. Формирование отверстия в металлической полосе осуществляется с глубоким заходом выступов - пуансонов в углубление в виде непрерывной канавки по периметру вала - в матрицу. При этом траектория выхода пуансона из зоны формирования контура отверстия определяется не линейным перемещением, а угловым. В результате, при выходе из сформированного отверстия на верхней поверхности металлической полосы, пуансон производит подхват края готового отверстия в полосе. Это приводит к деформации металлической полосы, причем такую деформацию невозможно исправить через правильные устройства. При большом заходе пуансона в толщину металла отход начинает скручиваться из-за отсутствия замкнутого контура в матрице. Данные недостатки описаны для однорядного формообразующего контура. При двух-трехрядном формировании контура недостатки технологии ближайшего аналога существенно возрастают, что приводит к невозможности ее использования для двух-трехрядного формирования отверстий.
Линия для ротационно-прорезной обработки металлической полосы, как и наиболее близкий аналог, содержит разматыватель, петлеобразователь компенсационный, приемный рольганг и ротационно-прорезное устройство, включающее взаимодействующие между собой пуансонодержатель с пуансонами, расположенными на его внешней поверхности, и матрицедержатель с размещенными в нем матрицами, при этом пуансонодержатель и матрицедержатель выполнены с возможностью синхронного вращения относительно параллельных осей.
Технической проблемой, решаемой заявленным изобретением, является устранение недостатков наиболее близкого аналога, а именно, получение в металлической полосе отверстий заданной формы ротационно-прорезным методом без деформации полосы, а также повышение производительности линии, т.е. скорости обработки металлической полосы.
Указанная техническая проблема решается следующим образом.
Для получения качественной продукции ротационно-прорезным способом необходимо выполнить ряд технологических условий, а именно:
- формообразующий контур по периметру в матрице должен быть замкнутым, т.е. непрерывная канавка, присущая устройству - наиболее близкому аналогу, в заявленном устройстве заменена на дискретные отверстия в матрице, соответствующие форме пуансонов;
- вне зависимости от толщины металла необходимо выдерживать глубину захода пуансона в матрицу от 0,05 мм до 0,18 мм. Это необходимо, чтобы избежать соударения рабочих частей матрицы и пуансонов, и подрыва отверстия со стороны верхней поверхности полосы, обращенной к пуансону, с образованием закраин или заусенцев.
Технический результат, обусловленный использованием заявленного изобретения, заключается в повышении качества готовой продукции за счет исключения деформации металлической полосы при образовании в ней отверстий, обеспечение возможности использования устройства как для обработки металлической полосы с однорядным расположением отверстий, так и при многорядном расположении отверстий за один проход металлической полосы, что обусловливает повышение производительности при проведении данной работы, а также повышение скорости обработки металлической полосы. При этом, вследствие снижения нагрева рабочих поверхностей рабочих инструментов увеличивается их ресурс.
Достижение технического результата обусловлено тем, что в заявленной линии в устройстве для ротационно-прорезной обработки металлической полосы (далее -ротационно-прорезное устройство) матрицы дискретно расположены по внешней поверхности матрицедержателя с возможностью взаимодействия при вращении с пуансонами пуансонодержателя, вращающегося синхронно с матрицедержателем, при этом обеспечивается постоянный и равномерный зазор между рабочими поверхностями пуансонов и матриц замкнутого контура, соответствующего по форме внешнему контуру пуансонов, при этом двусторонний зазор между рабочими поверхностями матриц и пуансонов в устройстве (разница в размерах) составляет не более 0,03 мм, т.е. расстояние между смежными рабочими поверхностями пуансона и матрицы составляет не более 0,015 мм, а глубина захода пуансона в матрицу – от 0,05 мм до 0,18 мм при любой толщине обрабатываемой полосы. В этом случае обеспечивается высокое качество перфорации и предотвращается соударение рабочих частей пуансонов и матриц во время их захода и выхода из рабочей зоны. В частном случае, при цилиндрическом пуансоне и цилиндрической матрице диаметр матрицы превышает диаметр пуансона не более, чем на 0,03 мм.
