Изобретение относится к прокатному производству, а именно к способам шаговой прокатки сортовых профилей и труб.
Известен способ шаговой прокатки на станах холодной прокатки труб (ХПТ) (1), при котором задний конец заготовки неподвижен во время прокатки.
Недостатком этого способа является наличие больших осевых усилий в заготовке при прокатке, в особенности при прокатке обратным ходом. Это ведет к увеличению технологических нагрузок на оборудование, а в случае прокатки тонкостенных труб - к снижению их качества за счет образования “гофр”.
Таким образом, недостатком указанного аналога являются повышенные технологические нагрузки на оборудование, снижающие надежность его работы, а также низкое качество получаемых профилей.
Наиболее близким к предлагаемому решению по технической сущности и достигаемому результату является способ шаговой прокатки на станах ХПТ со свободным задним концом заготовки (2). Этот способ включает деформацию заготовки при ее свободном перемещении вдоль оси прокатки, подачу заготовки во время образования зазора между исходной заготовкой и поверхностью валков, кантовку заготовки во время образования зазора между готовым профилем и рабочей поверхностью валков.
При этом способе шаговой прокатки, благодаря свободному перемещению заготовки вдоль оси прокатки, во время деформации в заготовке отсутствуют осевые усилия как при прокатке прямым, так и обратным ходом. На механизмы стана не действуют дополнительные технологические усилия. Этим повышается надежность работы указанных механизмов.
Отсутствие осевых усилий в прокатываемой заготовке устраняет причины, вызывающие появление “гофр” на тонкостенных трубах при их прокатке.
Однако при шаговой прокатке, согласно прототипу, задний конец заготовки во время деформации обратным ходом за счет известных закономерностей шаговой прокатки, связанных с линейным смещением металла в сторону, противоположную направлению выхода металла из валков, смещается в сторону исходной заготовки. Этим уменьшается объем деформируемого металла (объем подачи) за каждый цикл прокатки по сравнению с заданным (проектным). При этом недоиспользуются возможности проектной технологии прокатки: протяженность калибрующего участка, установленные мощности электропривода и прочностные характеристики оборудования. Таким образом, недостатком прототипа является низкая производительность процесса шаговой прокатки.
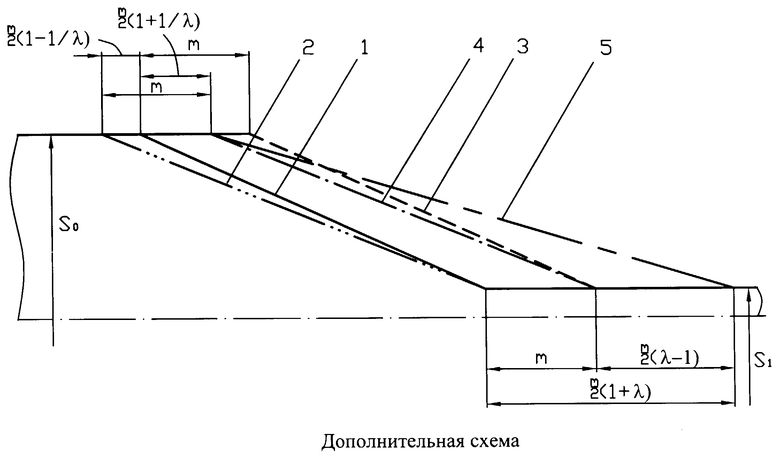
Указанные недостатки прототипа поясняются с помощью дополнительной схемы к заявке.
На этой схеме показано изменение формы конуса деформации (переходной зоны от исходной заготовки к готовому профилю) при способе шаговой прокатки согласно прототипу. Для упрощения рассматривается прокатка валками с гладкой бочкой.
Для наглядности поверхности конуса деформации на заготовке, контактирующие с валками, и боковые (внеконтактные) поверхности конуса деформации, расположенные под углом  град к контактным поверхностям, на схеме изображены в одной плоскости (где n - число прокатных валков, одновременно деформирующих заготовку).
град к контактным поверхностям, на схеме изображены в одной плоскости (где n - число прокатных валков, одновременно деформирующих заготовку).
На этой схеме обозначено:
1 - контактная поверхность конуса деформации, полученная при прокатке прямым и обратным ходом в рассматриваемом цикле и внеконтактная поверхность конуса деформации перед обратным ходом;
2 - внеконтактная поверхность конуса деформации, полученная при прокатке обратным ходом в рассматриваемом цикле прокатки;
3 - контактная поверхность конуса деформации перед прокаткой прямым ходом, полученная в предыдущем цикле прокатки;
4 - внеконтактная поверхность конуса деформации перед прокаткой прямым ходом, полученная в предыдущем цикле прокатки;
5 - внеконтактная поверхность конуса деформации, полученная после прокатки прямым ходом в рассматриваемом цикле прокатки, которая после кантовки заготовки становится внеконтактной перед прокаткой обратным ходом.
