Изобретение относится к области машиностроения, в частности к способу сварки плавлением, и предназначено для использования в технологии производства сварных соединений с глубоким кинжальным проплавлением.
Известен способ сварки, описанный в патенте РФ №2111840 МКИ7 В23К 15/00, опубл. 27.05.98 г. и включающий двустороннее одновременное проплавление противоположных сторон стыка электронным лучом и дуговым разрядом с образованием общей сварочной ванны. При этом электронный луч и дуговую горелку направляют под углом друг к другу.
Недостатками этого способа сварки являются расфокусировка и не контролируемое отклонение электронного луча вдоль и поперек стыка. При значительных отклонениях электронного луча вдоль стыка существует возможность повреждения горелки электронным лучом и расплавленным металлом. Из-за вытекания из сварочной ванны расплавленного металла образуются дефекты формирования и непроваров, что ухудшает качество сварного соединения.
Наиболее близким к предлагаемому техническому решению является способ сварки, описанный в патенте РФ №2174067 по классу В23К 28/02, опубл. 27.09.2001, при котором осуществляют одновременное проплавление стыков свариваемых деталей электронным лучом и соосно расположенным с ним дуговым разрядом. Дуговой разряд формируют посредством полого катода. Формируют заданную геометрию электронного луча и канала проплавления, в который подводят энергию дугового разряда. Электронный луч отклоняют по толщине детали посредством его взаимодействия с магнитным полем дугового разряда.
Однако при таком способе при сварке материалов для отклонения электронного луча используют магнитное поле дугового разряда, в результате чего образуется большой объем расплавленного металла. Этот способ трудоемок, требует точную юстировку полого катода относительно электронного луча.
Технической задачей изобретения является расширение технологических возможностей процесса сварки, улучшение качества сварных соединений без дефектов формирования и непроваров.
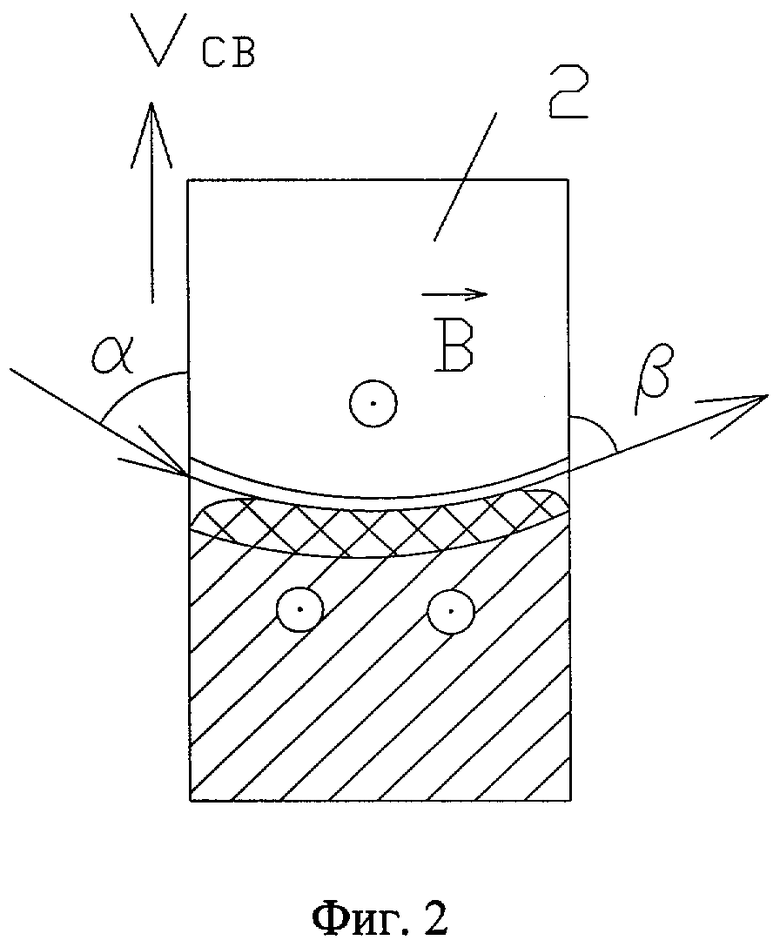
Решение задачи достигается тем, что в известном способе сварки, заключающемся в проплавлении стыка свариваемых деталей электронным лучом, создании магнитного поля и формировании заданной геометрии электронного луча и канала проплавления, причем электронный пучок отклоняют по толщине деталей, электронный луч направляют к лицевой плоскости свариваемых деталей под углом входа α, величину которого выбирают равной 0°<α<90°, пропускают ток вдоль стыка и дополнительно отклоняют пучок снизу вверх так, что угол выхода электронного луча β, относительно задней плоскости свариваемых деталей, равен углу входа электронного луча α, причем точки входа и выхода электронов луча из свариваемых деталей располагают в одной горизонтальной плоскости.
