Изобретение относится к листовой штамповке, в частности к фланцовке по сложному контуру деталей типа панелей капота, багажника, наружной двери и других лицевых деталей автомобиля.
Известен способ фланцовки детали по сложному контуру, заключающийся в том, что осуществляют загибание фланцев одновременно с трех сторон: по двум противоположным боковым сторонам и передней части детали, причем в одном устройстве за одну установку детали на одной позиции /см. Нефедов А.П. Конструирование и изготовление штампов. - М.: Машиностроение, 1973. - с.102. - Рис.73/, принят за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе снижается качество фланцовки вследствие отсутствия точной фиксации и надежного прижима детали, удерживающих ее от смещения, а также загибания фланцев одновременно с трех сторон, что не позволяет получить точную геометрическую форму пересекающихся и перекрещивающихся контуров детали с обеспечением плавного перехода в местах сопряжения загнутых фланцев боковых сторон и передней части детали.
Сущность изобретения заключается в следующем.
Изобретение направлено на решение задачи обеспечения высокого качества фланцовки по сложному контуру лицевых деталей автомобиля.
Технический результат - повышение качества фланцовки за счет точной фиксации и надежного прижима детали, а также осуществления фланцовки сначала одновременно двух противоположных боковых сторон детали, а затем передней части с перекрытием отфланцованных боковых сторон.
Указанный технический результат при осуществлении изобретения достигается тем, что в предлагаемом способе фланцовки по сложному контуру лицевых деталей автомобиля загибание пересекающихся и перекрещивающихся фланцев производят с трех сторон: сначала по двум противоположным боковым сторонам, а затем передней части детали, имеющей выпуклости и вогнутости, причем с перекрытием отфланцованных боковых сторон, в одном устройстве, за одну установку детали на одной позиции с точной фиксацией на опорах и надежным прижимом детали, удерживающих ее от смещения.
Это способствует получению точной геометрической формы контура детали с обеспечением плавного перехода в местах сопряжения отогнутых фланцев боковых сторон и передней части детали, т.е. к повышению качества фланцовки.
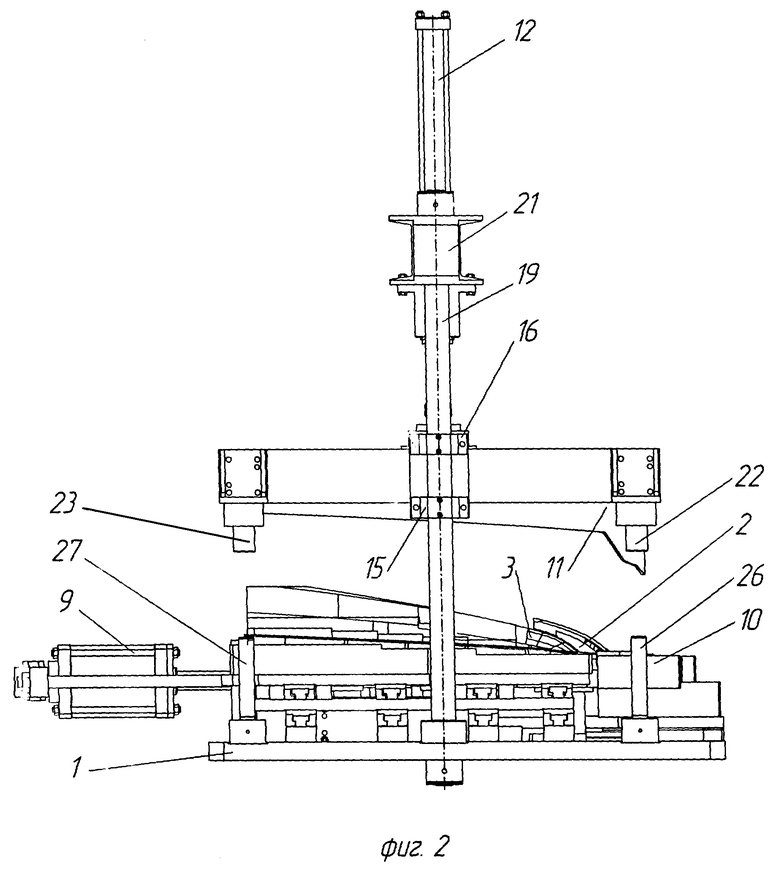
На фиг.1 изображен главный вид с разрезом;
на фиг.2 - вид сзади с разрезом устройства для фланцовки панели капота автомобиля ВАЗ-2110-Т.
