Настоящее изобретение относится к упаковке со щипцовым верхом для жидких пищевых продуктов.
Как известно, многие льющиеся пищевые продукты, такие как фруктовый сок, пастеризованное (подвергнутое высокотемпературной обработке) молоко, вино, томатный соус и т.д., продают в упаковках, выполненных из стерилизованного упаковочного материала.
Упаковочный материал имеет многослойную структуру, содержащую слой волокнистого материала, например бумаги, покрытый с обеих сторон слоями термоплавкого пластмассового материала, например полиэтилена, и, в случае с асептическими упаковками для продуктов длительного хранения, таких как пастеризованное молоко, содержит также слой кислородонепроницаемого материала, образованный, например, алюминиевой фольгой, которая наложена на слой термоплавкого пластмассового материала и, в свою очередь, покрыта другим слоем термоплавкого пластмассового материала, в конечном итоге, образующего внутреннюю поверхность упаковки, содержащей пищевой продукт.
Типичным примером такой упаковки является упаковка в форме параллелепипеда для жидких или льющихся пищевых продуктов, известная как Tetra Brik Aseptic (зарегистрированная торговая марка), которую формируют из непрерывной трубы, получаемой посредством загибания и продольного сваривания полотна упаковочного материала; полотно упаковочного материала стерилизуют в самом упаковочном автомате, например, посредством применения химического стерилизующего средства, такого как раствор перекиси водорода, который после стерилизации удаляют, например выпаривают, посредством нагрева с поверхностей упаковочного материала; и стерилизованное таким образом полотно упаковочного материала содержат в закрытой стерильной среде, загибают и сваривают в продольном направлении для формирования вертикальной трубы.
Трубу заполняют стерилизованным или подвергнутым стерилизующей обработке пищевым продуктом и запечатывают и отрезают в равномерно разнесенных поперечных сечениях для формирования упаковок типа «подушка», которые затем механически складывают для формирования завершенных упаковок, например, по существу в форме параллелепипеда.
Известны два основных типа устройств для наполнения упаковок из подаваемого полотна и формования упаковок: первым и более распространенным типом является устройство, имеющее две пары возвратно-поступательных захватов; этот тип устройств включает, например, устройства серий ТВ и ТВА, производимые фирмами Tetra Brick Packaging Systems в г.Лунд (Швеция) и Ruben Rausings в г.Модена (Италия), Via Delfini 1. Второй тип устройства - это конвейерный тип, в котором формовочные и запечатывающие узлы несут два обращенных друг к другу конвейера вместо возвратно-поступательных захватов.
Для обеспечения складывания полотна упаковочного материала как в ходе формирования, так и в ходе завершающего складывания, на упаковочном материале на производственной линии формируют линии сгиба, образующие так называемый «рисунок линий сгиба».
В альтернативном варианте упаковочный материал может быть разрезан на заготовки, из которых формируют упаковки на формовочной оправке, и полученные упаковки заполняют пищевым продуктом и запечатывают. Одним примером такой упаковки является так называемая «упаковка со щипцовым верхом», общеизвестная под торговой маркой Tetra Rex (зарегистрированная торговая марка), которая имеет щипцовую верхнюю часть, образованную двумя наклонными или покатыми стенками, соединенными между собой верхним поперечным швом.
В частности, после формирования на формовочных оправках незавершенные упаковки имеют открытую сверху параллелепипедную конфигурацию; часть щипцового верха получают посредством сжатия противоположных боковых стенок верхней части незавершенных упаковок по направлению друг к другу для вытягивания в линию верхних кромок других стенок, которые затем сваривают друг с другом для формирования поперечного шва.
Будучи сформированными, упаковки указанного выше типа могут подвергаться дополнительной обработке, например, для установки закрываемого средства для откупоривания.
Упаковки со щипцовым верхом очень удобно использовать в комбинации с повторно закрываемыми средствами для откупоривания, поскольку наклонные верхние стенки шире, чем соответствующие плоские части параллелепипеда, и, таким образом, допускают применение относительно больших средств для откупоривания, например, имеющих навинчивающуюся крышку и т.п.
Технической задачей настоящего изобретение является создание упаковки со щипцовым верхом, которую можно производить просто и с малыми затратами при помощи наполнительных устройств с рулонной подачей, таких как указанные выше устройства серий ТВ и ТВА или устройства конвейерного типа, без существенных модификаций таких устройств.