Сущность изобретения поясняется чертежами, где на фиг.1 представлено устройство для реализации предлагаемого способа сварки, на фиг.2 представлена схема движения электронов луча в свариваемом материале.
При создании локального магнитного поля в области действия электронного луча по всей толщине стыка свариваемых деталей магнитная индукция поля направлена перпендикулярно электронному лучу и плоскости стыка свариваемых деталей, таким образом, что сила Лоренца, действующая на электроны луча со стороны магнитного поля, изменяет направление их движения и форму канала проплавления.
Устройство, реализующее предлагаемый способ сварки, содержит электронно-лучевую пушку 1, установленную под углом входа луча α, выбранного из условия, что 0°<α<90°, к лицевой плоскости свариваемых деталей 2, механизм перемещения 3 свариваемых деталей 2. На столе 4 расположен изолятор 5, на котором установлены свариваемые детали 2, подключенные к источнику электрического тока 6.
Устройство, реализующее способ сварки, работает следующим образом.
От источника 6 пропускают ток по задней плоскости свариваемых деталей 2 и создают магнитное поле  перпендикулярного направления к стыку свариваемых деталей 2. Электронный пучок направляют в стык свариваемых деталей 2, дополнительно отклоняют пучок снизу вверх, затем перемещают свариваемые детали 2 со скоростью
перпендикулярного направления к стыку свариваемых деталей 2. Электронный пучок направляют в стык свариваемых деталей 2, дополнительно отклоняют пучок снизу вверх, затем перемещают свариваемые детали 2 со скоростью  посредством механизма перемещения 3 и проводят сварку. Электронный луч описывает в стыке свариваемых деталей 2 криволинейную траекторию под действием магнитного поля
посредством механизма перемещения 3 и проводят сварку. Электронный луч описывает в стыке свариваемых деталей 2 криволинейную траекторию под действием магнитного поля  . Образуется расплавленный металл свариваемых деталей 2, содержащийся в вогнутом канале проплавления, который затем кристаллизуется. Такая форма канала проплавления способствует уменьшению вытекания жидкой фазы.
. Образуется расплавленный металл свариваемых деталей 2, содержащийся в вогнутом канале проплавления, который затем кристаллизуется. Такая форма канала проплавления способствует уменьшению вытекания жидкой фазы.
Если угол выхода β электронного луча из свариваемых деталей относительно задней плоскости свариваемых деталей равен углу входа α электронного луча в свариваемые детали относительно лицевой плоскости свариваемых деталей и точки входа и выхода электронов луча из материала лежат в одной горизонтальной плоскости, то образуется наименьший объем вытекающего металла из канала проплавления.
При угле входа электронного луча в металл α относительно лицевой плоскости свариваемых деталей меньше 90°, так как в противном случае формируется такой канал проплавления, что жидкая фаза стекает под действием силы тяжести по лицевой плоскости свариваемых деталей. В то же время угол α должен быть больше 0°, в противном случае полного проплавления стыка получить не удастся.
В зависимости от объема жидкой фазы в канале проплавления посредствам изменения величины магнитного поля регулируют кривизну траектории электронов луча в стыке свариваемых деталей и, таким образом, изменяют кривизну канала проплавления, уменьшая вытекание жидкой фазы из канала проплавления.