Устройство для осуществления способа состоит из основания 1, на котором жестко закреплен передний формообразующий клин 2 и подвижные боковые клинья 3 и 4, соединенные с гидроцилиндром 5 при помощи рычагов 6 и 7, перемещающихся в направляющих 8 и 9, жестко скрепленных с основанием 1. Боковые пуансоны 10 и 11 шарнирно соединены с рычагами 12 и 13, на концах которых закреплены ролики 14 и 15. Ролики 14 и 15 установлены в пазы копиров 16 и 17, которые крепятся к подвижной плите 18, на концах которой с одной стороны шарнирно присоединен гидроцилиндр 19, а с другой - жестко закреплен передний пуансон 20. Ползун 21 шарнирно соединен с тремя гидроцилиндрами 22, 23 и 24. С двух сторон ползуна 21 установлены роликовые направляющие 25 и 26, которые могут перемещаться по стойкам 27 и 28, которые соединены в верхней части с траверсой 29. В верхней части стойки 27 и 28 жестко крепятся к траверсе 29.
Способ осуществляют следующим образом.
В исходном состоянии деталь точно фиксируют на опорах: переднем 2 и боковых 3 и 4 клиньях, надежно прижимают при помощи ползуна 21 с четырьмя направляющими втулками 30, 31, 32 и 33 и четырьмя колонками 34, 35, 36 и 37. Сначала одновременно осуществляют фланцовку двух противоположных боковых сторон детали пуансонами 10 и 11, а затем фланцовку передней части детали с перекрытием боковых сторон пуансоном 20. В заключение цикла при помощи боковых клиньев 3 и 4 деталь освобождают, а затем снимают с переднего клина 2.
Предлагаемый способ предполагается применять в машиностроении при фланцовке крупных лицевых деталей по сложному контуру для автомобилей, самолетов и прочих транспортных средств.
В настоящее время возможна реализация способа посредством известных средств и методов. В частности, устройство для осуществления предлагаемого способа изготовлено в ОАО «АВТОВАЗ» и используется для фланцовки панели капота автомобиля ВАЗ-2110-Т.
Использование изобретения позволяет повысить качество фланцовки деталей по сложному контуру.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФЛАНЦОВКИ СЛОЖНОГО КОНТУРА ДЕТАЛИ | 2005 |
|
RU2296029C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2013 |
|
RU2570685C2 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2009 |
|
RU2423199C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2009 |
|
RU2442672C2 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2401173C2 |
| ПЕРЕДНЯЯ ЧАСТЬ КУЗОВА ЛЕГКОВОГО АВТОМОБИЛЯ | 2005 |
