Изобретение относится к области сварки плавлением и может быть использовано в машиностроении для производства сварных конструкций.
Известен способ электронно-лучевой двусторонней последовательной сварки [1].
Недостатком известного способа является то, что он достаточно трудоемок, приводит к внесению корневых дефектов в несущую часть шва и оказывает дополнительное термическое воздействие на основной металл. Кроме того, при сварке кольцевых стыков размеры и конструкция изделия должны определять возможность размещения электронно-лучевой пушки с обратной стороны стыка. Это в значительной мере ограничивает область его применения.
Наиболее близким техническим решением является способ электронно- лучевой двусторонней сварки, включающий одновременное проплавление двумя электронными пушками противоположных сторон стыка с образованием общей сварочной ванны [2]. При этом пучки направляются под углом друг к другу.
Недостатком известного способа является то, что он имеет ограниченное применение для сварки кольцевых и продольных стыков труб малых диаметров, "многоэтажных" стыков и т.п. Конструкция изделий и вакуумной камеры в данном случае должны обеспечивать возможность установки двух электронно-лучевых пушек с лицевой и обратной сторон стыка. Это связано со значительными сложностями в аппаратном плане, что накладывает значительные ограничения на его применение.
Технической задачей изобретения является расширение технологических возможностей сварки.
Решение технической задачи достигается тем, что в известном способе сварки, включающем двустороннее одновременное проплавление противоположных сторон стыка с образованием общей сварочной ванны и подачу электронного луча для проплавления стыка, электронным лучом стык проплавляют с одной стороны, а с его противоположной стороны проплавление осуществляют посредством дугового разряда в вакууме.
Кроме того, дуговой разряд в вакууме формируют посредством горелки с полым катодом.
На чертеже представлено устройство, позволяющее осуществить предлагаемый способ.
Устройство содержит стол 1, механизм 2 перемещения, образец 3 для сварки. С лицевой стороны стыка расположена электронно-лучевая пушка 4, а с обратной - горелка 5 для дуговой сварки с полым катодом.
Устройство работает следующим образом.
Электронный пучок направляют в плоскость стыка и одновременно возбуждают дуговой разряд, перемещают образец и проводят сварку. Взаимное расположение электронно-лучевой пушки 4 и горелки 5 выбирают таким, чтобы при полном проплавлении стыка двумя источниками теплоты формировалась общая сварочная ванна. Угол наклона оси горелки 5 к плоскости образца 3 может изменяться в широких пределах и его выбирают из условий технологии сварки. Дуговой разряд формируется горелкой с полым катодом, который обеспечивает большую разрывную длину дуги (до 70 мм), высокую плотность мощности, уступающую только лучевым способам сварки, высокий эффективный КПД (выше 80%). При этом ток дугового разряда с полым катодом практически не зависит от тока электронного пучка. Качество швов, выполненных дуговым разрядом с полым катодом в вакууме, достаточно высокое и не хуже, чем при электронно-лучевой сварке. Однако горелки с полым катодом по сравнению с электронно-лучевыми пушками достаточно компактны (длина 50 - 70 мм, диаметр 15-20 мм). Поэтому они могут располагаться с обратной стороны шва в весьма ограниченных объемах, и в связи с этим при одновременной двусторонней сварке электронным лучом и дуговым разрядом качество сварных соединений не ниже, чем при одновременной двусторонней электронно-лучевой сварке, а номенклатура изделий, подлежащих сварке, может быть гораздо шире. Таким образом, предложенный способ расширяет технологические возможности сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ | 1999 |
|
RU2174067C2 |
| СПОСОБ СВАРКИ | 2005 |
|
RU2298465C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2010 |
|
RU2433023C1 |
| СПОСОБ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2522670C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2433024C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2013 |
|
RU2534183C1 |
| СПОСОБ СВАРКИ ЭЛЕКТРОННЫМ ЛУЧОМ | 2010 |
|
RU2448822C1 |
| Способ соединения лучевой сваркой стрингеров с обшивкой при изготовлении стрингерных панелей | 2015 |
|
RU2614358C2 |
| Способ электронно-лучевой сварки с осцилляцией луча | 2020 |
|
RU2760201C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
Изобретение относится к области сварки плавлением и позволяет расширить технологические возможности сварки. Способ сварки включает двустороннее одновременное проплавление противоположных сторон стыка с образованием общей сварочной ванны. С одной стороны стык проплавляют электронным лучом. А с его противоположной стороны - посредством дугового разряда в вакууме. Дуговой разряд в вакууме формируют посредством горелки с полым катодом. 1 з.п.ф-лы, 1 ил.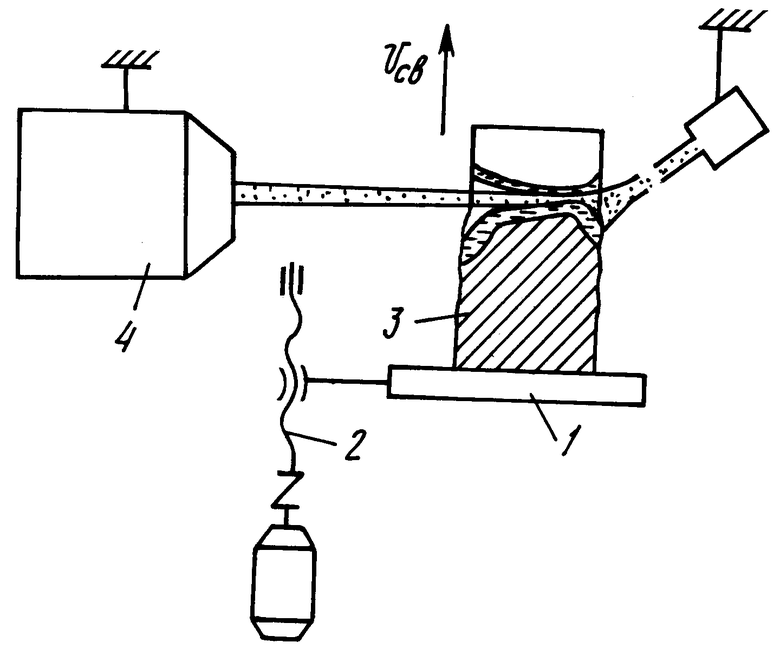
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Управление потоком жидкого металла при двухлучевой электронной сварке (Tomie Michio, Abe Nabuyuki, Yao Xiang Yu // Коонгакайси = J.High Temp.Soc., 1990, 16, N 1, с.27 - 32) | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Двусторонняя электронно-лучевая сварка толстолистовых цилиндрических заготовок из титанового сплава ПТ-ЗВ, Замков В.Н., и др | |||
| ж.Автоматическая сварка, 1992, N 5, с.46 - 47, 64. | |||
