Изобретение относится к способу определения погрешностей планшетности поверхности ленты, в частности, стальной и металлической ленты, при прохождении указанной ленты, например, через линии обработки ленты или линии прокатного стана, а также к ролику для измерения планшетности поверхности.
Для выполнения такого способа известен, например, из ЕР 1369186 А2, ролик для измерения планшетности поверхности, содержащий, по меньшей мере, один интегрированный коромысловый датчик, который проходит в продольном направлении по волнистой или прямой линии по длине ролика с целью определения сил растяжения, действующих на указанный ролик со стороны ленты, при этом лента частично обхватывает ролик датчика, при этом во время определения силы растяжения коромысловый датчик своей начальной зоной и своей концевой зоной находится, по меньшей мере, иногда внутри дуги контакта, которая образована лентой, и опирается на своих концах на динамометрические элементы и/или датчики силы.
Коромысловый датчик прикреплен к корпусу ролика с помощью двух предварительно нагружающих болтов, которые направляются через внутренние отверстия датчиков силы и прикладывают заданную силу предварительной нагрузки к датчикам силы. Такие меры также известны при реализации радиально напряженных и кольцеобразных крышек для датчиков силы (смотри также DE 4236657 С2).
Датчики силы являются пьезоэлектрическими кварцами, которые требуют напряжения смещения для обеспечения измерения сил давления. Однако пронизывающие пьезоэлектрический кварц болты предварительной нагрузки обязательно образуют силовые шунты, так что не все измеряемые силы вводятся в датчик силы, и часть их вводится в болты предварительной нагрузки. Силовой шунт может составлять до 30%. Хотя влияние силового шунта можно фильтровать с помощью первоначальной калибровки, однако при условии, что силовой шунт остается постоянным. Однако имеется опасность того, что величина силового шунта изменяется во время работы, например, вследствие изменения температуры, и тем самым приводит к искажению результатов измерения. Дополнительно к этому, сигналы измерения не соответствуют полной измеряемой силе. Можно использовать в качестве датчиков силы датчики деформации, которые не требуют напряжения смещения, за счет чего не образуется силовой шунт. Однако такие датчики деформации имеют по сравнению с пьезоэлектрическими кварцами относительно небольшую точность измерения.
В основу изобретения положена техническая задача создания способа и ролика для измерения планшетности поверхности с целью определения погрешностей планшетности поверхности ленты, в частности, стальной и металлической ленты, в соответствии с которым можно использовать пьезоэлектрические кварцы в качестве датчиков давления без нежелательного силового шунта.
Для решения задачи изобретения предлагается способ определения погрешностей планшетности поверхности ленты, в частности, стальной и металлической ленты, в ходе измерения распределения напряжений растяжения по ширине ленты, при этом лента, подвергаемая напряжениям растяжения по всей ее ширине, обхватывает ролик для измерения планшетности поверхности с заданной дугой контакта и за счет этого создает местные силы давления, соответствующие местному распределению продольных сил растяжения в направлении ширины ленты, действующие на ролик для измерения планшетности поверхности, при этом из местных сил давления можно определять распределение напряжений растяжения в ленте, при этом ролик для измерения планшетности поверхности содержит, по меньшей мере, одну измерительную головку, имеющую два частичных измерительных датчика, при этом частичные измерительные датчики интегрированы со сдвигом на 180° относительно друг друга в оболочку ролика и опираются на два датчика силы и дополнительно отделены от оболочки ролика с помощью окружного зазора движения и скреплены друг с другом через, по меньшей мере, один соединительный стержень, при этом величины измерения датчиков силы каждой частичной измерительной головки суммируют и затем величины суммы двух частичных измерительных головок вычитаются друг из друга, и таким образом образованная разностная величина измерений соответствует полной местной силе давления минус вес измерительной головки и/или ее частичных измерительных головок. Эти признаки изобретения обеспечивают полностью свободное от силового шунта измерение местных сил сжатия. В действительности способ, согласно изобретению, характеризуется высокой измерительной точностью с учетом оптимальных динамических характеристик с помощью адекватной жесткости датчиков силы. Центробежные силы двух частичных измерительных головок, которые могут достигать величины порядка измеряемых сил при высоких скоростях вращения ролика, взаимно компенсируются за счет того, что две частичные измерительные головки установлены со сдвигом на 180° относительно друг друга. Кроме того, существует возможность определения веса измерительной головки во время калибровки в зависимости от угла поворота ролика без сил давления и использования указанного веса в качестве поправочной функции при анализе измеренных величин. Весовая составляющая является синусной функцией, зависящей от одновременно измеряемого угла поворота ролика. С помощью единственной калибровки можно определить поправочную функцию в зависимости от угла поворота, так что можно нейтрализовать влияние веса на измерения. Таким образом, измеряемые силы при заданном угле поворота можно полностью определять с помощью измерительных сигналов датчиков силы. В действительности, в случае измерения ленты правильно измеренный сигнал соответствует полностью местной силе давления.
