Изобретение относится к прокатному производству, а именно к способам шаговой прокатки сортовых профилей и труб.
Известен способ шаговой прокатки на станах холодной прокатки труб (ХПТ), при котором задний конец заготовки является свободным при обжатии прямым и обратным ходом (Вердеревский В.А., Глейберг А.З., Никитин А.С. Трубопрокатные станы. - М.: Металлургия, 1983, 240 с. (на стр.182)).
Недостатком этого способа является возможность невыполнения условий захвата заготовки (гильзы) при обжатии обратным ходом. Это связано с тем, что при обратном ходе обжатие осуществляется с уменьшением радиуса рабочей поверхности валков, что, как известно из теории прокатки, ведет к снижению запаса активных сил в очаге деформации. Такое положение, естественно, ухудшает условия захвата при обратном ходе. В этом случае при обратном ходе рабочая поверхность валков будет проскальзывать относительно деформируемого металла. Одновременно оси поворота прокатных валков будут перемещаться вдоль оси прокатки в направлении исходной заготовки (гильзы). Заготовка (гильза) при этом без деформации из-за невыполнения условий захвата вместе с осями валков будет перемещаться в сторону исходной заготовки (гильзы). После выполнения обратного хода прокатные валки за счет жесткой кинематической связи с приводом перемещения их осей повернутся на соответствующий угол и их рабочая поверхность выйдет из контакта с заготовкой (гильзой). При этом на конусе деформации останется недокат (не прокатанная часть объема подачи).
Возможны два варианта дальнейшего осуществления процесса прокатки. По первому варианту в следующем цикле прокатки перед рабочим ходом осуществляется перемещение заготовки на величину проектной подачи m. В этом случае прокатные валки будут осуществлять деформацию только части объема подачи до места начала буксования заготовки при обратном ходе. При дальнейшем повороте валков их рабочая поверхность выйдет из контакта с заготовкой (гильзой). В начальный момент обратного хода валки не будут деформировать заготовку до момента соприкосновения их с недокатанным в предыдущем цикле прокатки конусом деформации.
По второму варианту в следующем цикле прокатки заготовку перемещают в сторону готового профиля на величину ее перемещения при обратном ходе после начала буксования и на величину проектной подачи. В этом случае при прямом ходе должен деформироваться недокатанный при обратном ходе предыдущего цикла прокатки объем подачи и объем подачи нового цикла прокатки, что приводит к перегрузке прокатного стана и получению некачественного проката в виде усов (заусенцев) за счет переполнения ручьев прокатных валков.
Таким образом, недостатками данного способа шаговой прокатки являются нестабильные условия осуществления процесса деформации по указанным выше причинам.
Наиболее близким к предлагаемому решению по технической сущности и достигаемому результату является способ холодной шаговой прокатки труб, реализуемый на станах ХПТ (Гриншпун М.И., Соколовский В.И. Станы холодной прокатки труб. - М.: Машиностроение, 1967. - 239 с.).
Этот способ включает деформацию заготовки при прямом и обратном ходе, ее перемещение перед прямым ходом в сторону готового профиля.
При этом способе шаговой прокатки при обратном ходе за счет линейного смещения металла на заготовку действует осевое усилие в направлении от исходной заготовки в сторону зоны контакта металла с валками. Благодаря действию осевого усилия (подпору) улучшаются условия захвата заготовки валками и исключается буксование рабочей поверхности валков относительно деформируемого металла заготовки (гильзы). Однако указанное осевое усилие, действующее на заготовку, ведет к увеличению технологических нагрузок на оборудование, а в случае прокатки тонкостенных труб приводит к снижению качества труб за счет образования на них гофр.
Технической задачей изобретения является снижение осевых усилий, действующих на заготовку (гильзу) при обратном ходе, что в конечном итоге повысит работоспособность оборудования и улучшит качество получаемых готовых тонкостенных труб.
