Изобретение относится к обработке металлов давлением, в частности к технологии холодной объемной штамповки, и может быть использовано для изготовления полых деталей типа «стакан», имеющих центральный выступ на внутренней поверхности донной части, например, артиллерийских гильз.
Известен способ изготовления полых деталей с центральным выступом на внутренней поверхности донной части путем штамповки пуансоном в матрицу, включающий обратное выдавливание исходной заготовки и формирование донной части с центральным выступом на внутренней поверхности (см. SU а.с. 1792788 А1, 07.02.1993 г., В21К 21/06).
Недостатком данного способа является неполучение точной геометрии центрального выступа на внутренней поверхности донной части в соответствии с конструкторской документацией при штамповке донной части из-за недостаточного набора металла под полное заполнение внутренней впадины внутреннего пуансона при формировании дна наружным пуансоном.
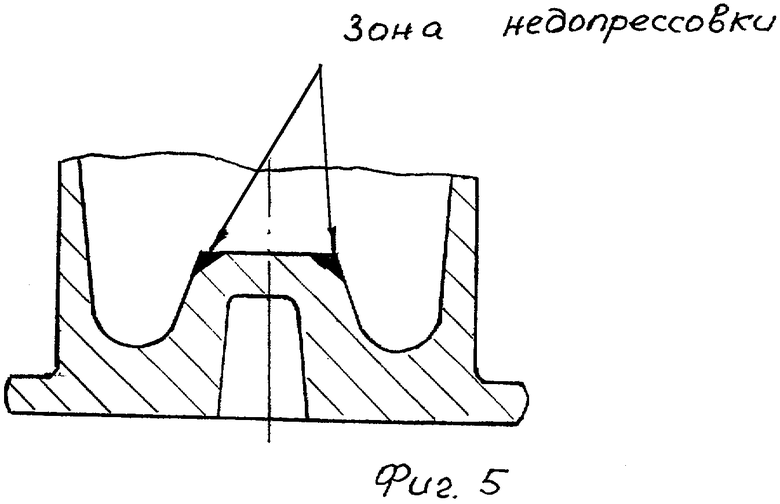
Из-за недостаточного объема металла при формировании выступа дна, происходит неполная пропрессовка выступа, которая не исключает (не ликвидирует) центральную пористость, которая имеет место в исходной заготовке (в центре прутка) (см. фиг.5).
Это снижает качество изготовления детали.
Задачей изобретения является повышение качества полученной детали за счет обеспечения выполнения центрального выступа на внутренней поверхности донной части в соответствии с конструкторской документацией и исключения пористости на выступе за счет полной пропрессовки дна.
Требуемый технический результат достигается тем, что в способе изготовления полых деталей с центральным выступом на внутренней поверхности донной части путем штамповки пуансоном в матрицу, включающем обратное выдавливание исходной заготовки и формирование донной части с центральным выступом на внутренней поверхности, обратное выдавливание исходной заготовки и формирование донной части с центральным выступом на внутренней поверхности осуществляют по переходам, после перехода обратного выдавливания производят вытяжку заготовки по переходам, а формирование донной части с центральным выступом на внутренней поверхности осуществляют в два перехода: предварительное формирование центрального выступа и окончательное формирование донной части, при этом предварительное формирование центрального выступа ведут на переходе обратного выдавливания исходной заготовки с помощью внутреннего пуансона с впадиной, а окончательное формирование донной части производят внутренним пуансоном с впадиной и наружным пуансоном с выступом.
Совокупность отличительных признаков позволила обеспечить получение качественного выполнения донной части за счет предварительного набора металла на переходе обратного выдавливания, в части обеспечения соблюдения требований конструкторской документации, а также исключает пористость дна, влияющую на функционирование патрона при использовании, исключает возможный прорыв газов через капсюль-воспламенитель во внутреннюю полость собранного патрона и его срабатывание.
Следовательно, каждый отличительный признак является «существенным» и необходимым, а их совокупность в устойчивой взаимосвязи является достаточной для достижения «новизны» качества, то есть нового эффекта суммы, не присущего признакам в разобщенности.