Другой задачей настоящего изобретения является создание способа изготовления такой упаковки со щипцовым верхом.
Еще одной задачей настоящего изобретения является создание листового упаковочного материала, имеющего рисунок линий сгиба, который приспособлен для изготовления такой упаковки со щипцовым верхом.
Данные технические задачи были решены за счет создания упаковки со щипцовым верхом для жидких пищевых продуктов, содержащей часть щипцового верха, включающую переднюю наклонную верхнюю стенку и заднюю наклонную верхнюю стенку, соединенные между собой верхним поперечным швом, в которой согласно изобретению часть щипцового верха включает пару боковых клапанов, примыкающих к соответствующим концевым частям верхнего поперечного шва и загнутых наружу верхнего объема упаковки, доступного для пищевого продукта и ограниченного передней и задней наклонными верхними стенками, при этом у каждого из боковых клапанов одна сторона примыкает к одной, передней, стенке из передней и задней наклонных верхних стенок, и другая сторона сформирована соответствующей концевой частью верхнего поперечного шва и расположена рядом с другой, задней, из передней и задней наклонных верхних стенок.
Предпочтительно упаковка получена из упаковки типа «подушка», имеющей, по меньшей мере, клиновидную концевую часть, ограниченную верхним поперечным швом, образующую переднюю и заднюю наклонные верхние стенки и имеющую противоположные выступающие боковые клапаны.
Предпочтительно упаковка содержит призматическую основную часть, ограниченную сверху частью щипцового верха, причем боковые клапаны отгибаются на соответствующие верхние части противоположных боковых стенок основной части.
Предпочтительно основная часть имеет прямоугольное поперечное сечение, шестиугольное поперечное сечение или восьмиугольное поперечное сечение.
Технические задачи также решаются за счет того, что при осуществлении способа изготовления упаковки со щипцовым верхом для жидких пищевых продуктов, согласно изобретению формируют часть щипцового верха, включающую переднюю наклонную верхнюю стенку, заднюю наклонную верхнюю стенку, верхний поперечный шов, соединяющий указанные переднюю и заднюю наклонные верхние стенки, и пару боковых клапанов, выступающих из противоположных сторон задней и передней наклонных верхних стенок и ограниченных сверху соответствующими концевыми частями верхнего поперечного шва, и отгибают указанные боковые клапаны наружу от верхнего объема упаковки, доступного для пищевого продукта и ограниченного передней и задней наклонными верхними стенками, таким образом, чтобы боковые клапаны были отогнуты на соответствующие верхние части противоположных боковых стенок призматической основной части упаковки.
Предпочтительно формируют упаковку типа «подушка», имеющую противоположные клиновидные концевые части, запечатанные в поперечном направлении на их соответствующих концах, при этом одна из клиновидных концевых частей упаковки типа «подушка» образует часть щипцового верха упаковки, имеющую боковые клапаны.
Технические задачи также решаются и за счет того, что листовой упаковочный материал для изготовления описанной выше упаковки со щипцовым верхом согласно изобретению имеет рисунок линий сгиба, в свою очередь, содержащий расположенные в концевой части, предназначенной для формирования части щипцового верха упаковки, первую поперечную линию сгиба, ограничивающую верхний поперечный шов, вторую поперечную линию сгиба, формирующую горизонтальные углы части щипцового верха, и продольные линии сгиба, ограничивающие, вместе с указанными первой и второй поперечными линиями сгиба, пару первых зон, образующих указанные боковые клапаны, и пару вторых зон, образующих указанные переднюю и заднюю наклонные верхние стенки, при этом каждая первая зона включает пару первых наклонных линий сгиба, соединяющихся на первой поперечной линии сгиба, образующих равнобедренный треугольник совместно со второй поперечной линией сгиба и образующих соответствующие боковые внешние границы соответствующего бокового клапана, причем каждая первая зона также включает в себя вторую наклонную линию сгиба, проходящую от центра равнобедренного треугольника до соответствующей продольной линии сгиба, и при этом в каждой первой зоне вторая наклонная линия сгиба доходит до точки пересечения между соответствующей продольной линией сгиба и первой поперечной линией сгиба, при этом каждая первая зона включает третьи наклонные линии сгиба, проходящие по соответствующим биссектрисам равнобедренного треугольника.
