Изобретение относится к прокатному производству, а именно к способам шаговой прокатки с большими обжатиями.
Известны способы шаговой прокатки, например [Пат. №1834724 РФ. Способ шаговой прокатки / Г.И.Коваль // БИ №30, 1993], при которых подача заготовки в течение всего цикла прокатки, в том числе и при докатывании заднего конца заготовки, осуществляется прокатными валками за счет превышения перемещения заготовки в сторону готового профиля над перемещением осей поворота валков в противоположную сторону. Однако из-за особых кинематических условий осей поворота валков задний конец заготовки докатывается при малых подачах, меньших, чем при установившемся процессе, что снижает производительность процесса прокатки. В некоторых вариантах шаговой прокатки для докатывания заднего конуса деформации требуется применение специального задающего устройства.
Недостатком этих способов является низкая производительность при докатывании заднего конуса деформации, в некоторых случаях для выполнения этой операции требуется применение специальных задающих устройств, что повышает вес технологического оборудования.
Известен способ шаговой прокатки [Н.В.Розов. Холодная прокатка стальных труб. М.: Металлургия, 1977, с.144-145], выбранный в качестве прототипа, включающий последовательную деформацию заготовок парой валков, возвратно-поступательное перемещение осей валков и заготовки вдоль оси прокатки, выкатку переднего конуса деформации, установившийся процесс, докатывание заднего конуса деформации. При этом способе докатывание заднего конуса деформации осуществляют путем воздействия на задний конец предыдущей заготовки (трубы) переднего конца следующей заготовки (трубы). Для перемещения заготовки (трубы) в сторону готового профиля применяется специальное задающее устройство.
Недостатком этого способа является необходимость остановки процесса прокатки, перемещение патрона подачи в сторону, противоположную направлению перемещения получаемого готового проката. Все это снижает производительность процесса шаговой прокатки и требует применения для подачи заготовки специальных задающих устройств, увеличивающих вес технологического оборудования.
Таким образом, основными недостатками способа шаговой прокатки согласно прототипу является низкая производительность и большой вес технологического оборудования.
Задачей изобретения является повышение производительности и снижение веса технологического оборудования.
Поставленная задача достигается тем, что в известном способе шаговой прокатки, включающем последовательную деформацию заготовок парами валков, возвратно-поступательное перемещение осей валков и заготовки вдоль оси прокатки при превышении перемещения заготовки в сторону готового профиля над перемещением осей поворота валков в противоположную сторону, выкатку переднего конуса деформации, установившийся процесс прокатки, докатывание заднего конуса деформации, согласно изобретению выкатку переднего конуса деформации следующей заготовки начинают после докатывания части заднего конуса деформации предыдущей заготовки.
Осуществление начала технологической операции выкатки переднего конуса деформации следующей заготовки после докатывания части заднего конуса деформации предыдущей заготовки обеспечивает, во-первых, подачу следующей заготовки в сторону готового профиля, во-вторых, докатывание заднего конуса деформации предыдущей заготовки без применения специальных задающих устройств за счет воздействия на него переднего конуса деформации следующей заготовки при увеличении подачи при докатывании заднего конуса деформации до значения, равного подаче при установившемся процессе прокатки. Это фактически обеспечивает выкатку переднего конуса деформации и докатывание заднего конуса деформации в режиме установившегося процесса прокатки.
Таким образом, предлагаемый способ шаговой прокатки за счет исключения режимов неустановившегося процесса прокатки (выкатка переднего конуса деформации, докатывание заднего конуса деформации) обеспечивает повышение производительности процесса шаговой прокатки и уменьшает вес применяемого технологического оборудования.
Предлагаемое изобретение проиллюстрировано чертежом, на котором показан процесс шаговой прокатки в начале выкатки переднего конуса деформации последующей заготовки 1 и после докатывания части заднего конуса деформации предыдущей заготовки 2, а также графики скоростей перемещения осей поворота валков и окружных скоростей их рабочей поверхности.
Рассмотрим осуществление процесса шаговой прокатки двумя взаимно перпендикулярными парами валков. Пары валков вращаются в разные стороны. Окружные скорости горизонтальной пары валков обозначены υвг, окружные скорости вертикальной пары валков обозначены υвв. Эти скорости изменяются в зависимости от угловой скорости валков, равной угловой скорости кривошипа, и радиусов рабочей поверхности валков. Радиусы валков по длине их рабочей поверхности переменны. На чертеже валки изображены условно постоянным радиусом. Радиусы рабочей поверхности горизонтальной пары валков превышают радиусы рабочей поверхности вертикальной пары валков. В связи с этим окружные скорости рабочей поверхности горизонтальной пары валков υвг превышают окружные скорости рабочей поверхности вертикальной пары валков υвв.