На фиг.1 показана схема изготовления детали по переходам (I - заготовка, II - обратное выдавливание, III-V - вытяжные переходы, VI - штамповка дна);
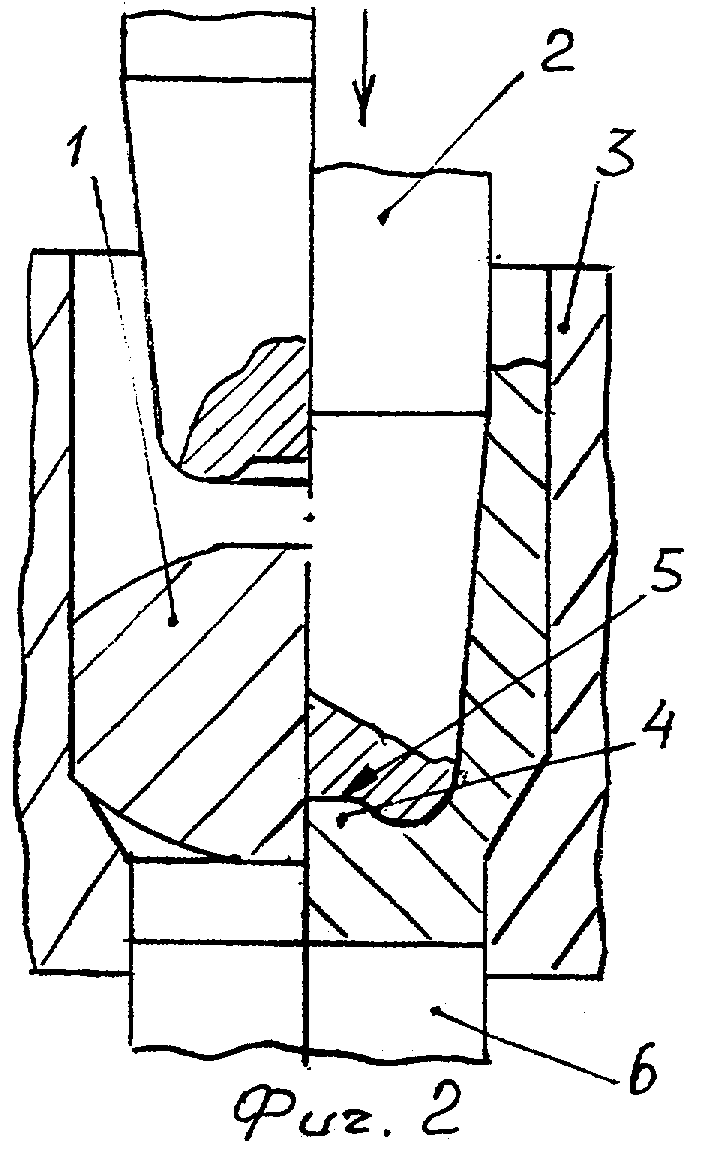
На фиг.2 - схема расположения инструмента при обратном выдавливании;
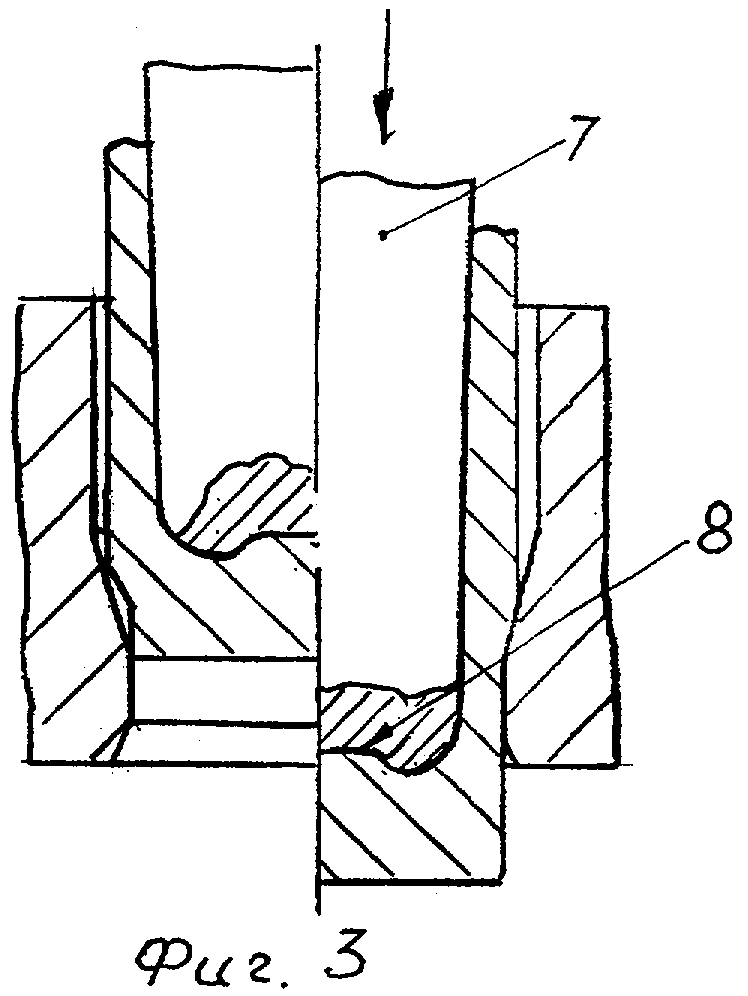
На фиг.3 - схема расположения инструмента на вытяжных переходах;
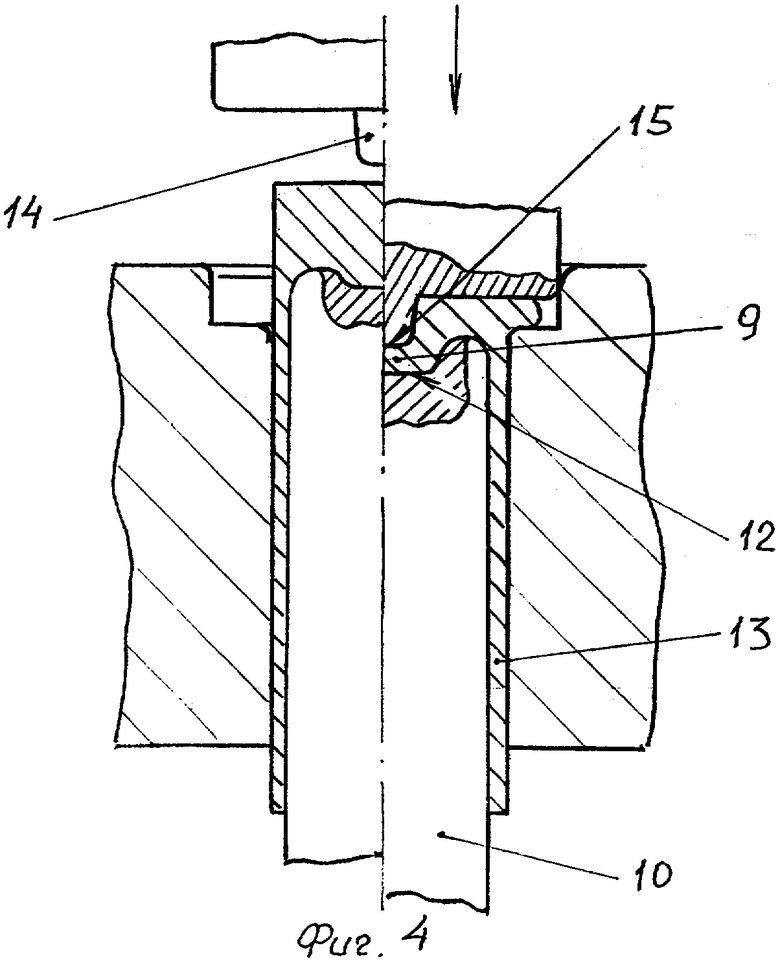
На фиг.4 - схема расположения инструмента при штамповке дна;
На фиг.5 - схема формы выступа дна в известном способе.
Способ осуществляется следующим образом. Из прутка методом горячей винтовой прокатки получают заготовку (I переход), имеющую правильную (шаровую форму в виде чечевицы) форму (фиг.1), поэтому необходимость в ее калибровке отпадает.
На II переходе осуществляют обратное выдавливание заготовки 1 пуансоном 2 в матрицу 3.
На этом переходе производят предварительное формирование центрального выступа 4 на внутренней поверхности донной части на заготовке 1 впадиной 5 внутреннего пуансона 2.
Выталкивателем 6 заготовка удаляется из полости матрицы 3 (фиг.2). Затем производят вытяжные переходы III-V, при этом пуансон 7 также имеет впадины 8 (фиг.3).
Штамповку донной части (VI переход) (фиг.4) - окончательное формирование донной части и выступа 9 - производят приложением усилий внутренним 10 и наружным 11 пуансонами.
Пуансон 10 имеет впадину 12, равную выступу готовой детали 13 в соответствии с требованиями конструкторской документации, а пуансон 11 имеет выступ 14 с формой и размерами, соответствующими впадине 15 готовой детали 13.
По сравнению с прототипом изобретение позволяет повысить качество получаемой детали не только за счет обеспечения выполнения центрального внутреннего выступа (исключение недопрессовки) в соответствии с конструкторской документацией, но и исключения пористости на выступе за счет полной пропрессовки дна (фиг.5).
Изобретение промышленно применимо.