Кроме того, предметом изобретения является ролик для измерения планшетности поверхности для выполнения способа, согласно изобретению, и, следовательно, для определения погрешностей планшетности поверхности ленты, в частности, стальной и металлической ленты, во время прохождения указанной ленты, например, через линии обработки ленты или линии прокатного стана, содержащий, по меньшей мере, одну измерительную головку, имеющую две частичные измерительные головки, которые интегрированы со сдвигом на 180° относительно друг друга в оболочку ролика и опираются на два датчика силы и дополнительно отделены от оболочки ролика с помощью окружного зазора движения и скреплены друг с другом с помощью, по меньшей мере, одной соединительной тяги, при этом в ходе измерения распределения напряжений растяжения ленты по ширине ленты, которая подвергается напряжению растяжения по всей своей ширине, лента обхватывает ролик для измерения планшетности поверхности с заданной дугой контакта и тем самым создает силы местного давления, соответствующие местному продольному распределению напряжений растяжения в направлении ширины ленты, действующие на ролик для измерения планшетности поверхности, причем из местных сил давления можно определять распределение напряжений растяжения ленты. Для правильного и полного обнаружения измеряемого давления сначала вычисляют сумму измерительных сигналов датчиков силы на частичных измерительных головках в зоне обхвата ленты. Из них вычитают сумму измерительных сигналов датчиков силы на противоположной частичной измерительной головке и вес измерительной головки, и, следовательно, двух частичных измерительных головок. Частичные измерительные головки могут иметь каплевидную форму и соответственно опираться в центре на датчик силы. Однако, согласно предпочтительному варианту выполнения изобретения, предусмотрено, что частичные измерительные головки выполнены в виде коромысловых датчиков и опираются в концевых зонах коромысла на датчики силы. Датчики силы выполнены в виде пьезоэлектрических кварцев. Коромысловые датчики могут быть расположены под прямым углом или наклонно относительно оси ролика. Наклонное расположение приводит к волнообразному передвижению коромыслового датчика. В окружающий частичную измерительную головку зазор движения может быть введен постоянно эластичный клей и/или уплотнение, или в случае кругового выполнения измерительной головки - кольцо круглого сечения. Измерительные головки предпочтительно содержат более двух частичных измерительных головок, за счет чего увеличивается число измерений за один оборот ролика. Металлическая фольга, соединенная с помощью клея с верхней поверхностью ролика для исключения касательных напряжений в зоне прижимания ленты, предпочтительно покрывает измерительную головку и/или ее частичную измерительную головку. То же относится к случаю, когда ролик для измерения планшетности поверхности, согласно изобретению, содержит кожух, выполненный из резины, синтетического материала или твердого сплава. Наконец, предусмотрено, что две или более измерительных головок расположены в каждой зоне ширины ленты, за счет чего также увеличивается число измерений за один оборот ролика.