При этом примем, что окружная скорость валков равна скорости перемещения заготовки при ее деформации относительно осей поворота валков. Оси пар валков перемещаются от кривошипно-шатунного механизма вдоль оси прокатки со скоростью υ0, изменяющейся по синусоидальному закону, и смещены относительно друг друга вдоль оси прокатки на величину А. Высоты исходной заготовки и получаемого профиля, деформируемых горизонтальной парой валков, обозначены соответственно В0 и B1. Высоты исходной заготовки и получаемого профиля, деформируемых вертикальной парой валков, обозначены соответственно Н0 и H1.
Оставшаяся часть недокатанного на предыдущей заготовке 2 конуса деформации обозначена вгд. Выкатанная часть переднего конуса деформации следующей заготовки 1 обозначена абв. Положительные значения площадей заштрихованных фигур, ограниченных кривыми изменения скоростей υ0, υвв, υвг, характеризуют перемещение заготовок при их деформации в сторону готового профиля относительно неподвижной рамы стана. Отрицательные значения этих фигур характеризуют перемещение заготовок при их деформации в сторону исходной заготовки относительно неподвижной рамы стана.
Процесс прокатки осуществляется следующим образом. Вертикальная пара валков, вращающаяся со скоростью υвв, осуществляет обжатие прямым ходом (по аналогии с терминологией процесса прокатки на станах ХПТ). Горизонтальная пара валков, вращающаяся со скоростью υвг, осуществляет обжатие обратным ходом. Во время прокатки прямым ходом при превышении скорости осей валков υ0 над окружной скоростью валков υвв (положительные значения площадей заштрихованных фигур, ограниченных линиями υ0 и υвв) заготовка перемещается в сторону готового профиля. Во время прокатки обратным ходом при превышении окружных скоростей валков υвг над скоростью их осей υ0 заготовка перемещается в сторону готового профиля (положительные значения площадей заштрихованных фигур, ограниченных линиями
υ0 и υвг). При установившемся процессе прокатки, когда на заготовке имеется полный конус деформации бвгд, за счет превышения положительных значений заштрихованных фигур над отрицательными значениями этих фигур при прямом и обратном ходе осуществляется перемещение заготовки с сторону готового профиля. Значение этого перемещения за цикл прокатки прямым и обратным ходом равно разности положительных и отрицательных значений заштрихованных фигур. После того как на заготовке останется часть конуса деформации вгд, перемещение заготовки уменьшится, а при достижении равенства положительных и отрицательных значений указанных фигур перемещение заготовки в сторону готового профиля прекратится. Для докатывания оставшейся части конуса деформации необходимо применение специального задающего устройства. В связи с этим после выкатки части длины бв конуса деформации предыдущей заготовки 2 в валки задается следующая заготовка. На ней выкатывается передний конус деформации бв. За счет превышения положительных значений заштрихованных фигур на длине бв следующая заготовка получает перемещение в сторону готового профиля. За счет этого передний конец следующей заготовки 1 будет действовать на задний конец предыдущей заготовки 2 и перемещать ее в сторону готового профиля, т.е. осуществлять ее подачу. Причем режим подачи в этом случае будет аналогичен режиму подачи при установившемся процессе прокатки.
Подача в валки следующей заготовки только после выкатки на предыдущей заготовке части конуса деформации бв является обязательным условием осуществления рассматриваемого процесса шаговой прокатки. В ином случае следующая пока еще не деформируемая заготовка за счет возвратно-поступательного перемещения предыдущей деформируемой заготовки переместится в сторону, противоположную получаемому готовому профилю, и ее будет необходимо дополнительно перемещать в сторону готового профиля в каждом цикле деформации до тех пор, пока не начнется ее деформация. Это произойдет только после выкатки части конуса деформации бв на предыдущей заготовке.
Таким образом, предлагаемый способ шаговой прокатки обеспечивает докатывание заднего конуса деформации в режиме установившегося процесса шаговой прокатки, повышая производительность процесса шаговой прокатки и устраняя необходимость применения специальных задающих устройств.
Предлагаемый способ шаговой прокатки может быть использован при осуществлении процесса шаговой прокатки обратным ходом.
