Изобретение относится к прокатному производству, а именно к способам шаговой прокатки с большими обжатиями.
Известен способ шаговой прокатки [патент №2252830 РФ. Способ шаговой прокатки / Г.И.Коваль, Т.Г.Каримова // Б.И. 2005. №15], при котором обжатие заготовки ведут двумя взаимно-перпендикулярными комплектами вращающихся валков переменного радиуса. Векторы окружных скоростей комплектов валков со стороны оси прокатки направлены в разные стороны. При этом оси валков постоянно возвратно-поступательно перемещают вдоль оси прокатки.
Недостатком этого способа является необходимость применения для его реализации сложной конструкции прокатной клети для обеспечения размещения в одной плоскости подшипниковых узлов двух комплектов валков, а также многозвенная громоздкая система привода валков.
Наиболее близким по технической сущности и достигаемому эффекту является способ шаговой прокатки [патент №2072140 РФ. Способ шаговой прокатки / Г.И.Коваль // Б.И. 1996. №9], принятый в качестве прототипа, заключающийся в том, что обжатие заготовки ведут двумя комплектами возвратно поступательно перемещающихся вдоль оси прокатки взаимно-перпендикулярных вращающихся валков переменного радиуса, смещенных друг относительно друга вдоль оси прокатки, при этом конуса деформации, получаемые комплектами валков, могут быть смещены вдоль оси прокатки в зависимости от заданных технологических условий прокатки.
Недостатком этого способа является малый угол поворота каждого из валков при обжатии заготовки, не превышающий 90 градусов. Это приводит к уменьшению длины обжимного и калибрующего участков рабочей поверхности валков. Уменьшение длины обжимного участка снижает обжатие заготовки, а уменьшение длины калибрующего участка снижает величину подачи или качество получаемого проката. Все эти недостатки приводят к уменьшению производительности и снижению качества получаемого проката.
Таким образом, основными недостатками способа шаговой прокатки согласно прототипу являются низкая производительность и ограниченные возможности по качеству получаемого проката.
Задачей изобретения является увеличение производительности и повышение качества получаемого проката.
Поставленная задача решается тем, что в известном способе шаговой прокатки, включающем обжатие заготовки двумя комплектами смещенных друг относительно друга вдоль оси прокатки вращающихся взаимно перпендикулярных валков переменного радиуса, с образованием на заготовке конусов деформации, смещенных друг относительно друга вдоль оси прокатки, при этом комплекты валков постоянно возвратно-поступательно перемещают относительно заготовки вдоль оси прокатки, векторы окружных скоростей комплектов валков со стороны оси прокатки направлены в разные стороны, согласно изобретению обжатие заготовки каждым комплектом валков начинают после окончания обжатия другим комплектом валков и перемещения его вдоль оси прокатки на величину смещения комплектов валков и смещения конусов деформации.
При применении технологических операций дополнительного перемещения комплектов валков вдоль оси прокатки на величину смещения комплектов валков и смещения конусов деформации обеспечивается начало деформации заготовки соответствующими комплектами валков при прокатке как прямым, так и обратным ходом в заданном их положении относительно конусов деформации заготовки. Благодаря этому, в каждом цикле деформации при прокатке прямым и обратным ходом осуществляется деформация заготовки в заданных технологических режимах.
Таким образом, предлагаемый способ шаговой прокатки за счет применения операций дополнительного перемещения одного комплекта валков перед обжатием другим комплектом на заданные величины обеспечивает шаговую прокатку прямым и обратным ходом, характеризующимся большими углами поворота каждого валка при деформации заготовки, достигающими 120...130 градусов. Это позволяет повысить производительность шаговой прокатки, качество получаемого проката при простой и компактной схеме привода валков.
Предлагаемое изобретение проиллюстрировано чертежами.
На фиг.1 показано начало процесса шаговой прокатки обратным ходом.
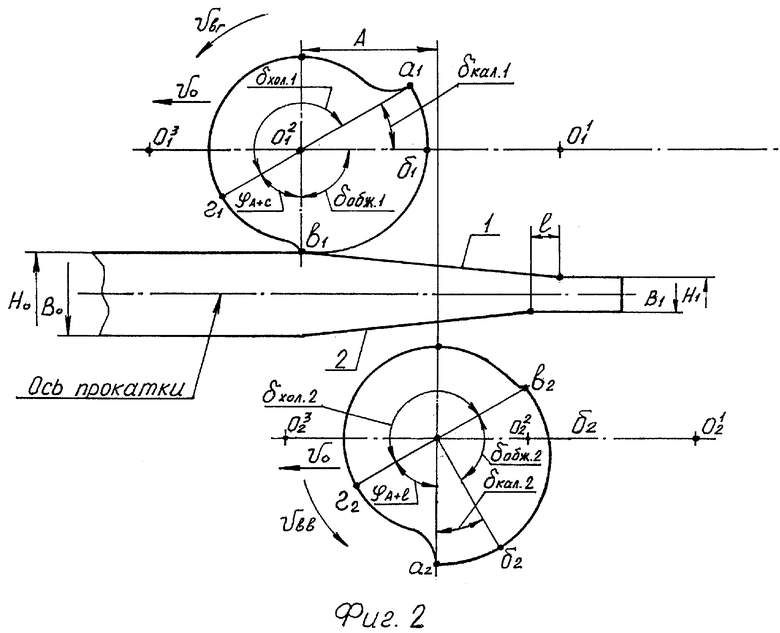
На фиг.2 - окончание процесса шаговой прокатки обратным ходом.