Подтверждением является факт положительного проведения работ по устранению недостатков по обеспечению выполнения центрального выступа на внутренней поверхности донной части в соответствии с конструкторской документацией и исключению пористости на выступе на ФГУП «ПО Завод имени Серго».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2010 |
|
RU2451573C2 |
| Способ изготовления колес | 1991 |
|
SU1797511A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ С КОНУСООБРАЗНЫМ ДНОМ, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2013 |
|
RU2532709C1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1811430A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 2005 |
|
RU2313416C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1797514A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446909C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА "СТАКАН" | 2008 |
|
RU2383409C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полых деталей типа «стакан» с центральным выступом на внутренней поверхности донной части, например, артиллерийских гильз. Для этого осуществляют обратное выдавливание исходной заготовки и формирование донной части, имеющей на внутренней поверхности центральный выступ, по переходам. После перехода обратного выдавливания производят вытяжку заготовки по переходам. Донную часть с центральным выступом формируют в два перехода: предварительное формирование центрального выступа и окончательное формирование донной части. Предварительное формирование производят на переходе обратного выдавливания исходной заготовки с помощью внутреннего пуансона с впадиной. Окончательное формирование осуществляют внутренним пуансоном с впадиной и наружным пуансоном с выступом. В результате обеспечивается повышение качества полученных изделий. 5 ил.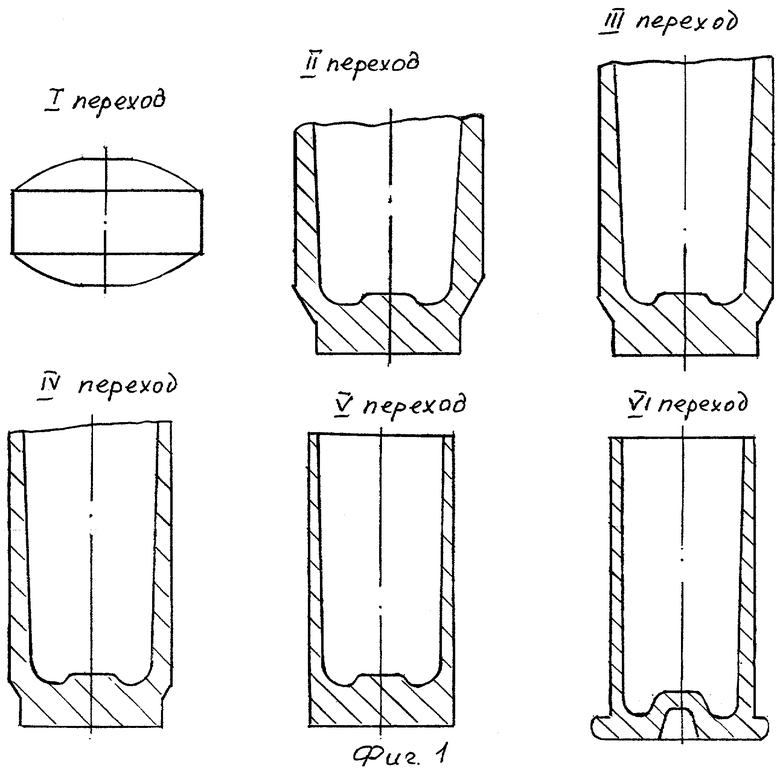
Способ изготовления полых деталей с центральным выступом на внутренней поверхности донной части путем штамповки пуансоном в матрицу, включающий обратное выдавливание исходной заготовки и формирование донной части с центральным выступом на внутренней поверхности, отличающийся тем, что обратное выдавливание исходной заготовки и формирование донной части с центральным выступом на внутренней поверхности осуществляют по переходам, после перехода обратного выдавливания производят вытяжку заготовки по переходам, а формирование донной части с центральным выступом на внутренней поверхности осуществляют в два перехода: предварительное формирование центрального выступа и окончательное формирование донной части, при этом предварительное формирование центрального выступа ведут на переходе обратного выдавливания исходной заготовки с помощью внутреннего пуансона с впадиной, а окончательное формирование донной части производят внутренним пуансоном с впадиной и наружным пуансоном с выступом.
| "Способ изготовления изделий типа "стакан" | 1990 |
|
SU1792788A1 |
| Способ изготовления деталей типа ступенчатых стаканов | 1991 |
|
SU1794591A1 |
| US 3614816 А, 26.10.1971 | |||
| СПОСОБ ПРОГНОЗИРОВАНИЯ ВОЗНИКНОВЕНИЯ ВЕНОЗНОЙ ДИСГЕМИИ У ДЕТЕЙ С СИНДРОМОМ ДЕФИЦИТА ВНИМАНИЯ И ГИПЕРАКТИВНОСТИ | 2007 |
|
RU2363386C2 |