Три предпочтительных не вносящих ограничений варианта осуществления настоящего изобретения будут описаны в качестве примера со ссылками на прилагаемые чертежи, на которых:
фиг.1 - перспективный вид упаковки со щипцовым верхом, соответствующей настоящему изобретению;
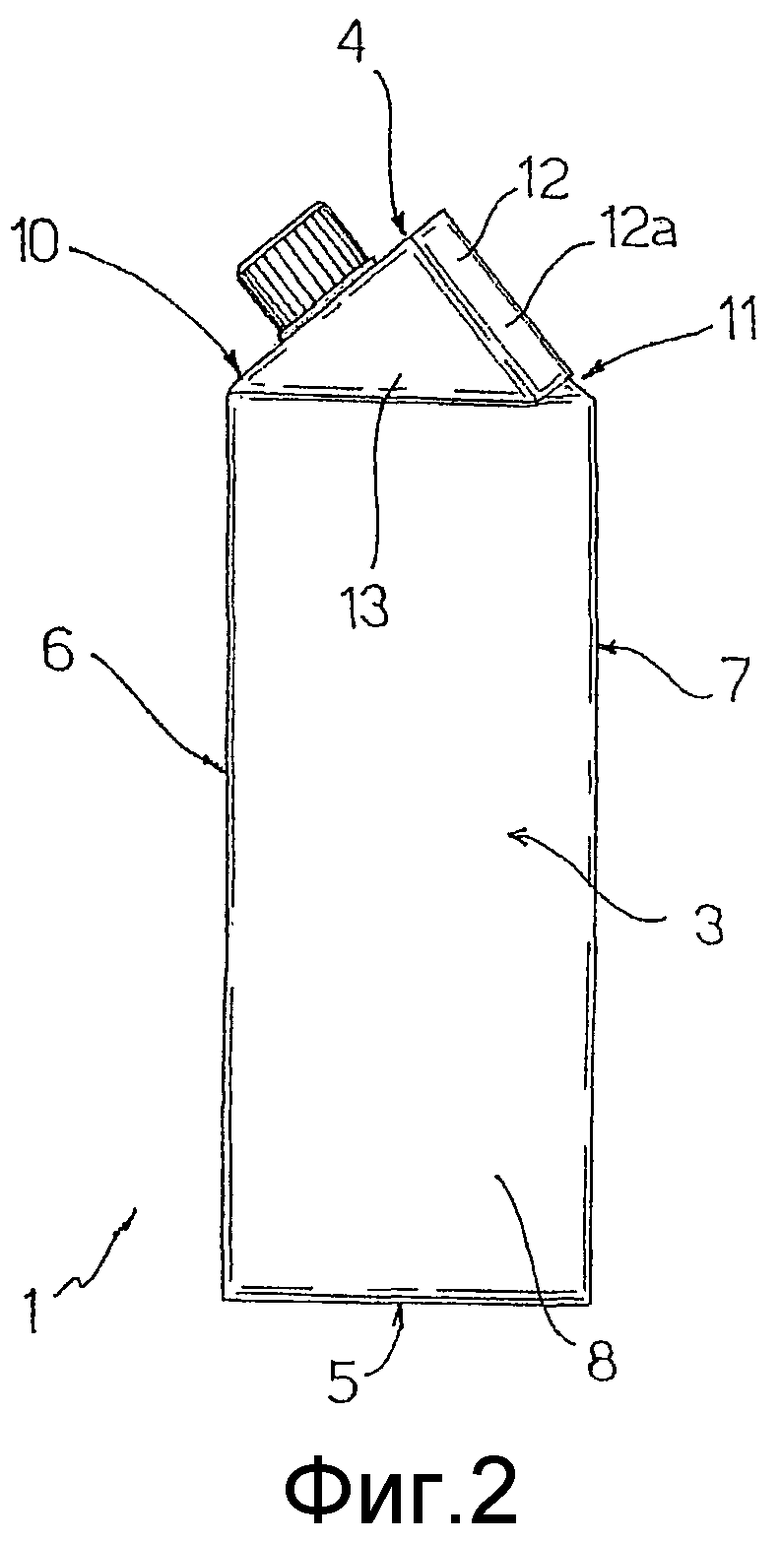
фиг.2 - вертикальный вид сбоку упаковки, показанной на фиг.1;
фиг.3 - вертикальный вид сзади упаковки, показанной на фиг.1;
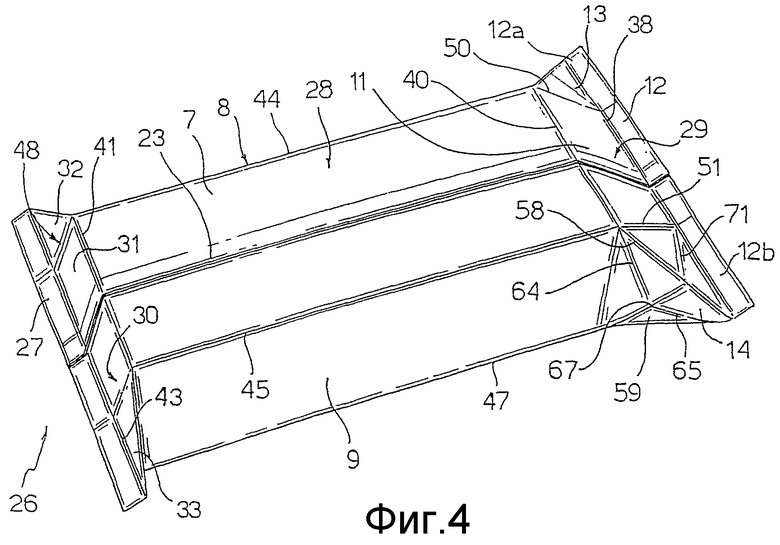
фиг.4 - перспективный вид упаковки типа «подушка», представляющей полуфабрикат для изготовления упаковки, показанной на фиг.1;
фиг.5 - повторяющаяся часть листового упаковочного материала для изготовления упаковки, показанной на фиг.1;
фиг.6 - перспективный вид другого варианта выполнения упаковки со щипцовым верхом, соответствующей настоящему изобретению;
фиг.7 - повторяющаяся часть листового упаковочного материала для изготовления упаковки, показанной на фиг.6;
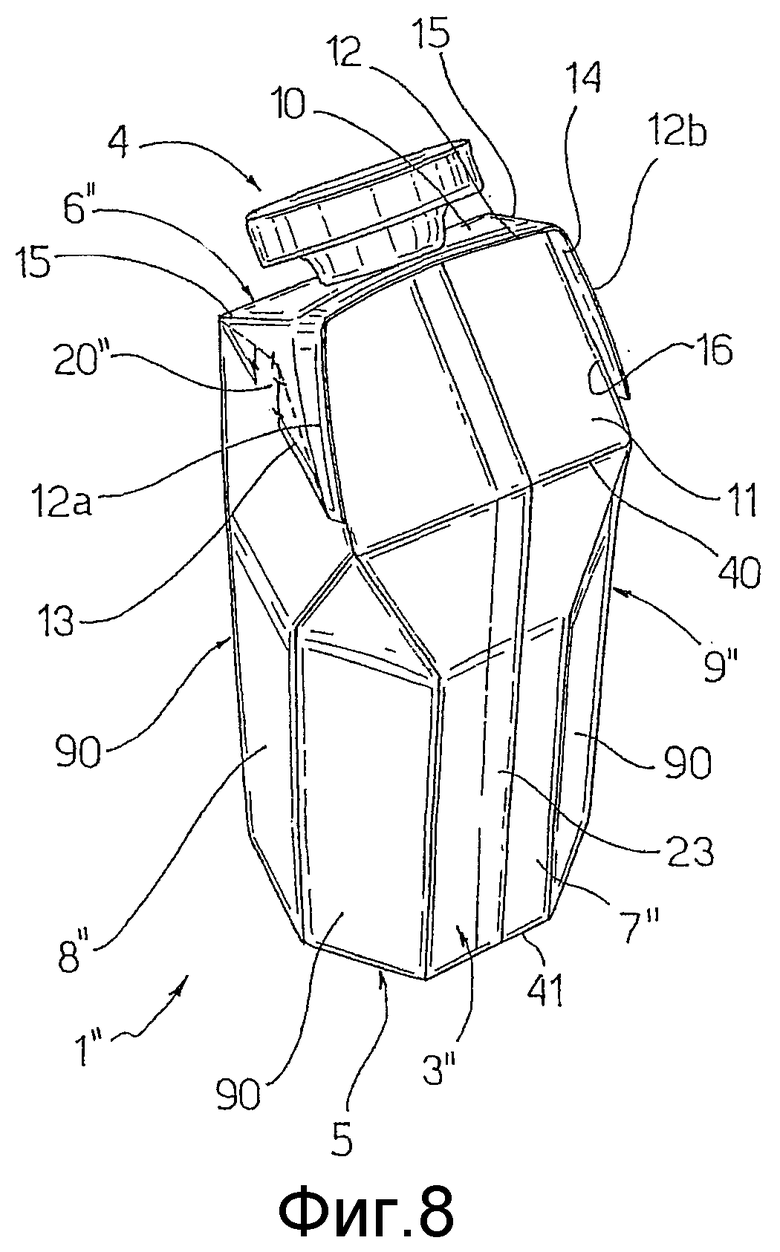
фиг.8 - перспективный вид другого варианта выполнения упаковки со щипцовым верхом, соответствующей настоящему изобретению; и
фиг.9 - повторяющаяся часть листового упаковочного материала для изготовления упаковки, показанной на фиг.8.
Лучший способ осуществления изобретения