После прокатки заготовки в предыдущем цикле прокатки, перемещения заготовки на величину подачи m поверхность 1 окажется в положении 3, поверхность 2 - в положении 4. Следовательно, проектный объем подачи равен m·S0, где S0 - площадь поперечного сечения исходной заготовки. При деформации в рассматриваемом цикле прокатки прямым ходом получается контактная поверхность конуса деформации 1, а внеконтактная поверхность 4 за счет линейного смещения металла в сторону готового профиля с поперечным сечением S1, равного  (λ - отношение площадей поперечного сечения исходной заготовки и готового профиля), окажется в положении 5.
(λ - отношение площадей поперечного сечения исходной заготовки и готового профиля), окажется в положении 5.
Такое значение линейного смещения получается исходя из следующих положений. При шаговой прокатке за один цикл деформируется объем подачи m·S0=m·λ·S1. Тогда линейное смещение металла без учета самой подачи равно mλ-m=m(λ-1). Один цикл прокатки на станах ХПТ включает прямой и обратный ход с кантовкой гильзы перед обратным ходом. Принимая, что при прямом ходе деформируется только половина объема подачи  , то линейное смещение металла в этом случае будет равно
, то линейное смещение металла в этом случае будет равно  .
.
После кантовки заготовки на угол 90° внеконтакная поверхность 5 становится контактной и при обратном ходе деформируется валками. При этом контактная поверхность 1, полученная при рабочем ходе, становится внеконтактной и при деформации обратным ходом смещается в сторону исходной заготовки с поперечным сечением S0 в положение 2. Суммарное линейное смещение поверхности 2 по отношению к поверхности 1 равно  . Такое значение линейного смещения получается в связи с тем, что при деформации обратным ходом при свободном конце исходной заготовки, при перемещении заготовки на величину m деформируется объем подачи m·S1, равный
. Такое значение линейного смещения получается в связи с тем, что при деформации обратным ходом при свободном конце исходной заготовки, при перемещении заготовки на величину m деформируется объем подачи m·S1, равный  . Тогда суммарное линейное смещение металла без учета самой подачи, которое при обратном ходе по аналогии с прямым ходом равно
. Тогда суммарное линейное смещение металла без учета самой подачи, которое при обратном ходе по аналогии с прямым ходом равно  , будет равно
, будет равно  . Учитывая, что при обратном ходе, как и при прямом ходе деформируется только половина объема подачи, суммарное линейное смещение при обратном ходе будет равно
. Учитывая, что при обратном ходе, как и при прямом ходе деформируется только половина объема подачи, суммарное линейное смещение при обратном ходе будет равно  .
.
Таким образом, заготовка при обратном ходе сместится в сторону исходной заготовки с поперечным сечением S0 в направлении, противоположном подаче на величину  . Следовательно, за прямой и обратный ход будет деформирован объем подачи
. Следовательно, за прямой и обратный ход будет деформирован объем подачи  меньший, чем проектный объем mS0 в
меньший, чем проектный объем mS0 в  раз. Отсюда производительность способа шаговой прокатки согласно прототипу снижается в
раз. Отсюда производительность способа шаговой прокатки согласно прототипу снижается в  раз.
раз.
Задачей предлагаемого изобретения является более полное использование проектных технологических возможностей процесса шаговой прокатки.
Поставленная цель достигается тем, что в известном способе шаговой прокатки, включающем деформацию заготовки при ее свободном перемещении вдоль оси прокатки, подачу заготовки во время образования зазора между исходной заготовкой и рабочей поверхностью валков, кантовку заготовки во время образования зазора между готовым профилем и рабочей поверхностью валков, согласно изобретению, подачу заготовки осуществляют превышающей отношение проектного объема подачи к поперечному сечению исходной заготовки в  раз.
раз.
Увеличение значения подачи в  раз по сравнению с проектной (расчетной) позволяет достигнуть требуемой заданной производительности процесса шаговой прокатки.
раз по сравнению с проектной (расчетной) позволяет достигнуть требуемой заданной производительности процесса шаговой прокатки.
Предлагаемый способ шаговой прокатки проиллюстрирован на фиг. 1. На фиг. 1 приведены обозначения, аналогичные ранее приведенной схеме.
Согласно фиг. 1 перед деформацией заготовки в виде конусов деформации 1, 2, полученных в предыдущем шаге деформации, осуществляется их перемещение в сторону готового профиля с поперечным сечением S1 на величину  , превышающего на значение m в
, превышающего на значение m в  раз. Тогда контактная поверхность конуса деформации 1, полученная в предыдущем шаге деформации, займет положение 3, а внеконтактная поверхность конуса деформации 2, смещенная относительно контактной поверхности на величину
раз. Тогда контактная поверхность конуса деформации 1, полученная в предыдущем шаге деформации, займет положение 3, а внеконтактная поверхность конуса деформации 2, смещенная относительно контактной поверхности на величину  , займет положение 4. Объем подачи в этом случае равен
, займет положение 4. Объем подачи в этом случае равен  .