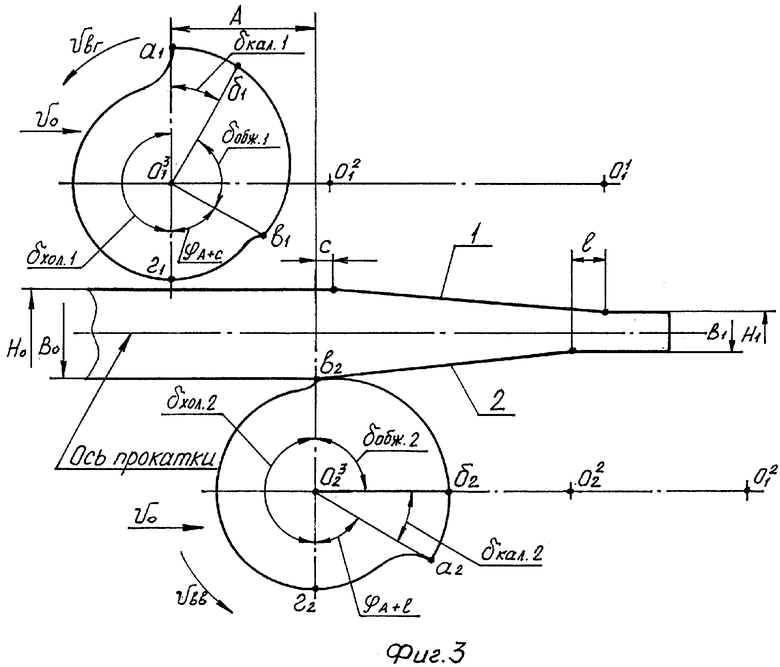
На фиг.3 - начало процесса шаговой прокатки прямым ходом.
На фиг.4 - окончание процесса шаговой прокатки прямым ходом.
Процесс шаговой прокатки квадратной исходной заготовки с размерами поперечного сечения Н0, В0 при получении из нее готового профиля с размерами поперечного сечения H1, B1 при вытяжке  осуществляют следующим образом. Один комплект валков, называемый горизонтальным, обозначен индексом 1, например, а1 и О1 1, второй комплект валков, называемый вертикальным, обозначен индексом 2, например, а2 и О2 1. Валки выполнены переменным радиусом из осей поворота O1 и О2.
осуществляют следующим образом. Один комплект валков, называемый горизонтальным, обозначен индексом 1, например, а1 и О1 1, второй комплект валков, называемый вертикальным, обозначен индексом 2, например, а2 и О2 1. Валки выполнены переменным радиусом из осей поворота O1 и О2.
Они имеют калибрующие, обжимные и холостые участки, ограниченные центральными углами δкал.1, δкал.2, δобж.1, δобж.2, δхол.1, δхол.2, а также участки дополнительного перемещения осей поворота валков на величины (А+с) и (А+l), характеризующиеся центральными углами ϕA+с, ϕA+l. Границы этих участков для наглядности обозначены буквами а1, б1, в1, г1, а2, б2, в2, г2.
Валки постоянно вращаются с окружными скоростями по стрелкам Vвг, Vвв, а их оси поворота постоянно перемещаются по стрелкам V0 и занимают положения: при обратном ходе О1 1, O1 2, O1 3, при прямом ходе O2 1, O2 2, O2 3.
Оси горизонтальных валков О1 смещены вдоль оси прокатки относительно осей О2 вертикальных валков на величину А.
Конуса деформации 1 и 2 со стороны заготовки с исходными размерами смещены вдоль оси прокатки на величину с, а со стороны готового профиля - на величину l. При этом принимаем, что конуса деформации образуют при деформации обжимные и калибрующие участки. Конус деформации 1 образуется при деформации заготовки горизонтальными валками. Конус деформации 2 образуется при деформации заготовки вертикальными валками.
Цикл шаговой прокатки после выкатки на заготовке в предыдущих циклах конусов деформации 1 и 2 осуществляется следующим образом.
Процесс прокатки начинается, например, горизонтальным комплектом валков сначала калибрующими a1б1, затем обжимным б1в1 участками при перемещении осей валков из положения О1 1 в O1 2. После прокатки на заготовке выкатывается новый конус деформации (фиг.2). При этом оси вертикального комплекта валков перемещаются вдоль оси прокатки и вращаются со скоростью Vвв, не контактируя с заготовкой.