В известных из уровня техники ротационно-прорезных средствах обработки металлической полосы или при вырубке штампом заход пуансона в матрицу обычно стараются обеспечить в пределах 0,05 мм до 0, 15 мм и делают это для других целей - для сохранения ресурса оснастки, чтобы при заточке рабочих поверхностей снять как можно меньший слой металла.
Наличие постоянного двустороннего зазора не более 0,03 мм (не более 0,015 мм на одну сторону) между рабочими поверхностями при заходе пуансонов в рабочую зону матрицы на глубину до 0,18 мм, обусловливает комбинированный процесс образования отверстия в обрабатываемой металлической полосе, заключающийся в сочетании резания и вырубания. Вследствие этого исключается деформация обрабатываемой полосы и в результате получается готовое изделие высокого качества, а именно, отверстия в полосе (или ленте) выполняются без ее деформации за счет иного механизма образования отверстия в металлической полосе.
Выполнение матрицы замкнутого контура, такой же формы, как пуансон, и с размерами, обеспечивающими расстояние между смежными рабочими поверхностями менее 0,015 мм, позволяет получить следующие эффекты при взаимодействии «пуансон - металлическая полоса - матрица»: от момента контакта пуансона с верхней поверхностью обрабатываемой металлической полосы и при дальнейшем его угловом движении рабочая поверхность пуансона врезается в материал обрабатываемой полосы (осуществляется процесс резания), это происходит, пока пуансоном не достигается примерно треть толщины материала, далее при дальнейшем угловом движении пуансона в остальной толщине полосы (2/3 общей толщины) происходит разрушение материала полосы под действием осевой составляющей силы, создаваемой пуансоном, - пробивка отверстия с отделением отхода от полосы (материал отхода откалывается от полосы), причем замкнутый контур матрицы, ограничивает размер пробиваемого отверстия по нижней поверхности обрабатываемой металлической полосы.
Таким образом, при указанной выше величине зазора между матрицей и пуансоном при любой толщине металла (например, стали) одна треть от размера толщины обрабатываемой полосы отделяется резанием. В этой зоне можно наблюдать блестящий поясок на торце вырубной детали (на вырубаемом отходе), а две трети от толщины полосы приходится на скол (виден матовый поясок - муаровые полосы). В результате, вырубаемый отход, как и отверстие в полосе, имеет пирамидальную форму: размер основание отхода (скол) по нижней поверхности больше, чем размер верхней поверхности на величину зазора между пуансоном и матрицей. Существенным при этом является выполнение матрицы замкнутого контура, по форме, соответствующей форме пуансона и имеющей зазор не более 0,015 мм, что ограничивает площадь скола - скол (нижний диаметр вырубаемого отхода) происходит на площади, превышающей площадь поперечного сечения пуансона и равной площади поперечного сечения отверстия в матрице.
В связи с тем, что полученное отверстие в обрабатываемой полосе имеет в верхней трети толщины полосы диаметр меньше, чем в нижних двух третях толщины, при выходе из сформированного отверстия на верхней поверхности металлической полосы пуансон может произвести подхват края готового отверстия только в его верхней части (на 1/3 толщины полосы) - далее отверстие расширяется и пуансон не может контактировать со стенками отверстия. Возникающая при подхвате края готового отверстия сила, деформирующая полосу, вызывает только упругую деформацию (из-за незначительности этой силы), при этом после выхода пуансона из готового отверстия силы упругости приводят к восстановлению плоской формы полосы вследствие упругих свойств металла, из которого изготовлена обрабатываемая полоса.