Поставленная цель достигается тем, что в известном способе шаговой прокатки, включающем деформацию заготовки при прямом и обратном ходе, ее перемещение перед прямым ходом в сторону готового профиля, согласно изобретению заготовку в процессе обратного хода перемещают в сторону исходных размеров, причем значение этого перемещения в конце обратного хода в  раз меньше перемещения заготовки перед прямым ходом, где λ - вытяжка.
раз меньше перемещения заготовки перед прямым ходом, где λ - вытяжка.
Осуществление перемещения заготовки в процессе обратного хода в сторону ее исходных размеров пропорционально линейному смещению металла в процессе обратного хода позволяет уменьшить осевые усилия, действующие на заготовку (гильзу), устраняя образование гофр при прокатке тонкостенных труб и повышая надежность работы оборудования.
Выполнение перемещения в конце обратного хода в  раз меньше перемещения заготовки перед прямым ходом позволяет одновременно решать две задачи. Во-первых, осуществлять процесс прокатки в «естественных» условиях, при которых осевое усилие в заготовке отсутствует, но задний конец заготовки «контролируется» патроном подачи и в случае возникновения буксования рабочей поверхности валков относительно заготовки препятствует ее перемещению в сторону исходных размеров. В указанном случае в начале буксования оси валков начнут перемещать заготовку в сторону исходных размеров, но этому будет препятствовать патрон подачи, создающий осевое усилие в заготовке. Наличие осевого усилия за счет дополнительной энергии, передаваемой в очаг деформации, приведет к прекращению буксования и возобновлению процесса прокатки.
раз меньше перемещения заготовки перед прямым ходом позволяет одновременно решать две задачи. Во-первых, осуществлять процесс прокатки в «естественных» условиях, при которых осевое усилие в заготовке отсутствует, но задний конец заготовки «контролируется» патроном подачи и в случае возникновения буксования рабочей поверхности валков относительно заготовки препятствует ее перемещению в сторону исходных размеров. В указанном случае в начале буксования оси валков начнут перемещать заготовку в сторону исходных размеров, но этому будет препятствовать патрон подачи, создающий осевое усилие в заготовке. Наличие осевого усилия за счет дополнительной энергии, передаваемой в очаг деформации, приведет к прекращению буксования и возобновлению процесса прокатки.
Во-вторых, позволяет перед рабочим ходом осуществлять перемещение заготовки в сторону готового профиля на величину, обеспечивающую деформацию в каждом цикле обжатия проектного объема подачи, равного mS0, где m - проектная подача; S0 - площадь поперечного сечения исходной заготовки (гильзы).
Это объясняется тем, что в конце обратного хода линейное смещение металла равно  . На такую же величину в конце обратного хода согласно предлагаемому изобретению перемещается принудительно заготовка (гильза) в сторону исходных размеров.
. На такую же величину в конце обратного хода согласно предлагаемому изобретению перемещается принудительно заготовка (гильза) в сторону исходных размеров.
Учитывая, что согласно предлагаемому изобретению величина перемещения заготовки (гильзы) в сторону готового профиля перед прямымходом в  раз больше перемещения заготовки в сторону исходныхразмеров в конце обратного хода, то абсолютное значение перемещенияперед прямым ходом будет равно
раз больше перемещения заготовки в сторону исходныхразмеров в конце обратного хода, то абсолютное значение перемещенияперед прямым ходом будет равно  .
.
Таким образом, перед прямым ходом осуществляется перемещение заготовки в сторону готового профиля на величину проектной подачи m и дополнительно на величину, на которую заготовка в конце обратного хода была перемещена в противоположную сторону. Этим обеспечивается обжатие в каждом цикле прокатки требуемого проектного объема подачи.
Предлагаемый способ шаговой прокатки проиллюстрирован на чертеже.
При прокатке прямым ходом в рассматриваемом цикле прокатки на заготовке образуется конус деформации af.