После этого рабочая поверхность горизонтального комплекта валков выходит из контакта с заготовкой, и поворачиваясь на угол ϕA+с со скоростью Vвг. Оси этого комплекта валков перемещаются вдоль оси прокатки из положения О1 2 (фиг.2) в положение O1 3 (фиг.3). Величина этого перемещения должна быть равна А+с. На такую же величину перемещаются оси О2 в положение О2 3 вертикального комплекта валков, поворачиваясь без контакта с заготовкой со скоростью Vвв на угол ϕA+с. Благодаря этому в контакт с заготовкой вступает обжимной участок в2б2 вертикального комплекта валков в заданной точке поверхности исходной заготовки, обеспечивая требуемую для деформации прямым ходом подачу заготовки (фиг.3).
После деформации заготовки обжимным в2б2 и калибрующими участками б2а2 вертикального комплекта валков на заготовке образуется новый конус деформации (фиг.4). При этом горизонтальный комплект валков, вращаясь со скоростью Vвг, перемещается вдоль оси прокатки со скоростью V0 без деформации заготовки.
При дальнейшем повороте со скоростью Vвв вертикальный комплект валков теряет контакт с заготовкой и перемещается со скоростью V0 из положения О2 2 в положение О2 1 на величину А+l. За счет этого ось поворота горизонтального комплекта валков, перемещаясь вдоль оси прокатки синхронно с вертикальным комплектом валков окажется в точке О1 1. При этом горизонтальный комплект валков повернется со скоростью Vвг в положение, при котором его калибрующий участок начнет деформацию заготовки (фиг.1), и будет осуществляться новый цикл прокатки, аналогичный предыдущему.
Техническое решение согласно предлагаемому изобретению будет использовано на опытно-промышленном стане ШПС 300 [патент №2182855 РФ. Стан шаговой прокатки / В.Г.Дремин, Г.И.Коваль // Б.И. 2002, №15], установленном на ООО «Инструмент» ОАО «Челябинский тракторный завод». Для этого стан реконструируется для обеспечения вращения комплектов валков в заданном направлении. При этом на стане, наряду с применением предложенного способа шаговой прокатки, будут реализовываться принципы «самоподачи» заготовки согласно техническому решению [патент №2252830 РФ. Способ шаговой прокатки / Г.И.Коваль, Т.Г.Каримова // Б.И. 2005. №15].
Таким образом, применение предлагаемого изобретения позволяет сочетать простоту конструкции прокатной клети с комплектами валков, смещенными вдоль оси прокатки, с достоинствами шаговой прокатки комплектами валков, векторы окружных скоростей которых со стороны оси прокатки направлены в разные стороны, при обеспечении подачи заготовки валками.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2008 |
|
RU2356661C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2007 |
|
RU2340416C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2252830C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 1997 |
|
RU2118209C1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2266167C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2006 |
|
RU2329883C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2013 |
|
RU2521764C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 1992 |
|
RU2037346C1 |
| Способ шаговой прокатки | 1988 |
|
SU1537336A1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ КВАДРАТНЫХ ПОЛОС | 1991 |
|
RU2006300C1 |

Изобретение предназначено для увеличения производительности и повышения качества проката, получаемого шаговой прокаткой с большой вытяжкой. Способ включает обжатие заготовки двумя смещенными друг относительно друга вдоль оси прокатки комплектами вращающихся взаимно перпендикулярных валков переменного радиуса, с образованием на заготовке конусов деформации, смещенных друг относительно друга вдоль оси прокатки. Комплекты валков постоянно возвратно-поступательно перемещают вдоль оси прокатки. Векторы окружных скоростей комплектов валков со стороны оси прокатки направлены в разные стороны. Возможность прокатки прямым и обратным ходом с большими углами поворота каждого валка обеспечивается за счет того, что обжатие каждым комплектом валков начинают после окончания обжатия другим комплектом валков и перемещения его вдоль оси прокатки на расстояние, равное сумме величин смещения друг относительно друга комплектов валков и конусов деформации. 4 ил.
Способ шаговой прокатки, включающий обжатие заготовки двумя комплектами смещенных относительно друг друга вдоль оси прокатки вращающихся взаимно-перпендикулярных валков переменного радиуса с образованием смещенных относительно друг друга вдоль оси прокатки конусов деформации, при этом осуществляют постоянное возвратно-поступательное перемещение относительно заготовки вдоль оси прокатки комплектов валков, векторы окружных скоростей которых со стороны оси прокатки направлены в разные стороны, отличающийся тем, что обжатие заготовки каждым комплектом валков осуществляют после окончания обжатия другим комплектом валков и перемещения его вдоль оси прокатки на величину смещений комплектов валков и конусов деформации.
| СПОСОБ ШАГОВОЙ ПРОКАТКИ ЗАГОТОВКИ | 1994 |
|
RU2072140C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2252830C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 1992 |
|
RU2037346C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 1997 |
|
RU2118209C1 |
| Приводная станция струговой установки | 1989 |
|
SU1652540A1 |