Изделие - металлическая полоса, обработанная ротационно-прорезным устройством согласно заявленному изобретению, не требует дополнительной правки после образования отверстий. При этом изделие получается высокого качества, независимо от того, какова ширина металлической полосы и какое количество рядов отверстий необходимо обработать. Процесс прорезания-пробивки отверстий ротационным методом происходит таким образом, что взаимодействие материала полосы и пуансона происходит вначале при точечном их контакте, а затем постепенно (последовательно) по мере углового перемещения пуансона, то есть при резке, процесс обработки материала полосы, начинаясь в одной точке, постепенно переходит в симметричные дуальные точки резания по рабочим поверхностям пуансона и отверстия в матрице. Поскольку при прорезании отверстия полоса испытывает точечную нагрузку от прилагаемого усилия для деформации материала полосы, не происходит существенного выделения тепла, за счет чего ресурс рабочих поверхностей пуансона и матрицы сохраняется намного дольше.
Заявленное изобретение преодолевает проблемы, присущие другим методам холодной штамповки, так как время, необходимое на возвратно-поступательного перемещение ползуна и индексацию межцентровых размеров по отверстиям не требуется, что позволяет получить перфорированную металлическую полосу без искаженных размерных и эргономических характеристик с очень высокой скоростью производительности. Также заявленное изобретение в энергозатратном и металлоемком плане в несколько раз превосходит по характеристикам оборудование для метода холодной штамповки.
Изобретение поясняется чертежами, на которых изображено:
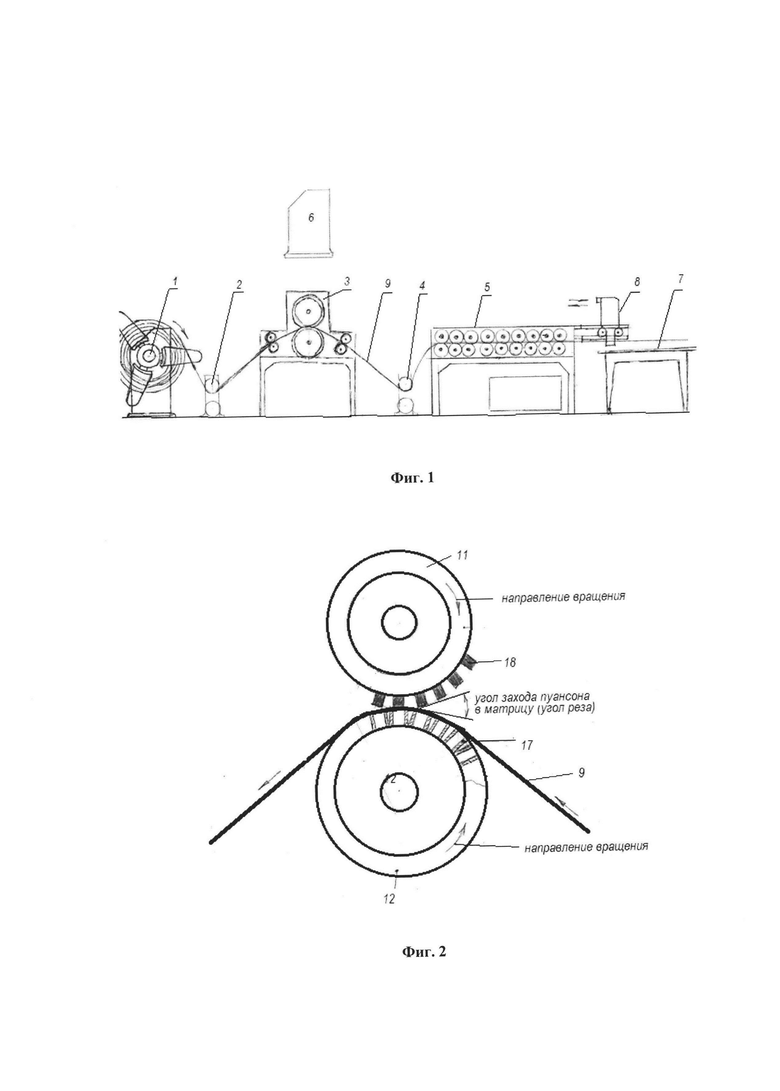
на фиг. 1 - общий вид линии для ротационно-прорезной обработки металлической полосы;
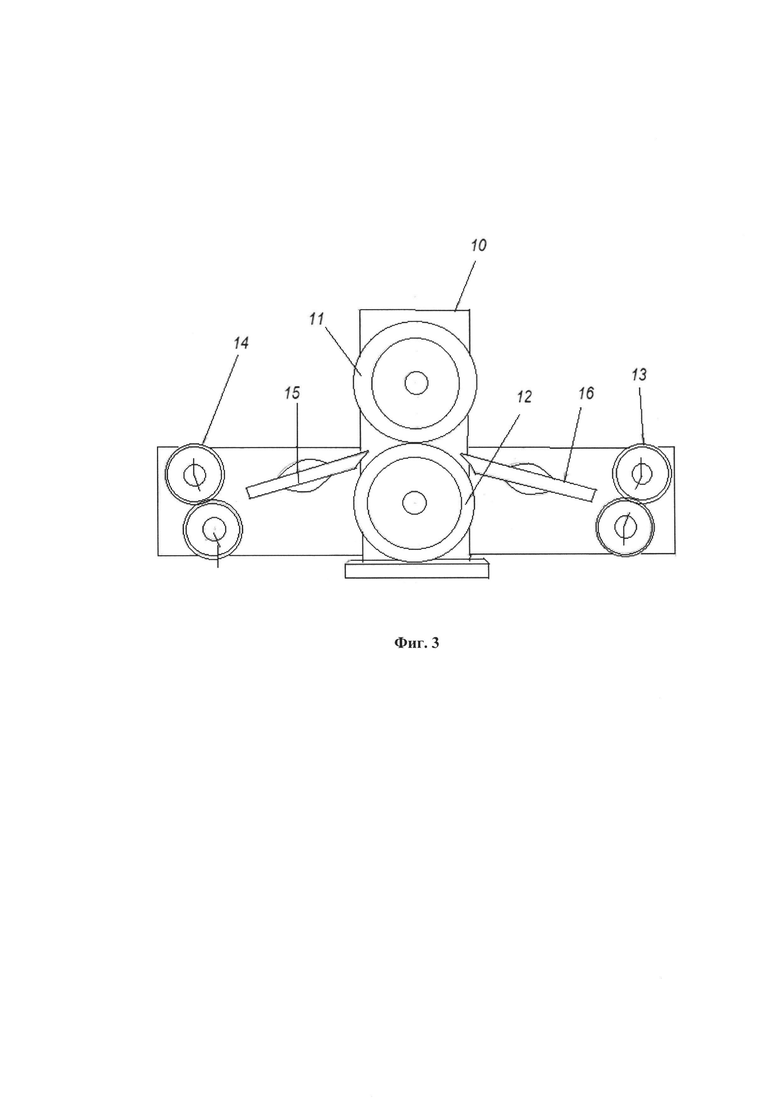
на фиг. 2 - схематический вид ротационно-прорезного устройства,
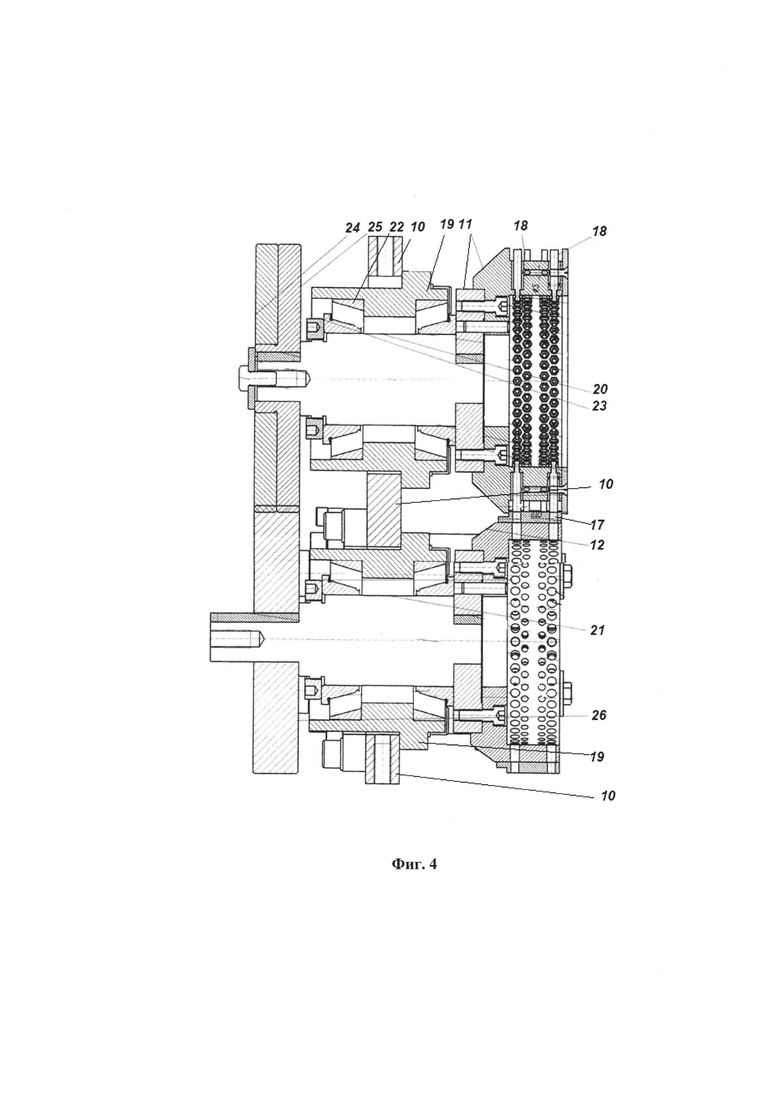
на фиг. 3 - фрагмент линии для ротационно-прорезной обработки металлической полосы;
на фиг. 4 - ротационно-прорезное устройство в разрезе.
На чертежах позициями обозначено:
1 - разматыватель;
2 и 4 - устройство контроля длины петли металлической полосы или ленты;
3 - ротационно-прорезное устройство;
5 - профилировочное устройство - инструментальная оснастка, предназначена для выполнения операции методом последовательного изгиба металлической полосы или ленты;
6 - пульт управления (электрический шкаф со схемами управления);
7 - стол упаковочный, предназначенный для работ, связанных с этикеровкой продукции, комплектацией и упаковкой;
8 - отрезной механизм, например, гидравлическая отрезная головка - инструментальная технологическая оснастка, приводимая в движение маслом под давлением;
9 - обрабатываемая металлическая полоса или лента (штрипс).
10 - рама ротационно-прорезного устройства;
11 - пуансонодержатель ротационно-прорезного устройства;
12 - матрицедержатель ротационно-прорезного устройства;
13 - блок контроля толщины металла;
14 - приемно-натяжной блок;
15 - приемное устройство;
16 - позиционирующее устройство;
17 - матрица;
18 - пуансон;
19 - корпус блока пуансонодержателя;
20 - верхний вал;
21 - нижний вал;
22 - упорно-роликовые конический подшипники;
23 - гайка со стопорным устройством;
24 и 25 - шестерни блока шестерен, установленного на верхнем валу;
26 - ведущая шестерня, установленная на нижнем валу.