На фиг.1, 2 и 3 номером 1 обозначена упаковка со щипцовым верхом для пищевых продуктов, соответствующая настоящему изобретению.
Упаковку 1 изготовляют из листового упаковочного материала 2 (фиг.5) - далее «материал 2», и она по существу содержит основную часть 3 в форме параллелепипеда и верхнюю часть 4 щипцового верха, ограничивающую сверху основную часть 3.
В частности, основная часть 3 имеет, предпочтительно, квадратную нижнюю стенку 5, переднюю стенку 6, заднюю стенку 7 и пару боковых стенок 8, 9.
Часть 4 щипцового верха включает переднюю наклонную верхнюю стенку 10 и заднюю наклонную верхнюю стенку 11, которые соединены верхним поперечным швом 12 упаковки 1.
Согласно важному аспекту настоящего изобретения, часть 4 щипцового верха включает пару верхних боковых клапанов 13, 14, примыкающих к соответствующим боковым оконечным частям 12а, 12b верхнего поперечного шва 12 и отогнутых снаружи от верхнего объема упаковки, доступного для содержания пищевого продукта и ограниченного передней и задней наклонными верхними стенками 10, 11.
Каждый боковой клапан 13, 14 имеет одну сторону, ограниченную боковой кромкой 15 передней наклонной верхней стенки 10, и другую сторону, сформированную соответствующей боковой оконечной частью 12а, 12b поперечного шва 12 и отогнутую на боковую кромку 16 задней наклонной верхней стенки 11.
Боковые клапаны 13, 14 загибают на соответствующие треугольные верхние части 20 боковых стенок 8, 9. Верхние части 20 плоские и по существу компланарны или немного наклонены внутрь относительно соответствующих боковых стенок 8, 9, что более подробно описано ниже.
Для лучшего понимания конфигурации новой упаковки теперь будут сделаны ссылки на фиг.4 и 5.
Упаковку 1 изготовляют из непрерывной трубы (не показана) из упаковочного материала, которую получают посредством сгибания и продольного сваривания материала 2 (фиг.5) вдоль его боковых кромок 21, 22. Более точно, кромочную часть 21а материала 2 накладывают на противоположную кромочную часть 22а и сваривают таким образом, чтобы получить продольный шов 23, который проходит по существу вдоль вертикальной центральной линии задней стенки 7 завершенной упаковки 1.
Затем трубу запечатывают в поперечном направлении с регулярными интервалами для формирования поперечных швов и затем разрезают вдоль этих поперечных швов для формирования так называемых упаковок типа «подушка», которые являются полуфабрикатами, приспособленными для преобразования в завершенные упаковки 1 посредством выполнения множества операций завершающего сгибания. Упаковка типа «подушка», обозначенная позицией 26, показана на фиг.4.