|
RU2354578C2 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2014 |
|
RU2584833C2 |
| СИСТЕМА И СПОСОБ МОНТАЖА НЕСУЩИХ НАРУЖНЫХ ОПОРНЫХ ЖЕЛЕЗОБЕТОННЫХ СТЕНОВЫХ ПАНЕЛЕЙ | 2017 |
|
RU2642684C1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ТРАПЕЦИЕВИДНЫХ ЗАГОТОВОК ИЗ РУЛОНА, ЛЕНТЫ ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2013 |
|
RU2572008C2 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
Изобретение относится к обработке металлов давлением, в частности к листовой штамповке. Осуществляют загибание фланцев с трех сторон: по двум противоположным боковым сторонам и передней части детали в одном устройстве, за одну установку детали на одной позиции. Деталь фиксируют на опорах в виде переднего и двух боковых клиньев, прижимают посредством ползуна для ее удержания от смещения, после чего загибают фланцы сначала одновременно двух боковых сторон детали посредством двух пуансонов, а затем передней части третьим пуансоном с перекрытием отфланцованных боковых сторон с обеспечением плавного перехода в местах сопряжения загнутых фланцев боковых сторон и передней части детали для получения точной геометрической формы контура детали. Повышается качество фланцовки. 2 ил.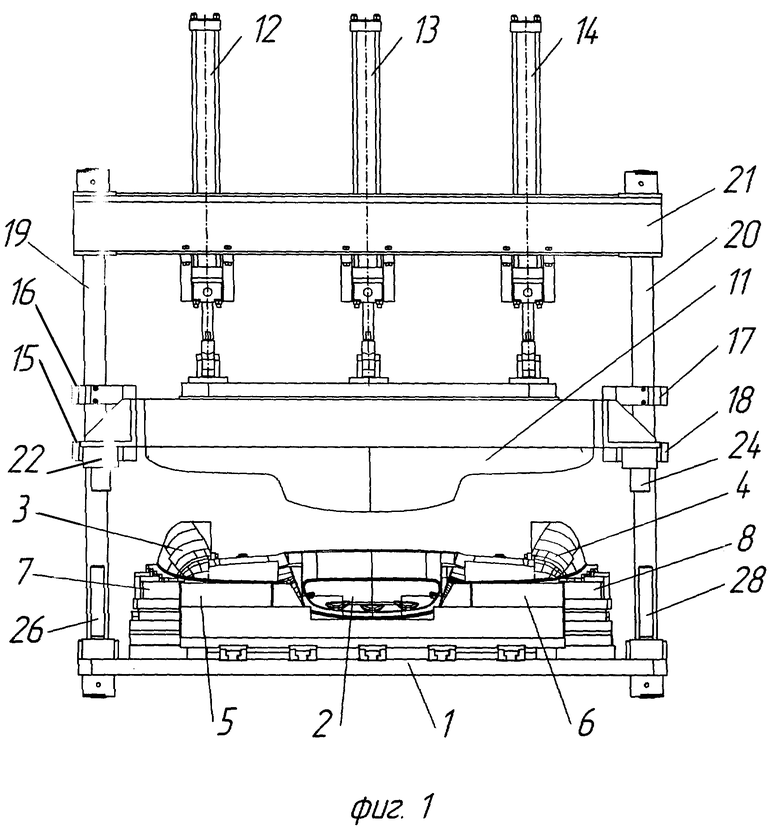
Способ фланцовки детали по сложному контуру, включающий осуществление загибания фланцев с трех сторон: по двум противоположным боковым сторонам и передней части детали в одном устройстве, за одну установку детали на одной позиции, отличающийся тем, что деталь фиксируют на опорах в виде переднего и двух боковых клиньев, прижимают посредством ползуна для ее удержания от смещения, после чего загибают фланцы сначала одновременно двух боковых сторон детали посредством двух пуансонов, а затем передней части третьим пуансоном с перекрытием отфланцованных боковых сторон с обеспечением плавного перехода в местах сопряжения загнутых фланцев боковых сторон и передней части детали для получения точной геометрической формы контура детали.
| НЕФЕДОВ А.П | |||
| Конструирование и изготовление штампов | |||
| - М.: Машиностроение, 1973, с.102, рис.73 | |||
| Способ формирования профилированных краевых контуров у предварительно изготовленных из листового металла, преимущественно, ротационным выдавливанием с утонением полых изделий | 1985 |
|
SU1509156A1 |
| Способ утолщения кромок листовых заготовок | 1975 |
|
SU698697A1 |
| DE10342396 А, 01.04.2004. | |||