Представленная на фиг. 1 линия состоит из разматывателя 1, устройства 2 для контроля длины петли металлической полосы или ленты (далее полоса 9), позиционирующего устройства 16 (см. также фиг. 3), ротационно-прорезного устройства 3, устройства 4 для контроля длины петли металлической полосы 9, профилегибочного устройства 5, отрезного механизма 8, упаковочного стола 7.
Разматыватель 1, который представляет собой устройство для размотки витков рулона металлической полосы 9 (штрипса) и ее удержания от поперечного смещения, работает в комплексе с устройствами 2 и 4 контроля длины петли, которые представляют собой механизм, компенсирующий за счет петлеобразования асинхронность в работе технологического оборудования, вызванную погрешностями управления и повышенными монтажными зазорами в узлах и механизмах оборудования. Задача разматывателя 1 и устройств 2 и 4 контроля длины петли состоит в обеспечении корректной подачи металлической полосы 9 в механизм автоматической подачи подающего устройства. Если во время работы размер петли уменьшается, натяжение полосы приводит к касанию верхнего контрольного датчика устройства 2 или устройства 4 контроля длины петли. Датчик регистрирует касание и через блок исполнительного устройства подается сигнал на включение механизма разматывателя 1. По мере увеличения размера петли при касании нижнего датчика происходит тоже самое, но только с командой на остановку разматывателя 1.
Ротационно-прорезное устройство состоит из двух одинаковых блоков пуансонодержателя 11 и матрицедержателя 12 (см. фиг. 4), каждый из которых содержит корпус 19 с расположенными в них валами, верхним 20 и нижним 21. Сборка блока пуансонодержателя 11 (корпус 19 - вал 20) и матрицедержателя 12 (корпус 19 - вал 21)выполнена через симметрично расположенные упорно-роликовые конические подшипники 22. Для исключения зазоров в блоке сборка выполнена с гарантированным легким натягом упомянутых конических подшипников 22. Натяг осуществляется гайкой 23 со стопорным устройством. На верхнем валу 20 блока с одной его стороны закреплен узел пуансонодержателя 12 с пуансонами 18, а на другом конце верхнего вала 20 закреплен блок шестерней с шестернями 24 и 25. Пуансонодержатель 11 выполнен цилиндрической формы с равномерно расположенными по периметру посадочными отверстиями под пуансоны 18.
На нижнем валу 21 с одной стороны вала закреплен узел матрицедержателя 11 с матрицами 17, а на другом конце закреплена ведущая шестерня 26. Матрицедержатель 11 выполнен также цилиндрической формы с равномерно расположенными по периметру отверстиями под посадку матриц 17. Посадка матриц 17 в матрицедержатель 12 и посадка пуансонов 18 в пуансонодержатель 11 осуществляется, предпочтительно, с натягом 0,005 мм.
Взаимное расположение пуансонов 18 и матриц 17 выполнено таим образом, что, в зависимости от толщины полосы 9 глубина захода пуансона в матрицу составляет от 0,05 мм до 0,18 мм, при этом размер пуансонов и матриц выполнен в соответствии друг с другом - двусторонний зазор между рабочими поверхностями матриц 17 и пуансонов 18 составляет не более 0,03 мм, т.е. расстояние между смежными рабочими поверхностями пуансона и матрицы (в любом месте периметра пуансона) составляет не более 0,015 мм.
Удаление вырубаемого отхода при перфорировании полосы 9 происходит автоматически через провал в матрице. Для перезаточки рабочих поверхностей матриц 17 предусмотрены средства для выдвижения матрицы винтом, который одновременно является опорой матрицы от провала. Головка винта выполнена с шестигранником под ключ, который не является препятствием для удаления вырубаемых отходов. Ротационно-прорезное устройство крепится к раме 10, приводится в работу мотор-редуктором (не показан).
В профилировочном устройстве5 выполняется пооперационная последовательная гибка заготовки методом последовательной прокатки заготовки, между верхними и нижними роликами. Изделие на выходе из профилировочного устройства отрезается в нужный размер отрезным механизмом 8 с гидравлической отрезной головкой, которая приводится в действие гидростанцией.