Техническое решение согласно предлагаемому изобретению опробовано на опытном стане лаборатории ЮУрГУ и будет использовано при реализации технологии шаговой прокатки прямым и обратным ходом на стане ШПС 300000 «Инструмент» ОАО «Челябинский тракторный завод».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2008 |
|
RU2356661C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2252830C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2003 |
|
RU2228808C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2007 |
|
RU2340416C1 |
| Способ шаговой прокатки | 1988 |
|
SU1727941A1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 1997 |
|
RU2118209C1 |
| Валок стана шаговой прокатки | 1989 |
|
SU1731311A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ В ДВУХ ВЗАИМНО ПЕРПЕНДИКУЛЯРНЫХ ПАРАХ ВАЛКОВ ПЕРЕМЕННОГО РАДИУСА | 1998 |
|
RU2129926C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2007 |
|
RU2339467C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2003 |
|
RU2231403C1 |
Изобретение предназначено для повышения производительности и снижения веса технологического оборудования. Способ включает последовательную деформацию заготовок парами валков, возвратно-поступательное перемещение осей валков и заготовки вдоль оси прокатки при превышении перемещения заготовки в сторону готового профиля над перемещением осей поворота валков в противоположную сторону, выкатку переднего конуса деформации, установившийся процесс прокатки, докатывание заднего конуса деформации. Докатывание заднего конуса деформации с подачей, равной подаче при установившемся процессе шаговой прокатки без применения специальных задающих устройств, обеспечивается за счет того, что выкатку переднего конуса деформации следующей заготовки начинают после докатывания части заднего конуса деформации предыдущей заготовки. 1 ил.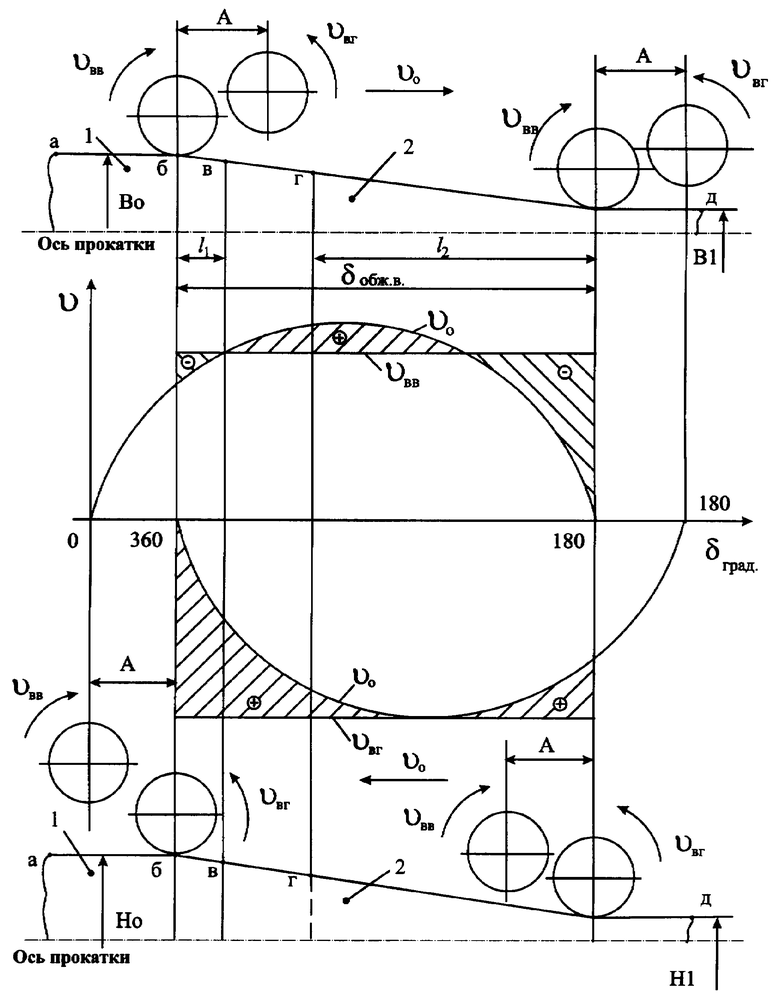
Способ шаговой прокатки, включающий последовательную деформацию заготовок парами валков, возвратно-поступательное перемещение осей поворота валков и заготовки вдоль оси прокатки при превышении перемещения заготовки в сторону готового профиля над перемещением осей поворота валков в противоположную сторону, выкатку переднего конуса деформации, установившийся процесс прокатки и докатывание заднего конуса деформации, отличающийся тем, что выкатку переднего конуса деформации следующей заготовки начинают после докатывания части заднего конуса деформации предыдущей заготовки.
| РОЗОВ Н.В | |||
| Холодная прокатка стальных труб | |||
| - М.: Металлургия, 1977, с.144-145 | |||
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2252830C1 |
| Способ шаговой прокатки | 1991 |
|
SU1834724A3 |
| Приводная станция струговой установки | 1989 |
|
SU1652540A1 |