Использование предлагаемого способа сварки позволяет получать качественные сварные соединения, с малым объемом вытекающего из зоны сварки металла, что уменьшает возникновение дефектов формирования и непроваров и расширяет его технологические возможности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2522670C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2013 |
|
RU2534183C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2433024C1 |
| СПОСОБ СВАРКИ | 1999 |
|
RU2174067C2 |
| СПОСОБ СВАРКИ ЭЛЕКТРОННЫМ ЛУЧОМ | 2010 |
|
RU2448822C1 |
| Способ электронно-лучевой сварки разнородных ферро- и парамагнитных материалов | 2016 |
|
RU2635445C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2010 |
|
RU2433023C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| Способ электронно-лучевой сварки деталей | 2018 |
|
RU2681067C1 |
| Способ многослойной электронно-лучевой сварки | 2018 |
|
RU2688033C1 |
Изобретение относится к области машиностроения, в частности к способу сварки, и может найти использование в различных отраслях промышленности при изготовлении ответственных сварных соединений. Проплавление стыка свариваемых деталей осуществляют электронным лучом. При сварке создают магнитное поле для формирования заданной геометрии электронного луча и канала проплавления. Электронный луч отклоняют по толщине деталей и направляют к лицевой плоскости свариваемых деталей под углом входа α, величину которого выбирают равной 0°<α<90°. Пропускают ток вдоль стыка и дополнительно отклоняют луч снизу вверх так, что угол выхода электронного луча β, относительно задней плоскости свариваемых деталей, равен углу входа электронного луча α, причем точки входа и выхода электронов луча из свариваемых деталей располагают в одной горизонтальной плоскости. В результате получают качественные сварные соединения с малым объемом вытекающего из зоны сварки металла, что уменьшает возникновение дефектов и непроваров. 2 ил.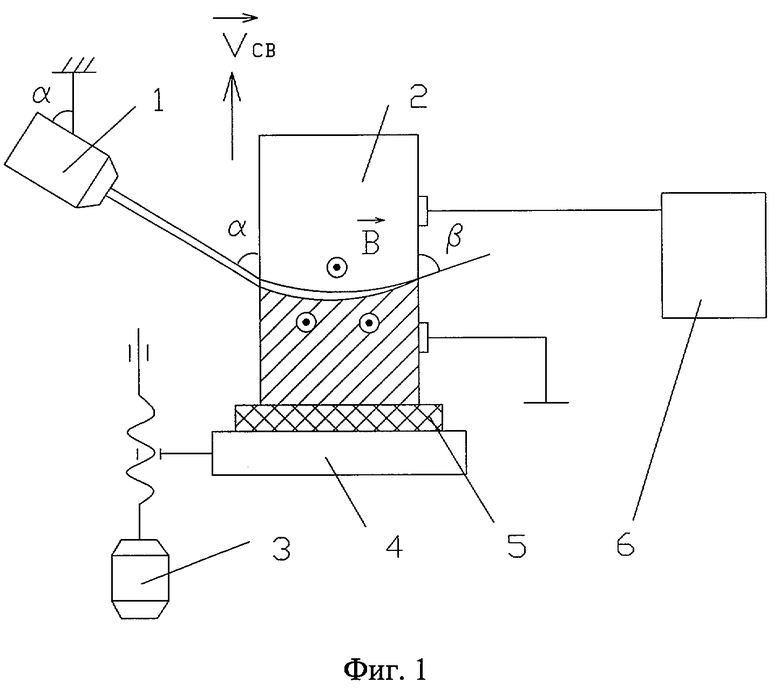
Способ сварки, включающий проплавление стыка свариваемых деталей электронным лучом, создание магнитного поля и формирование заданной геометрии электронного луча и канала проплавления, причем электронный луч отклоняют по толщине деталей, отличающийся тем, что электронный луч направляют к лицевой плоскости свариваемых деталей под углом входа α, величину которого выбирают равной 0°<α<90°, пропускают ток вдоль стыка и дополнительно отклоняют луч снизу вверх так, что угол выхода электронного луча β относительно задней плоскости свариваемых деталей равен углу входа электронного луча α, причем точки входа и выхода электроного луча из свариваемых деталей располагают в одной горизонтальной плоскости.
| СПОСОБ СВАРКИ | 1999 |
|
RU2174067C2 |
| СПОСОБ СВАРКИ | 1996 |
|
RU2111840C1 |
| УСТРОЙСТВО КОНСТРУКЦИИ ЗВОНОВЫХ ДЛЯ СВАРКИ И РЕЗКИ МАТЕРИАЛОВ | 1996 |
|
RU2118244C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 1992 |
|
RU2053312C1 |
| US 5247155 A, 21.09.1993 | |||
| US 5013886 A, 07.05.1991. | |||