Блок 13 контроля толщины металла предназначен для контроля предельного отклонения толщины полосы 9. В блок 13 входят две буксы на валах которых закреплены ролики. Ролики вращаются независимо друг от друга за счет контакта с полосой 9. Блок 13 крепится к плите, которая в свою очередь крепится к раме 10. Срабатывание блока 13, вызывающее перемещения полосы 9, происходит при превышающем предельном отклонении толщины полосы 9 от номинального размера.
Приемно-натяжной блок 14 служит для приема перфорированной полосы 9 из рабочей зоны роторно-прорезного устройства. Приемно-натяжной блок 14, так же, как и блок 13 контроля толщины металла, имеет две буксы и крепится к плите (поз. 16 рис. 4), которая в свою очередь крепится к раме 10. Блок 14 приводится в движение шестернями, закрепленными на валах букс. Крутящий момент на валы передается от нижней шестерни 26 роторно-прорезного устройства.
Приемное устройство 15 и позиционирующее устройство 16 конструктивно идентичны, служат для направления и удержания полосы в рабочей зоне роторно-прорезного устройства. Оба устройства 15 и 16 состоят из корпуса с крышкой. В корпусе расположены два ряда симметрично расположенных подшипников, которые являются направляющими элементами для полосы 9. В сборе устройства 15 и 16 имеют прямоугольный паз для захода полосы 9. Вследствие использования в качестве направляющих подшипников обеспечивается минимальное сопротивление трению.
Устройство функционирует следующим образом.
Полоса 9 подается через позиционирующее устройство 16 в рабочую зону роторно-прорезного устройства. Во время вращения матрицедержателя 12 и пуансонодержателя 11, полоса 9, направляемая через позиционирующее устройство 16 перфорируется на первой стадии путем последовательного захода поперечных рядов пуансонов 18 в поперечные ряды сопрягаемых углублений матриц 17.
Далее прорезанными отверстиями полоса 9 фиксируется на пуансонах 18 и по поверхности матрицедержателя 12 перемещается в зону последовательного выхода пуансонов 18 из углублений матриц 17. В момент прохождения сопрягаемых поверхностей пуансонов и матриц осевой линии роторно-прорезного устройства, очередной ряд пуансонов и сопрягаемых матриц взаимодействует с металлической полосой и производит прорубание в полосе 9 очередного поперечного ряда отверстий. Таким образом, путем вращения, пуансоны 18 перемещают полосу 9.
Энергопотребление ротационно-прорезного устройства 750 ВТ (кривошипно-шатунный пресс 11000-15000 ВТ), масса ротационно-прорезного устройства 250 кг, вес кривошипно-шатунного пресса от 3000 кг и выше.