Ниже приводится подробное описание изобретения на примере выполнения со ссылками на чертежи, на которых изображено:
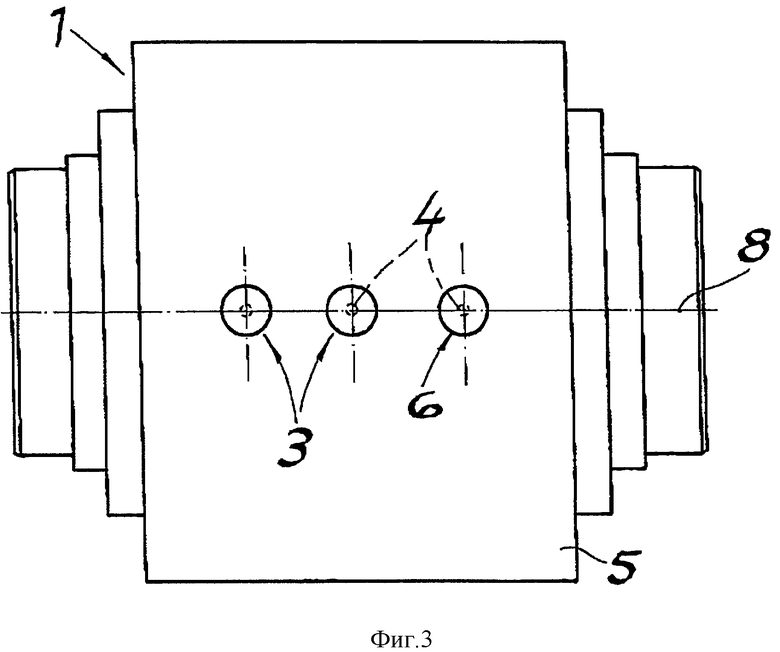
фиг.1 - ролик для измерения планшетности поверхности, содержащий коромысловые датчики в качестве частичных измерительных головок, на виде сверху;
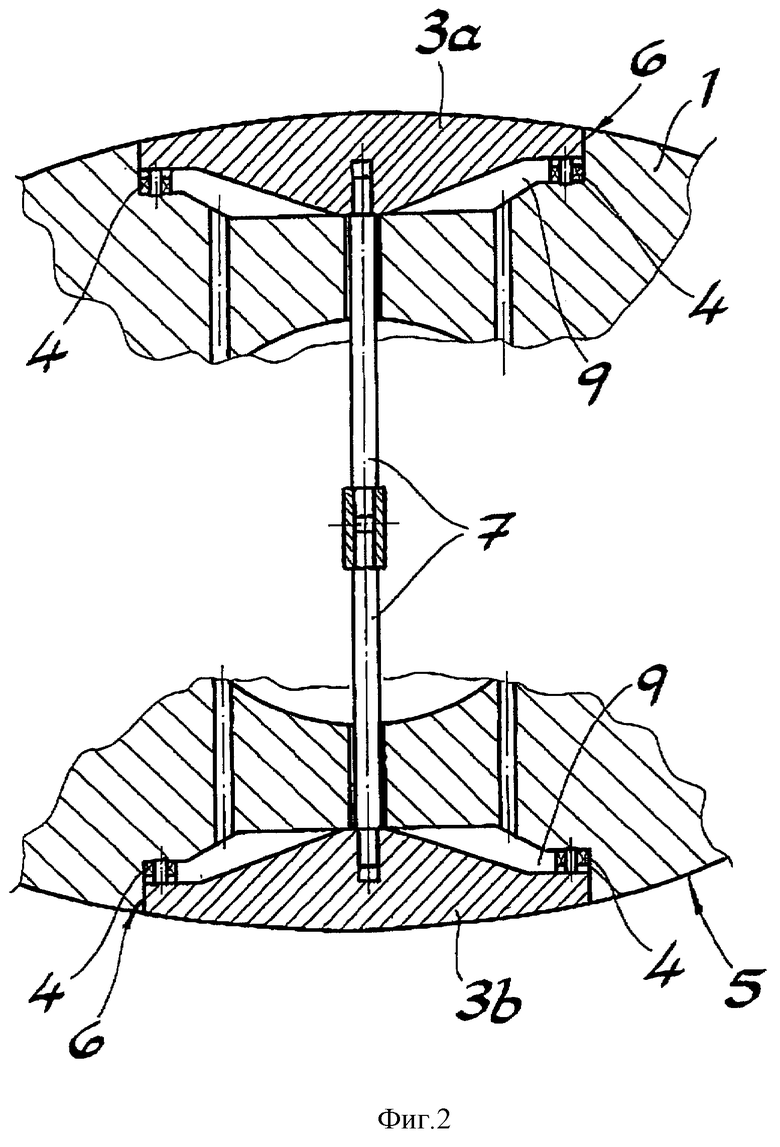
фиг.2 - разрез по линии А-А на фиг.1, содержащий нижнюю половину изображения, заключенную в плоскости разреза;
фиг.3 - модифицированный вариант выполнения ролика, согласно фиг.1, содержащий круглые частичные измерительные головки;
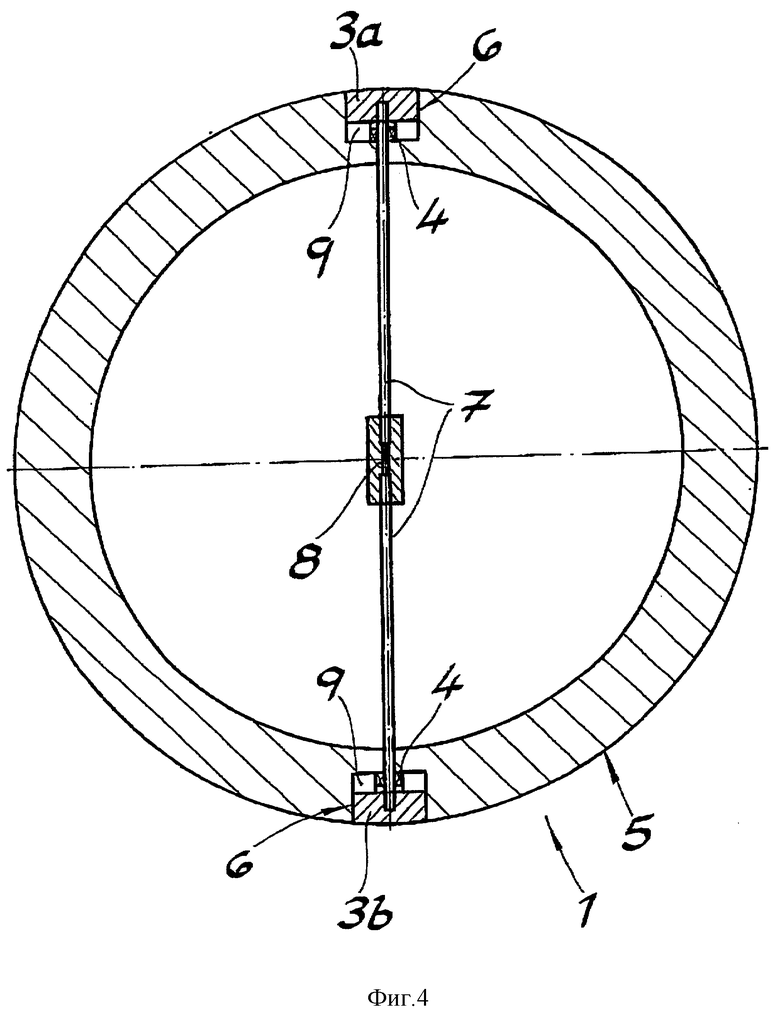
фиг.4 - радиальный разрез ролика, согласно фиг.3, в зоне частичных измерительных головок; и
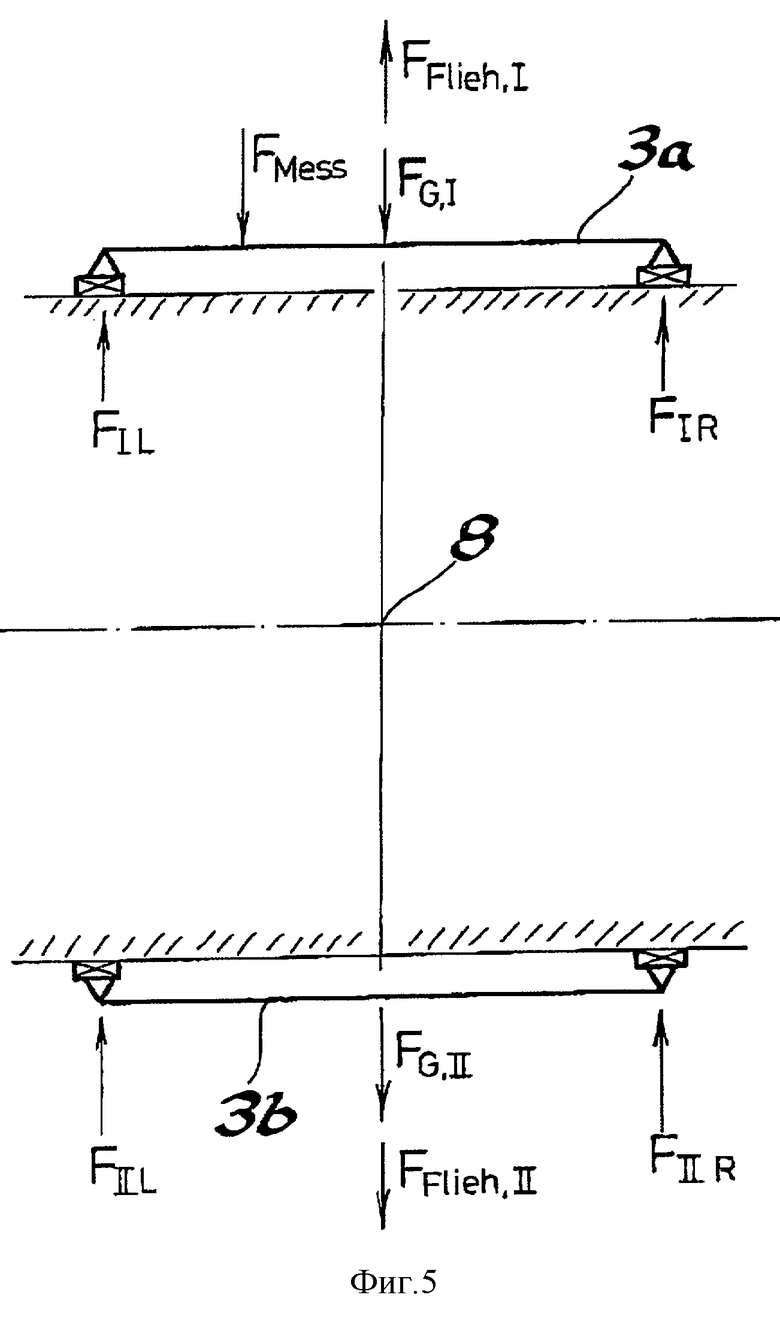
фиг.5 - диаграмма усилий для ролика, согласно фиг.2.