.
После деформации при прямом ходе внеконтактная поверхность конуса деформации 4 за счет линейного смещения на величину  (по аналогии с линейным смещением на величину
(по аналогии с линейным смещением на величину  при подаче m) займет положение 5. При этом на контактной поверхности конуса деформации 1 выкатается готовый профиль с поперечным сечением S1 длиной
при подаче m) займет положение 5. При этом на контактной поверхности конуса деформации 1 выкатается готовый профиль с поперечным сечением S1 длиной

После кантовки заготовки контактной поверхностью станет поверхность 5, а внеконтактной - поверхность 1.
При деформации контактной поверхности 5 во время обратного хода на заготовке выкатывается новый конус деформации 1. При этом внеконтактная поверхность конуса деформации 1 за счет линейного смещения на величину  (по аналогии с линейным смещением на величину
(по аналогии с линейным смещением на величину  при подаче m) займет положение 2.
при подаче m) займет положение 2.
Таким образом, при перемещении заготовки в каждом цикле на величину  и прокатке при прямом и обратном ходе на заготовке выкатается готовый профиль длиной mλ, объем которого равен объему mλS1 и проектному объему подачи mS0.
и прокатке при прямом и обратном ходе на заготовке выкатается готовый профиль длиной mλ, объем которого равен объему mλS1 и проектному объему подачи mS0.
Этим будет достигнута планируемая производительность процесса шаговой прокатки, превышающая производительность способа согласно прототипу в  раз.
раз.
На опытном стане лаборатории ЮУрГУ была проведена опытная прокатка с использованием способа-прототипа. Вытяжка заготовки λ=9. Подача заготовки специальным механизмом перед каждым циклом прокатки во время образования зазора между валками и заготовкой составляла 5 мм.
Длина исходной заготовки составляла 300 мм. Длина калибрующего участка валка Lкал=50 мм.
Экспериментом установлено, что прокатка всей длины заготовки проведена за 108 циклов прокатки вместо проектных 60 циклов. Длина готового профиля, получаемая в каждом цикле, равнялась 25 мм вместо 45 мм по прототипу. Следовательно, производительность процесса прокатки по сравнению с проектными показателями снизилась в 1,8 раза при недоиспользовании возможностей калибровки валков.
По предлагаемому способу подача заготовки во время образования зазора между валками и заготовкой увеличивается и доводится до значения m=9 мм. При прокатке с такой подачей заготовка прокатана за 60 циклов. Длина готового профиля, получаемая за каждый цикл прокатки, равнялась 45 мм. Этим достигнута требуемая расчетная производительность процесса шаговой прокатки и полностью используются возможности калибровки валков.
Источники информации
1. Гриншпун М.И., Соколовский В.И. Станы холодной прокатки труб. М.: Машиностроение, 1967, 239 с.
2. Вердеревский В.А., Глейберг А.З., Никитин А.С. Трубопрокатные станы. - М.: Металлургия, 1983, 240 с. (на с. 182).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2006 |
|
RU2298444C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2013 |
|
RU2521764C1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2266167C1 |
| Способ шаговой прокатки | 1988 |
|
SU1727941A1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2003 |
|
RU2228808C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2252830C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2002 |
|
RU2212290C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2007 |
|
RU2340416C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2007 |
|
RU2339467C1 |
| СПОСОБ МНОГОНИТОЧНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2403107C1 |
Изобретение относится к прокатному производству, а именно к способам шаговой прокатки сортовых профилей и труб. Задача изобретения - полное использование проектных технологических возможностей и повышение производительности процесса шаговой прокатки. Способ включает деформацию заготовки при ее свободном перемещении вдоль оси прокатки, подачу заготовки перед началом прямого хода, кантовку перед началом обратного хода. Подачу заготовки выполняют превышающей отношение проектного объема подачи к поперечному сечению исходной заготовки. Указанное превышение регламентируется математической зависимостью. Изобретение обеспечивает возможность полного использования калибровки валков. 2 ил.

Способ шаговой прокатки, включающий деформацию заготовки при ее свободном перемещении вдоль оси прокатки, подачу заготовки во время образования зазора между исходной заготовкой и рабочей поверхностью валков, кантовку заготовки во время образования зазора между готовым профилем и рабочей поверхностью валков, отличающийся тем, что подачу заготовки осуществляют превышающей отношение проектного объема подачи к поперечному сечению исходной заготовки в  раз, где λ - отношение площадей поперечного сечения исходной заготовки и готового профиля.
раз, где λ - отношение площадей поперечного сечения исходной заготовки и готового профиля.
| ВЕРДЕРЕВСКИЙ В.А | |||
| и др | |||
| Трубопрокатные станы | |||
| - М.: Металлургия, 1983, с.182 | |||
| Способ шаговой прокатки | 1975 |
|
SU622515A1 |
| RU 94027556 А1, 20.05.1996 | |||
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 1997 |
|
RU2118209C1 |
| GB 1593318, 15.07.1981. | |||