Пример: при пробивке штампом металлической полосы диаметром 4,5 мм и толщиной 1,5 мм прилагаемое усилие составляет 1326 кг., а при ротационно-прорезном формировании отверстия усилие составляет 530 кг. При такой разности динамических нагрузок выделение тепла на рабочих поверхностях матриц и пуансонов предлагаемого устройства будет отличаться в меньшую сторону и, как следствие, приводить к лучшим показателям износостойкости узлов у заявленного устройства и позволяет повысить скорость обработки металлической полосы, причем в заявленном устройства исключается пластическая деформация металлической полосы, деформация остается в пределах упругости, что позволяет успешно использовать заявленное устройство как для образования однорядного расположения отверстий, так и образовать отверстия в несколько рядов за один проход металлической полосы (повышение производительности).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| Вырубной штамп для многопозиционной штамповки | 1989 |
|
SU1787623A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ Т-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2212297C1 |
| Способ изготовления вырубного штампа | 1985 |
|
SU1368071A1 |
| Устройство для получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2763862C1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЬЕВ ПИЛЫ (ВАРИАНТЫ) | 2005 |
|
RU2312744C2 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве перфорированных металлических полос или металлических профилей с отверстиями, применяемых в строительстве при выполнении отделочно-строительных работ. Линия для ротационно-прорезной обработки металлической полосы или ленты включает ротационно-прорезное устройство, содержащее пуансонодержатель с пуансонами и матрицедержатель с матрицами. Матрицы выполнены замкнутого контура по форме, соответствующей форме пуансона, и дискретно расположены по внешней поверхности матрицедержателя с возможностью взаимодействия при вращении с пуансонами. Размер матриц и пуансонов таков, что зазор между смежными рабочими поверхностями пуансона и матрицы составляет не более 0,015 мм. Глубина захода пуансона в матрицу составляет от 0,05 до 0,18 мм. В результате обеспечивается повышение качества готовой продукции за счет исключения деформации металлической полосы или ленты при образовании в ней отверстий и снижение нагрева рабочих поверхностей инструментов. 2 н.п. ф-лы, 4 ил.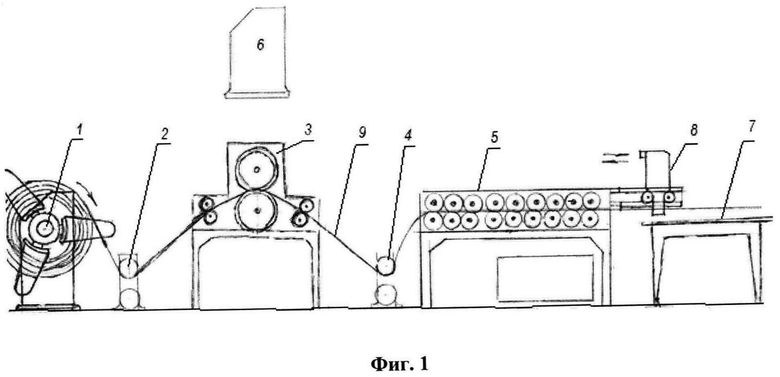
1. Линия для ротационно-прорезной обработки металлической полосы или ленты, содержащая разматыватель, устройство для контроля длины петли металлической полосы или ленты, позиционирующее устройство, ротационно-прорезное устройство с пуансонодержателем с пуансонами и матрицедержателем с матрицами и отрезной механизм, отличающаяся тем, что матрицы ротационно-прорезного устройства выполнены замкнутого контура по форме, соответствующей форме пуансона, и дискретно расположены по внешней поверхности матрицедержателя с возможностью взаимодействия при вращении с пуансонами пуансонодержателя, при этом размер матриц и пуансонов таков, что зазор между смежными рабочими поверхностями пуансона и матрицы составляет не более 0,015 мм, а глубина захода пуансона в матрицу - от 0,05 до 0,18 мм.
2. Ротационно-прорезное устройство, содержащее пуансонодержатель с пуансонами и матрицедержатель с матрицами, отличающееся тем, что матрицы выполнены замкнутого контура по форме, соответствующей форме пуансона, и дискретно расположены по внешней поверхности матрицедержателя с возможностью взаимодействия при вращении с пуансонами пуансонодержателя, при этом размер матриц и пуансонов таков, что зазор между смежными рабочими поверхностями пуансона и матрицы составляет не более 0,015 мм, а глубина захода пуансона в матрицу - от 0,05 до 0,18 мм.
| CN 106180368 A, 07.12.2016 | |||
| Валковое устройство для обработки листовых заготовок | 1982 |
|
SU1018759A1 |
| УСТРОЙСТВО для ПЕРФОРАЦИИ ЛЕНТ | 0 |
|
SU272259A1 |
| Поточная линия для производства перфорированных изделий из рулонного материала | 1984 |
|
SU1228944A1 |
| WO 1990001381 A1, 22.02.1990 | |||
| US 6339947 B1, 22.01.2002. | |||