На фиг.1-4 показан ролик 1 для измерения планшетности поверхности для определения погрешностей планшетности поверхности ленты 2, в частности, стальной ленты и металлической ленты, при прохождении указанной ленты 2 через линии обработки ленты или линии прокатного стана. Этот ролик для измерения планшетности поверхности содержит, по меньшей мере, одну измерительную головку 3 с двумя частичными измерительными головками, которые интегрированы со сдвигом 180° относительно друг друга в оболочку ролика и опираются на два датчика силы и дополнительно отделены от оболочки 5 ролика с помощью окружного зазора 6 движения и скреплены друг с другом с помощью, по меньшей мере, одной соединительной тяги 7, при этом в ходе измерения распределения напряжений растяжения ленты по ширине ленты 2, лента 2, подвергаемая напряжению растяжения по всей своей ширине, обхватывает ролик 1 для измерения планшетности поверхности с заданной дугой контакта и тем самым создает местные силы давления, соответствующие местному распределению продольных напряжений растяжения в направлении ширины ленты, действующие на ролик 1 для измерения планшетности поверхности, при этом из местных сил давления можно определять распределение напряжений растяжения ленты. В случае варианта выполнения, согласно фиг.1 и 2, частичные измерительные головки 3а, 3b выполнены в виде коромысловых датчиков и опираются в концевых зонах коромысла на датчики 4 силы. В случае варианта выполнения, согласно фиг.3 и 4, частичные измерительные головки 3а, 3b имеют круговую форму и соответственно опираются центрально на датчики 4 силы. Датчики 4 силы выполнены в виде пьезоэлектрических кварцев.