Как показано на примере одной завершенной упаковки 1 или, аналогичным образом, одной упаковки 26 типа «подушка», указанные поперечные швы включают указанный выше верхний поперечный шов 12 и нижний поперечный шов 27, показанный на фиг.4.
Упаковка 26 типа «подушка» содержит основную часть 28 параллелепипеда, образованную четырьмя стенками, соответствующими стенкам 6, 7, 8, 9 основной части 3 завершенной упаковки 1, и противоположные клиновидные оконечные части 29, 30, суживающиеся от основной части 28 к соответствующим поперечным швам 12, 27.
Клиновидная оконечная часть 29 образует переднюю и заднюю наклонные верхние стенки 10, 11 завершенной упаковки 1 и имеет боковые клапаны 13, 14, отступающие от противоположных сторон передней и задней наклонных верхних стенок 10, 11 и, как описано выше, приспособленные для отгибания на соответствующие верхние части 20 боковых стенок 8, 9.
Клиновидная оконечная часть 30 приспособлена для складывания известным способом для образования нижней стенки 5; в частности, клиновидная оконечная часть 30 сформирована парой наклонных стенок 31, соединенных между собой нижним поперечным швом 27 и образующих пару выступающих нижних боковых клапанов 32, 33.
Для получения плоской нижней стенки 5 на клиновидную оконечную часть 30 нажимают в направлении клиновидной оконечной части 29 таким образом, чтобы загнуть боковые клапаны 32, 33 на наклонные стенки 31 и приварить к ним.
Листовой материал 2 имеет рисунок 37 линий сгиба, то есть множество линий ослабления, выполненных зиговочными роликами и формирующих линии сгиба, по которым материал сгибают в ходе операций формирования и завершающего сгибания.
На фиг.5 показана повторяющаяся часть материала 2, то есть полный отрезок материала, который используют для изготовления одной упаковки 1.
Рисунок 37 линий сгиба известным образом включает четыре поперечные линии 38, 39, 40, 41 сгиба, причем линии 38, 39 расположены вблизи поперечных краев повторяющегося отрезка и ограничивают соответствующие верхний и нижний поперечные районы 42, 43 сварки; линии 40, 41 формируют горизонтальные углы части 4 щипцового верха и нижней стенки 5 и для наглядности обозначены на фиг.1 и 4.
Рисунок 37 линий сгиба также известным образом включает четыре продольные линии 44, 45, 46, 47 сгиба, формирующие боковые углы упаковки 1 и проходящие между поперечными линиями 40, 41 сгиба, а также множество линий 48 сгиба в районе, расположенном между линией 41 и нижним районом 43 поперечного сваривания, которые предназначены для формирования нижних боковых клапанов 32, 33 (фиг.4) упаковки 26 типа «подушка». Линии 48 расположены в известной конфигурации и не будут описаны подробно.
Продольные линии 44, 45 сгиба расположены вблизи соответствующих боковых кромок 21, 22, тогда как продольные линии 46, 47 сгиба расположены между линиями 44, 45.
Для наглядности передняя стенка 6 упаковки 1 ограничена линиями 46, 47, задняя стенка 7 ограничена линиями 44, 45, боковая стенка 8 ограничена линиями 44, 46, и боковая стенка 9 ограничена линиями 45, 47.
Рисунок 37 линий сгиба также включает множество дополнительных линий сгиба в районе, расположенном между поперечной линией 40 сгиба и верхним поперечным районом 42 сваривания. Эти дополнительные линии сгиба включают четыре по существу продольные линии 50, 51, 52, 53 сгиба, образующие боковые углы передней наклонной верхней стенки 10 и задней наклонной верхней стенки 11 и начинающиеся в точках 44а, 45а, 46а, 47а пересечения линии 40 с каждой из продольных линий 44, 45, 46, 47. В показанных примерах линии 50, 51, 52 и 53 немного наклонены для формирования стенок 10, 11 трапецеидальной формы, суживающихся по направлению вверх, но они могут быть совершенно продольными, то есть могут представлять продолжение продольных линий 44, 45, 46, 47.