Внеконтактная поверхность конуса деформации ek, полученная при обратном ходе в предыдущем цикле прокатки и смещенная перед прямым ходом рассматриваемого цикла прокатки на величину подачи m и которая находится в разъеме между валками, за счет линейного смещения металла постепенно перемещается в сторону готового профиля и займет положение en. В конце прямого хода это смещение равно  , т.к. при прямом ходе деформируется половина объема подачи и не учитывается сама подача.
, т.к. при прямом ходе деформируется половина объема подачи и не учитывается сама подача.
После кантовки заготовки на угол 90 град. внеконтактная поверхность en становится контактной и при ее деформации во время обратного хода на ней образуется конус деформации af, аналогичный конусу деформации, полученному при прямом ходе рассматриваемого цикла прокатки. Это объясняется тем, что деформация при прямом и обратном ходе осуществляется одной парой валков.
При этом в процессе обратного хода поверхность af конуса деформации, полученная при прямом ходе рассматриваемого цикла прокатки и находящаяся при деформации обратным ходом в разъеме между валками, и, следовательно, вся часть заготовки со стороны исходных размеров за счет линейного смещения металла постепенно перемещается в сторону исходной заготовки. Величина этого смещения равна  . Исходя из этого внеконтактная поверхность займет положение fa1. Сечение заготовки ab займет положение a1b1. Такое значение линейного смещения связано с закономерностями формоизменения металла при шаговой прокатке, согласно которым объем подачи при прямом ходе mS0, а при обратном ходе mS1, где S0, S1 - площади поперечного сечения исходной и получаемой заготовки. Таким образом, учитывая условие
. Исходя из этого внеконтактная поверхность займет положение fa1. Сечение заготовки ab займет положение a1b1. Такое значение линейного смещения связано с закономерностями формоизменения металла при шаговой прокатке, согласно которым объем подачи при прямом ходе mS0, а при обратном ходе mS1, где S0, S1 - площади поперечного сечения исходной и получаемой заготовки. Таким образом, учитывая условие  , при обратном ходе объем подачи в λ раз меньше, чем при прямом ходе. Отсюда и линейное смещение металла при обратном ходе в λ раз меньше, чем при прямом ходе.
, при обратном ходе объем подачи в λ раз меньше, чем при прямом ходе. Отсюда и линейное смещение металла при обратном ходе в λ раз меньше, чем при прямом ходе.
Для устранения возникновения осевого усилия подпора в заготовке со стороны ее исходных размеров заготовку постепенно перемещают вдоль оси прокатки в сторону ее исходных размеров.
Значение этого перемещения в конце обратного хода в  раз меньше перемещения заготовки перед прямым ходом. Это обеспечит компенсацию перемещения заготовки за счет естественного формоизменения металла заготовки при обратном ходе на величину , а перед прямым ходом возврат заготовки в сторону готового профиля на величину и проектную подачу заготовки также в сторону готового профиля на величину m.
раз меньше перемещения заготовки перед прямым ходом. Это обеспечит компенсацию перемещения заготовки за счет естественного формоизменения металла заготовки при обратном ходе на величину , а перед прямым ходом возврат заготовки в сторону готового профиля на величину и проектную подачу заготовки также в сторону готового профиля на величину m.
Таким образом, применение предлагаемого способа шаговой прокатки обеспечит прокатку без осевых усилий в заготовке, что позволит повысить надежность работы механизмов стана и улучшить качество получаемых тонкостенных труб.
Предлагаемый способ шаговой прокатки прошел опытную проверку в лабораторных условиях на стане шаговой прокатки с вращающимися валками конструкции ЮУрГУ. В качестве материала для прокатки использовался свинец. Гильза и готовая труба имели малую продольную устойчивость. Наружный диаметр исходной гильзы 18 мм. Внутренний диаметр этой гильзы 10 мм. Получаемая готовая труба: наружный диаметр 11 мм, внутренний диаметр 8 мм. Проектная подача составляла m=6 мм.
При прокатке исследовались два варианта. Первый вариант - согласно прототипу. Второй вариант - согласно предлагаемому изобретению.