В случае варианта выполнения с коромысловыми датчиками, указанные датчики расположены наклонно относительно оси 8 ролика и, следовательно, выполняют волнообразное продвижение. В каждой зоне ширины ленты предпочтительно расположены две или более измерительных головок 3. Для размещения измерительных головок 3 и/или их частичных измерительных головок, корпус ролика содержит вырезы 9, в которых находятся частичные измерительные головки 3а, 3b на одной линии с верхней поверхностью ролика и образуют очень узкий зазор 6 движения с охватывающим частичную измерительную головку 3а, 3b вырезом.
Силы, действующие на измерительную головку и/или ее частичные измерительные головки 3а, 3b в направлении Z, показаны на фиг.5. При этом справедливы следующие соотношения:
FG,I=FG,II
FFlieh,I=FFlieh,II
F=0→FMess=FIL+FIR+FIIL+FIIR-2FG,I
Для датчиков силы справедливы следующие соотношения:
FS,IL=FIL; FS,IR=FIR;
→FMess=ΣFSI+ΣFSII-2FG,I
Изобретение относится к области обработки металлов. Задача изобретения - увеличение точности измерения. Ролик содержит по меньшей мере одну измерительную головку, имеющую частичные измерительные головки, которые интегрированы со сдвигом на 180° относительно друг друга в оболочку ролика и опираются на два датчика силы и дополнительно отделены от оболочки ролика с помощью окружающего их зазора и скреплены друг с другом с помощью по меньшей мере одной соединительной тяги. В ходе измерения распределения напряжений растяжения ленты по всей ширине ленты, лента, подвергаемая напряжениям растяжения по всей ее ширине, обхватывает ролик для измерения планшетности поверхности с заданной дугой контакта и за счет этого создает силы давления, действующие на ролик для измерения планшетности поверхности, при этом из разности сил давления частичных измерительных головок можно определять распределение растяжений ленты. Изобретение обеспечивает возможность исключения погрешностей измерения от влияния внешних факторов. 2 н. и 10 з.п. ф-лы, 5 ил.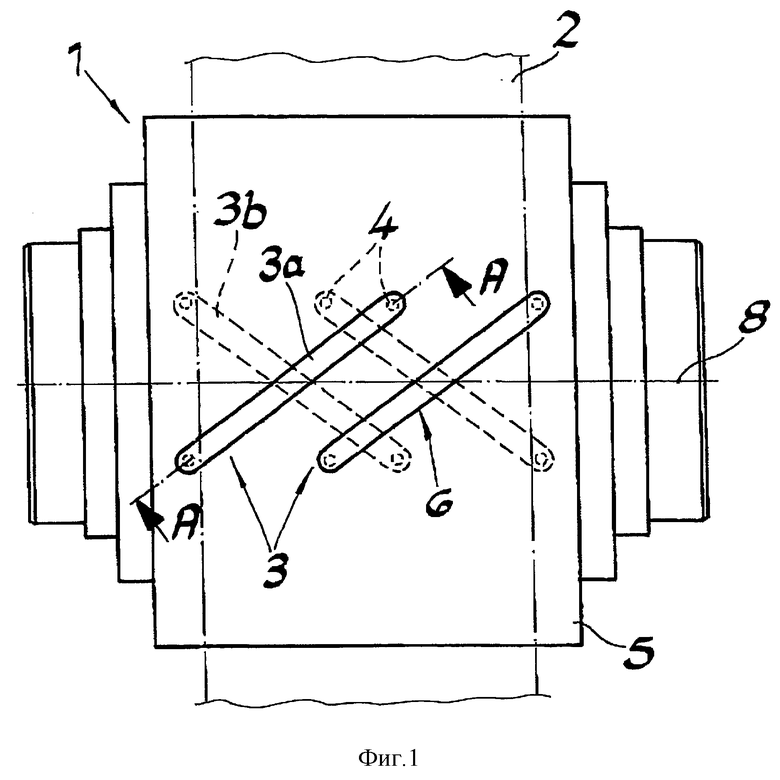
| Способ извлечения ионов шестивалентного хрома из сернокислых растворов | 1986 |
|
SU1369186A1 |
| Устройство для контроля плоскостности полосы при холодной прокатке | 1980 |
|
SU884766A1 |
| SU 2002109245 A, 10.11.2003 | |||
| US 4445349 A, 01.05.1984. | |||