Линии 50, 52, часть района 42 верхнего поперечного шва, расположенная между линиями 50, 52, и часть линии 40, расположенная между точками 44а, 46а пересечения, ограничивают зону 54 клапана, образующую боковой клапан 13. Аналогично этому, линии 51, 53, часть района 42 верхнего поперечного шва, расположенная между линиями 51, 53, и часть линии 40, расположенная между точками 45а, 47а пересечения, ограничивают зону 55 клапана, образующую боковой клапан 14. Кроме того, продольные линии 50, 51, 52, 53 сгиба, поперечная линия 40 сгиба и район 42 поперечного шва ограничивают две другие зоны 68, 69, каждая из которых расположена между зонами 54, 55 и образует, соответственно, переднюю и заднюю наклонные верхние стенки 10, 11.
Рисунок 37 линий сгиба также включает расположенную в каждой зоне 54, 55 клапана пару наклонных линий 56, 57 и 58, 59 сгиба, соответственно начинающихся от точек 44а, 46а и 45а, 47а соответственно и соединяющихся в районе 42 верхнего поперечного шва, образуя равнобедренный треугольник с частью линии 40, расположенной между точками 44а, 46а и 45а, 47а соответственно.
Линии 56, 57 и линии 58, 59 соответственно образуют боковые внешние границы боковых клапанов 13, 14.
Три другие линии сгиба, обозначенные номерами 60, 61, 62 в зоне 54 клапана и 63, 64, 65 в зоне 55 клапана, соответственно проходят по соответствующим биссектрисам равнобедренного треугольника и пересекаются в центре вписанной окружности, обозначенном номером 66 для зоны 54 клапана и номером 67 для зоны 55 клапана соответственно.
Линии 60, 61 зоны 54 клапана проходят между центром 66 вписанной окружности и соответствующими точками 44а, 46а и ограничивают сверху верхнюю часть 20 боковой стенки 8. Аналогично этому, линии 63, 64 зоны 55 клапана проходят между центром 67 вписанной окружности и соответствующими точками 45а, 47а и ограничивают сверху верхнюю часть 20 боковой стенки 9.
Наконец, рисунок 37 линий сгиба включает расположенную в каждой зоне 54, 55 клапана дополнительную наклонную линию 70, 71 сгиба, пересекающую соответствующую линию 56, 58 и проходящую между соответствующим центром 66, 67 вписанной окружности и соответствующей точкой пересечения поперечной линии 38 сгиба и продольной линии 50, 51 сгиба.
В каждой зоне 54, 55 клапана линии 70, 71, линии 56, 58 и часть линии 38, расположенная между линиями 56, 70 и линиями 58, 71 соответственно, ограничивают оконечную часть 72, 73 соответствующего бокового клапана 13, 14, который загибают на соответствующую примыкающую часть 74, 75 материала 2, ограниченную соответствующей линией 50, 51 и частями линий 56, 70 и 58, 71, соответственно расположенными между точкой их пересечения и соответствующей линией 50, 51. Будет понятно, что основная часть 3 упаковки 1, расположенная между кромками 21, 22 и линиями 40, 41 сгиба, может иметь любую форму, тогда как часть 4 щипцового верха остается неизменной.
На фиг.6, 7, 8 и 9 показан основной принцип настоящего изобретения, примененный для получения упаковок 1', 1'', имеющих относительно призматические основные части 3', 3'' с соответственно шестиугольным и восьмиугольным поперечными сечениями. В нижеследующем описании упаковки 1', 1'' показаны только в части, отличающейся от упаковки 1, при этом для обозначения любых частей, подобных или соответствующих уже описанным, использованы такие же ссылочные номера.
Упаковки 1', 1'' изготовляют из соответствующих листовых упаковочных материалов 2', 2'', соответствующие повторяющиеся части которых показаны на фиг.7, 9.
Материалы 2', 2'' включают соответствующие рисунки 37', 37'' линий сгиба, каждый из которых имеет четыре поперечные линии сгиба, идентичные поперечным линиям 38, 39, 40, 41 сгиба материала 2 и, таким образом, обозначенные такими же ссылочными номерами.
В районе, расположенном между поперечной линией 40 сгиба и верхним поперечным районом 42 сваривания, линии сгиба каждого рисунка 37', 37'' линий сгиба имеют такую же конфигурацию, как и в соответствующем рисунке 37 линий сгиба, тогда как в районе, расположенном между поперечной линией 41 сгиба и нижним поперечным районом 43 сваривания, конфигурация известная и подробно описана не будет.