При обратном ходе с использованием способа-прототипа на конусе деформации заготовки (гильзы) примерно на половине его длины образовались гофры, что связано с действием дополнительного осевого усилия в заготовке (гильзе), т.к. линейное смещение металла в конце обратного хода согласно расчетам составило 4,2 мм.
Предлагаемое техническое решение реализовывалось на данном стане в следующих условиях. Оправка, на которой устанавливалась для прокатки исходная гильза, соединялась жестко с системой винт-гайка, т.е. с возможностью перемещения оправки-гильзы при прокатке за счет поворота гайки в сторону исходной заготовки вдоль оси прокатки. Предварительно на гильзе с оправкой выкатывался конус деформации. Затем осуществлялась прокатка в заданном согласно изобретению режиме. Перемещение оправки и гильзы осуществлялось системой винт-гайка. Величина перемещения оправки и гильзы в конце обратного хода составляла ˜4 мм. В результате деформации в нескольких циклах прокатки на недокате гильзы гофры отсутствовали.
Таким образом, эксперименты подтвердили эффективность предлагаемого изобретения.
Практическое промышленное применение данного способа шаговой прокатки предполагается на стане ХПТ-250 ОАО «Челябинский трубопрокатный завод».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2003 |
|
RU2231403C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2013 |
|
RU2521764C1 |
| Способ шаговой прокатки | 1988 |
|
SU1727941A1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2252087C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2003 |
|
RU2228808C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2252830C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2008 |
|
RU2356662C1 |
| Способ шаговой прокатки | 1991 |
|
SU1779419A1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2007 |
|
RU2339467C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ В ДВУХ ВЗАИМНО ПЕРПЕНДИКУЛЯРНЫХ ПАРАХ ВАЛКОВ ПЕРЕМЕННОГО РАДИУСА | 1998 |
|
RU2129926C1 |
Способ решает задачу повышения работоспособности технологического оборудования и улучшения качества получаемых готовых тонкостенных труб. Способ включает деформацию заготовки при прямом и обратном ходе, ее перемещение перед прямым ходом в сторону готового профиля и в процессе обратного хода в сторону исходной заготовки. Перемещение заготовки в конце обратного хода регламентируется математической зависимостью. Улучшение качества труб обеспечивается за счет создания в очаге деформации условий, исключающих вероятность буксования заготовки и образования гофр при прокатке тонкостенных труб. 1 ил.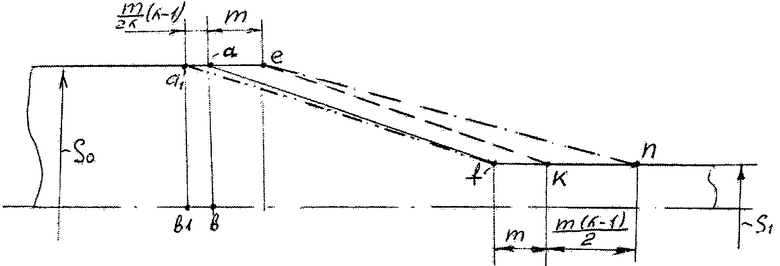
Способ шаговой прокатки, включающий деформацию заготовки при прямом и обратном ходе, ее перемещение перед прямым ходом в сторону готового профиля, отличающийся тем, что заготовку в процессе обратного хода перемещают в сторону ее исходных размеров, причем значение этого перемещения в конце обратного хода в  раз меньше перемещения заготовки перед прямым ходом, где λ - вытяжка заготовки.
раз меньше перемещения заготовки перед прямым ходом, где λ - вытяжка заготовки.
| ГРИШПУН М.И | |||
| и др | |||
| Станы холодной прокатки труб | |||
| - М.: Машиностроение, 1967, с.239 | |||
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 1992 |
|
RU2037346C1 |
| Способ шаговой прокатки | 1991 |
|
SU1834724A3 |
| Способ шаговой прокатки | 1991 |
|
SU1779419A1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2252830C1 |
| GB 1593318 A, 15.07.1981 | |||
| Приводная станция струговой установки | 1989 |
|
SU1652540A1 |