Рисунки 37', 37'' линий сгиба содержат соответственно шесть и восемь продольных линий 80, 81 сгиба, формирующих боковые углы соответствующих упаковок 1', 1''.
Каждая точка 44а, 45а, 46а, 47а пересечения каждого рисунка 37', 37'' линий сгиба образована пересечением поперечной линии 40 сгиба и соответствующей пары наклонных линий, обозначенных номером 82 для рисунка 37' линий сгиба и номером 83 для рисунка 37'' линий сгиба соответственно расходящихся от самой точки пересечения и соединяющих между собой две соответствующие соседние продольные линии 80 и 81 сгиба соответственно.
Благодаря описанной выше конфигурации линий сгиба, основная часть 3' упаковки 1' ограничена передней и задней стенками 6', 7' и противоположными парами наклонных боковых стенок 8', 9'. Боковые клапаны 13, 14 упаковки 1' загибают на соответствующие верхние части 20' противоположных боковых стенок 8', 9'.
Упаковка 1'' имеет переднюю стенку 6'', заднюю стенку 7'', противоположные боковые стенки 8'', 9'' и четыре стенки 90. Боковые клапаны 13, 14 упаковки 1'' отгибают на соответствующие верхние части 20'' боковых стенок 8'', 9''.
Преимущества упаковки 1, 1', 1'', соответствующей настоящему изобретению, будут понятны при ознакомлении с нижеследующим описанием.
В частности, благодаря тому факту, что часть 4 щипцового верха получена при загибании боковых клапанов 13, 14 клиновидной оконечной части (29) упаковки (26) типа «подушка» снаружи от объема, ограниченного передней и задней наклонными верхними стенками 10, 11, упаковку 1, 1', 1'' можно легко и с небольшими затратами изготовлять при помощи наполнительных устройств с рулонной подачей, таких как указанные выше устройства серий ТВ и ТВА или устройства конвейерного типа, без существенных модификаций таких устройств. Этого результата можно достичь просто посредством добавления некоторых линий сгиба (60, 61, 62, 70; 63, 64, 65, 71) на верхней поперечной части листового упаковочного материала, обычно используемого для получения упаковок в форме параллелепипеда, шестиугольника или восьмиугольника.
Очевидно, что в описанные и показанные здесь упаковки 1, 1', 1'' могут быть внесены изменения, однако без отступления от объема формулы изобретения.
Понятно, что упаковки, описанные в приведенных выше вариантах осуществления настоящего изобретения, могут быть получены из листа упаковочного материала не только в форме полотна, но также в форме заготовки, когда вариант осуществления изобретения это допускает.
Кроме того, основные части упаковок, описанных в разных вариантах осуществления настоящего изобретения, могут иметь конфигурации, отличающиеся от описанных.





Упаковка (1) со щипцовым верхом для жидких пищевых продуктов содержит часть (4) щипцового верха, включающую переднюю наклонную верхнюю стенку (10) и заднюю наклонную верхнюю стенку (11), соединенные между собой верхним поперечным швом (12). Часть (4) щипцового верха включает пару боковых клапанов (13, 14), примыкающих к соответствующим концевым частям (12а, 12b) верхнего поперечного шва (12) и загнутых наружу верхнего объема упаковки, доступного для пищевого продукта и ограниченного передней и задней наклонными верхними стенками. У каждого из боковых клапанов (13, 14) одна сторона примыкает к одной, передней, стенке из передней и задней наклонных верхних стенок, и другая сторона сформирована соответствующей концевой частью верхнего поперечного шва и расположена рядом с другой, задней, из передней и задней наклонных верхних стенок (10, 11). Такую упаковку можно просто и с малыми затратами производить при помощи наполнительных устройств с рулонной подачей упаковочного материала или устройств конвейерного типа без их существенных модификаций. Описан также способ и листовой упаковочный материал для изготовления описанной упаковки. 3 н. и 6 з.п. ф-лы, 9 ил.
| US 3743165 А, 03.07.1973 | |||
| US 6027016 А, 22.02.2000 | |||
| JP 50141474 А, 13.11.1975 | |||
| Раствор для химического меднения диэлектриков | 1982 |
|
SU1060702A1 |

